

- 182.75 KB
- 2022-04-22 13:42:47 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'uz中华人民共和国地质矿产部部标准DZ1.5-86地质岩芯钻探管材螺纹检测方法1986一08一21发布1987-01-01实施中华人民共和国地质矿产部批准
中华人民共和国地质矿产部部标准DZ1.5一肠地质岩芯钻探管材螺纹检测方法本标准适用于检测DZ1.1-84《金刚石岩芯钻探管材螺纹》、DZ1.2-84《绳索取芯金刚石岩芯钻探管材螺纹》及DZ1.3-84《硬质合金、钢粒岩芯钻探管材螺纹》规定的岩芯钻探管材螺纹。1一般规定1.1螺纹检查原则上应逐个进行,但在有可靠质量保证的情况下,可定量检查。1.2测量螺纹尺寸及形位误差时,表面划痕、擦伤、毛刺以及塌边等其他外观缺陷应排除在外。1.3螺纹检测的标准条件:1.3.1标准温度为20"Ca1.3.2由于偏离标准条件而引起较大测量误差时,应进行测量误差计算,并修正测量结果。1二用螺纹量规检测螺纹时,侧量力的大小以不引起工件及量规变形为原则。1.5为确保互换性,螺纹检测应优先采用符合泰勒原则的量规检查,即通规为完整形状,以便同时检查最大实体状态中全部要素,而止规用来分别检查最小实体状态中螺纹的各个要素。符合泰勒原则的量规,如在某些场合下,制造或应用有困难时,可在保证被检验螺纹的形状误差及位置误差不致影响配合性质的条件下,使用偏离泰勒原则的量规。1.6形状误差、位置误差按照GB1958-80《形状和位置公差检测规定》的规定执行。2仲裁2.1当对测量的结果发生争议时,可用下列方法之一进行仲裁:2.1.1若判断工件螺纹为合格的螺纹量规是符合DZ1.4-86《地质岩芯钻探管材螺纹量规》的规定,则该工件螺纹应按合格处理。2.1.2用分析测量精度的方法进行仲裁。之.,.习采用更精确的计量器具检测。2.2对于圆柱梯形螺纹的检侧,当使用两套量规检测发生争议时,应使用符合DZ1.4-86规定的下述量规仲裁:通规应等于或接近于被测螺纹要素构成的最大实体尺寸,止规应等于或接近于被测螺纹要素构成的最小实体尺寸。习检洲方法3.1粉方案中的检测方法采用图例或附加一些必要的说明来表示,所有图例系示意性质的。执圆柱梯形外螺纹的检测大径的检测(见表1)中华人民共和国地质矿产部1986-08-21发布1987一,1,一01实施
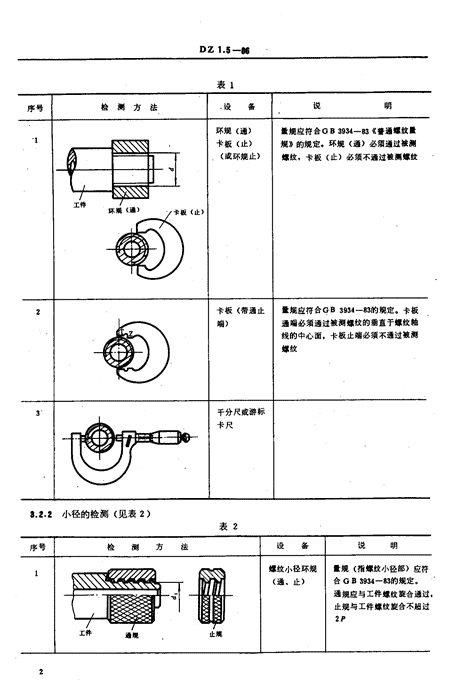
DZ1.5一肠表1序号检测方法.设备说明环规(通)皿规应符合GB3934-93《普通姆纹."1卡板(止)规》的规定。环规(通)必须通过被侧陕受改习(或环规止)螺纹,卡板(止)必须不通过被测姗纹n}日.喇`21*#-处次达创b可一2卡板(带通止f规应符合GB3934-83的规定。卡板端)通端必须通过被测螺纹的垂直于螺纹轴线的中心面,卡板止端必须不通过被测旬娜纹,十分入取研怀一叠呼卡尺盆。2。2小径的检测(见表2)表2序号检测方法设备说明螺纹小径环规E规(指螺纹小径部)应符1(通,止)合GH3934-83的规定。一」I通规应与工件螺纹旋合通过,}纂羹犷b止规与工件螺纹旋合不超过摹S1?;BpE-iitflB2P
DZ1.8一的续表2序号检侧方法设备说明卡板通端应能通过螺纹牙2螺纹牙底卡板底,卡板止端应不通过螺(通、止)一〔蝙耐倒纹牙底L__面而厂-一即jt3三针块规千分dl二M一h一2do尺{缠仁一理一几即1二千分尺侧头5.2.吕牙顶宽的检测(见表3)表3序号检测方法设备说明1螺纹牙宽环规牙宽环规应符合DZ1,4(通、止)-86的规定。通规应与工件螺纹旋合}通过,止规与工件螺纹/鑫纂旋合不超过ZP禺卜爵、弓J吃六二川侧,臀猖工件通规止规盆。吕圆柱梯形内螺纹的检测吕。吕.1大径的检测(见表4)
DZ1.‘一的表4序号!检测方法设备说明螺纹大径塞规里规(指娜纹大径部)应符(通、止)合GB3934-83的规定.一通规应与工件螺纹旋合通过,止规与工件螺纹旋一,缨2oT---Z合不超过2P3.3.2小径的检测(见表5)表5序号,,方法}设备说明1螺纹小径塞规量规应符合GB3934-83(通、止)的规定.塞规通端应通过被测螺纹,塞规止端应不通过纂凑到被侧螺纹2内测千分尺工件慧赫-(或游标卡尺)吕。盆。吕牙顶宽的检测(见表6)表6序号}“测”法设备说明1螺纹牙宽塞规牙宽塞规应符合DZ1.4(通、止)一S的规定。通规应与工件螺纹旋合通过,止规与工件螺纹一一蘸V习/7}/}/黔T.1-Z"7YW旋合不超过2P
