

- 238.22 KB
- 2022-04-22 13:43:09 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'DZ中华人民共和国地质矿产部部标准DZ26-83地质钻探钻杆锁接头接头螺纹量规1983一06一04发布1984一01一01实施中华人民共和国地质矿产部批准
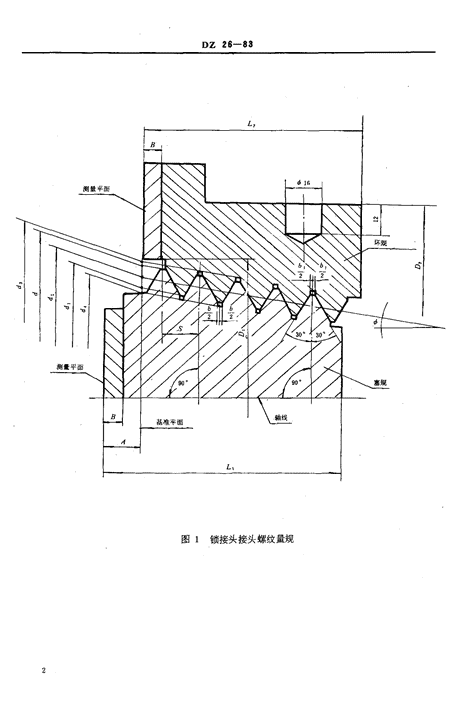
中华人民共和国地质矿产部部标准DZ26-83地质钻探钻杆锁接头接头螺纹量规本标准适用于地质钻探钻杆锁接头接头螺纹量规,其所测螺纹应符合DZ25-83(地质钻探钻杆锁接头》标准的规定。锁接头接头螺纹量规是检验地质钻探钻杆锁接头螺纹质量的综合量规,不适用于螺纹单项参数的AU量。1名词、术语1.1工作量规:在制造公、母螺纹制件的过程中生产工人用于检验螺纹尺寸正确性的量规。1.2校对量规:用于检验工作量规的紧密距值和旧工作量规磨损程度的量规。1.3标准量规:制造厂设立标准量规,用于检验校对量规的互换紧密距。1.4螺距测量、螺距偏差:螺纹量规的螺距沿中径平行于螺纹轴线在整个全螺纹长度上的每端除去一完整螺纹后进行测量。螺距用符合S表示。螺距允许的最大偏差不仅指两相邻螺纹间,而且指在上述测量长度范围内的任意两螺纹间的距离偏差极值。1.5锥度、锥度测量、锥度偏差:螺纹量规中径的增量为锥度。螺纹量规的锥度沿中径在整个全螺纹长度上的每端除去一完整螺纹后进行测量。锥度允许的最大偏差是指在上述测量长度范围内任何长度间的锥度偏差极值。1.6紧密距:公、母螺纹(包括钻杆锁接头接头螺纹量规和钻杆锁接头产品)用扭矩锤或手力拧紧配合后,两测量平面间的距离称紧密距,用符号A表示。测量平面规定如下:量规的测量平面为锥螺纹大端平面(见图1),公接头的测量平面为台阶平面,母接头的测量平面为接头螺纹端平面(参见图4)。当公、母螺纹配合后,公螺纹测量平面高出母螺纹测量平面时称正紧密距〔见图4(a)(6)),反之则为负紧密距〔见图4(g)(h)〕。2型式、尺寸及公差2.1螺纹量规制造带调整垫板的塞规和环规二种型式,其工作部分主要尺寸见图1、表1。中华人民共和国地质矿产部1983-06-04发布1984一01一01实施
DZ26-83图1锁接头接头螺纹量规
DZ26-83口侧口卜廿叱暇啊以。莞联琢水穴羁水巡水拐彰比想犯华举1纂粥鸽裂︾留"器NO。侧以物嘲。活岌侧自幕,扣任丝叱侧阵画馨餐盖钾梁讯洲含辱扣巾侧水钟送塑权招巾缺靶理胭修喇彰刽q麟粉·,圣甘**
DZ26-832.2·工作塞规的制造偏差见表2。用校对环规测定其紧密距值A,(见图4(6));在塞规体上应标注(A}A)的数值·工作塞规测量母接头时紧密距偏差值见表5。2.3工作环规的制造偏差见表2。用校对塞规测定其紧密距值AZ(见图4(c));在环规体上应标注AZ的数值。工作环规测量公接头时紧密距偏差值见表5,2.4校对量规的制造偏差见表3。其公、母螺纹配合后测定的紧密距值A及偏差值应符合表1、表3的规定。A值应标注在环规上。2.5标准量规的制造偏差见表4。其公、母螺纹配合后测定的紧密距值月及偏差值应符合表1、表4的规定。A值应标注在环规上。2.6本章规定的尺寸及制造偏差值均在摄氏20“温度环境中测定。3技术要求3.1量规的材料采用GCr15或CrWMn.3.2热处理及后处理3.2.1量规螺纹表面和测量基准面最终热处理后的硬度为HRC60一6303.2.2量规应经消除应力处理和退磁处理。3.2.3量规的非磨光面需经发兰处理。