DZ1.5-翻:.圆锥梯形外螺纹的检测a.4.,大径及锥度的检测(见表7)表7序号检侧方法设备说明T大径锥度环规根据环规与被测螺纹大端台阶的距离d。d确定螺纹大径合格与否。d值由按DZ1.4-86标准设计的环规决定。被测娜纹的大径与环规的接触斑点不应少于拧合长度的60(接触斑点应在大一L端处)氯馨a.a.s小径的检测(见表a)表s序号检侧方法设备说明1刁小径锥度环规根据环规与被测螺纹大端台阶的距离才.确定螺纹小径合格与否。e值由公按DZ1.4-86标准设计的环规决定之厂黝I麟唆药8.4.8牙顶宽的检测(见表9)
DZ1..一目表9序号检侧方法设备说明1牙宽环规牙宽环规应符合DZ1.4-86的规定.(通)通规应与工件姆纹旋合通过,通规大牙宽环规端面应与工件姆纹密封端面接触,止(止)规大端面应不与工件螺纹密封端面接la触墨矜粤3.5圆锥梯形内螺纹的检测3.5.1小径及锥度的检测(见表10)表to序号检测方法设备说明1带缺口的锥塞规应符合DZ1.4-86的度光滑塞规规定。被测要素的端面应在塞规缺口内,被测螺纹的内孔与塞规的接触斑点不应少于拧合;//Zi////长度的60纬3.5.2大径及锥度的检测(见表11)表11序号检测方法设备说明I锥度螺纹塞规应符合DZ1.4-86的规大径塞规定。被测要众的端面应在塞规缺口msatzlf:}fj内
DZ1.5一.8.5.8牙顶宽的检测(见表12)表12序号检侧方法.设备.说一明I牙宽塞规(通)牙宽塞规应符合DZ1.4-88牙宽塞规(止)的规定。.规与工件娜纹旋合后,通规大端面应不高于工件端面,止E1f}T}}j规大峭面应不低于工件峭面蒸黔辱自:.圆锥梯形内外螺纹配合部长度的检测8.5.1外螺纹配合部长度的检测(见表13)表13序号检测方法设备说明1长度样板1长度样板为二块,一块长1...,另一块长1.i.,用此样板检侧时,如图示间隙大于或等于零时,则姗纹配合部长度为合格2l间k隙f}}fa7P}2}-!Rft1.
DZ1.5一翻3.6.2内螺纹配合部长度的检测(见表14)表14设备说明序号检浏方法1长度样板L长度样板为二块,一块长L.。,,另一块长L,。,用此样板检测时,如图示间隙大于或等于零时,则姆纹配鳞AF*合部长度为合格t71"101mL-"工件螺较幻对螺纹表面粗糙度样板定性评定有异议时,用粗糙度计量仪器定量检定。s.a螺纹牙底与牙顶的圆弧(或倒角),用10倍放大镜参照样件对比检定。a.s螺纹密封部位尖角处的圆弧(或倒角),用10倍放大镜参照样件对比检定。附加说明:本标准由地质矿产部探矿工程装备工业公司提出。本标准由地质矿产部无锡钻探工具厂负责起草。本标准主要起草人金伯兴。'
您可能关注的文档
- DZ0040.3-1992地质仪器产品运输包装基本环境试验条件及方法运输包装堆码试验.pdf
- DZ0040.4-1992地质仪器产品运输包装基本环境试验条件及方法运输包装自由跌落试验.pdf
- DZ0040.5-1992地质仪器产品运输包装基本环境试验条件及方法运输包装淋雨试验.pdf
- DZ0041-1992地质仪器产品质量检验规则.pdf
- DZ0141-1994地质勘查坑探规程.pdf
- DZ1.1-1984金刚石岩芯钻探管材螺纹.pdf
- DZ1.2-1984绳索取芯金刚石岩芯钻探管材螺纹.pdf
- DZ1.3-1984硬质合金、钢粒岩芯钻探管材螺纹.pdf
- DZ1.4-1986地质岩芯钻探管材螺纹量规.pdf
- DZ12-1982地质岩心钻探用往复式泥浆泵连杆小头铜套.pdf
- DZ13-1982地质岩心钻探用往复式泥浆泵十字头.pdf
- DZ14-1982地质岩心钻探用往复式泥浆泵十字头销轴.pdf
- DZ15-1982地质岩心钻探用往复式泥浆泵十字头滑套.pdf
- DZ16-1982地质岩心钻探用钻杆钳.pdf
- DZ17-1982地质岩心钻探用套管钳.pdf
- DZ18-1982地质岩心钻探用三节四用钳.pdf
- DZ2.1-1987地质钻探金刚石钻头.pdf
- DZ2.2-1987地质钻探金刚石扩孔器.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明