3.3位置公差及表面光洁度3.3.1量规的测量平面与螺纹轴心线的垂直度公差为0.02毫米。3.3.2量规两端平面的平行度公差为0.025毫米。3.3.3量规螺纹牙形面的表面光洁度和塞规外径、环规内径的表面光洁度均不低于790表2工作K规的制造偏差mm塞规环规基准平面基准平面*螺距螺纹基准平面螺距螺纹锥度锥度上外径d上中径d2s半角a上内径d,s半角a+0.010一0.010土0.0510.01土0.010土7‘土0.05士0.015士15,一0.000一0.030表3校对量规的制造偏差塞规环规螺纹基准平面基准平面螺距螺纹基准平面锥度WsF"锥度紧密距半角a上外径d上中径d2S半角a上内径d,A+0.010一0.010士7‘士0.05士0.01010.010士15"士0.05士0.015士0.025一0.000一0.030表4标准量规的制造偏差**塞规环规基准平面基准平面螺距螺纹基准平面紧密距螺纹锥度锥度上外径d上中径d2S"半角a上内径d,sIP月半角a+0.010一0.015土0.05土0.005士0.005土5尹士0.05士0.007土0.025士10"+0.002一0.030申在确定基面中径值时,螺旋角的修正量不予考虑。,,标准最规须经高一级的计量单位侧检后才能认可。
DZ26-83表5工作量规的紧密距偏差塞规A,-A环规AZ一0.25+0.253.4其它要求3.4.1量规两端的不完整螺纹应削平至完整螺纹。3.4.2量规上应有通贯螺纹全长的垃圾槽三条,在圆周上均匀分布,其中一条应与螺纹起点平齐。见图2。云图2量规垃圾槽.4.3量规的工作面上不得有刮伤、裂纹和锈迹,表面各棱边不得有毛刺。检验与使用规则4.1紧密距A值的确定4.1.1量规在测定紧密距前须用苯或汽油进行清洗后均匀涂布一层矿物油或润滑脂。4.1.2测定紧密距应使用图3所示的扭矩锤。扭矩锤的使用方法:将塞规夹持牢固,先用手把环规旋紧在塞规上,然后将扭矩锤插人环规孔中(见图3),将重锤提到最高位置,任其自由下落,利用重锤的冲击力来继续旋紧环规。扭矩锤重0.9公斤,旋紧时重锤的打击次数不限,必须充分锤击至量规的紧密距固定为某一定值时再测定此紧密距值。。此表列出的数值是〔作规M量产品时的紧密距偏差值。
DZ28-83图3扭矩锤4.1.3校对环规用校对塞规旋合。使用4.1.2所述方法测定紧密距A值。A值之尺寸及偏差应符合表1、表3的数值(见图4(a))。4.1.4标准环规用标准塞规旋合。使用4.1.2所述方法测定紧密距A值。A值之尺寸及偏差应符合表1、表4的数值。4.1.5工作环规用校对塞规旋合,用4.1.2所述方法测定紧密距鸿凰工作塞规用校对环规旋合,用4.1.2所述方法侧定紧密距A植。〔见图4(c)(b)〕4.2校对量规的配合紧密距A值的偏差除符合表3的规定外,当其与标准量规配合时,其互换紧密距偏差为士。.10毫米.即校对量规既要满足原始的紧密距偏差值士0.025毫米的要求,又须满足互换紧密距偏差10.10毫米的要求。互换紧密距的测定方法同4.1.2所述。4.3量规的相互关系:校对规、工作规与产品锁接头螺纹间的关系如图4所示。图中合格的校对塞规为基准,合格的校对环规为转换基准,合格的校对规的原始紧密距为A。用合格的校对环规来确定工作塞规的AM,用合格的校对塞规来确定工作环规的AM"4.4量规使用时的测量方法如图4(g)(b)(d)所示。枯图4右浓酬宁的产品公螺垃和产品母螺纹配合时的紧密距值为一1士0.3毫米。
DZ26-83刁之0.025公1头台阶平面翻4A",.1s乙义八校对环解一一‘二弋二汽巴竺乏产品公接头/[s"O.AfffRr}a寡沪}工作环规.气,’j一‘歹一r!f"”门口确一喊‘.甲~甲卜-一甲‘..一卞二巴性逆吮乏乓=诬多}G/工作塞规紧4}距一f土仇S..产品母接头_~~朴一石二二二之二,性竺竺产品公接头奋~-一.一一,代州.,~~.d图4锁接头接头螺纹量规的测I方法·此处标注的紧密ill数值为绝对值。,紧密距一I士。,3龟米是指当产品公螺纹台肩平0和产品毋螺纹端平面接触时,在荃准平面上的产品母螺纹中径比产品公螺纹中径大。210.06毫米,即可假想为如产品公母螺纹记合时,产品公螺纹台阶平面进人产品母螺纹端平面11。.3毫米。
DZ26一83标志、包装、贮存5.It规上应标明5.1.1量规所检查的锁接头规格代号(用锁接头外径D表示)。5.1.2量规名称:工作量规刻“工作”两字,校对量规刻“校对”两字,标准量规刻“标准”两字。5.1.3紧密距A:a.工作塞规体上标注AI一A之数值,并须标注紧密距修正值一1毫米及紧密距偏差值+。.25毫米。标注值为〔一1+(AI一A)〕一。.25毫米。b.工作环规体上标注儿之数值,并须标注紧密距偏差值+0·25毫米。标注值为违+。·25毫米。c.校对环规标注原始紧密距A值。d.标准环规标注原始紧密距A值。5.1.4螺纹锥度1,5。5.1.5量规的编号(生产序号),可按制造厂管理需要而定。5.,.6制造年月。5.1.7量规制造厂的标记。5.2量规的包装5.21螺纹量规在包装前应清洗并涂布防锈油,并装人能保证量规不受损伤的盒子内。5.2.2量规的包装盒上应标注:a.制造厂标记;b.量规名称及规格。5.2.3包装盒内应附合格证和使用说明书。5.3量规的贮存5.3.1量规应保存在通风干燥处,空气中不得有酸碱等腐蚀气体。5.3.2塞规和环规应单独保管,不得旋合。附加说明:本标准由地质矿产部标准化管理处提出。本标准由无锡钻探工具{起草。本标准主要起草人贾真。'
您可能关注的文档
- DZ17-1982地质岩心钻探用套管钳.pdf
- DZ18-1982地质岩心钻探用三节四用钳.pdf
- DZ2.1-1987地质钻探金刚石钻头.pdf
- DZ2.2-1987地质钻探金刚石扩孔器.pdf
- DZ21-1982硬质合金钎头.pdf
- DZ22-1983地质勘探硫铝酸盐水泥(速凝型、早强型)地质勘探水泥物理检验方法.pdf
- DZ23-1983地质勘探水泥物理检验方法.pdf
- DZ24-1983实验室选矿机械(仪器)产品号编制方法.pdf
- DZ25-1983地质钻探钻杆锁接头.pdf
- DZ29.0-1984地质仪器产品运输包装基本环境试验条件及方法运输包装环境试验总则.pdf
- DZ29.1-1984地质仪器产品运输包装基本环境试验条件及方法运输包装振动试验.pdf
- DZ29.2-1984地质仪器产品运输包装基本环境试验条件及方法运输包装堆码试验.pdf
- DZ29.3-1984地质仪器产品运输包装基本环境试验条件及方法运输包装自由跌落试验.pdf
- DZ29.4-1984地质仪器产品运输包装基本环境试验条件及方法运输包装淋雨试验.pdf
- DZ32-1984地质岩芯钻探用往复泥浆泵试验方法.pdf
- DZ33-1984地质岩芯钻探用往复式泥冻泵质量分等规定.pdf
- DZ38-1984水文、水井钻机系列.pdf
- DZ39-1984水文、水井钻探泥浆泵系列.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明