

- 341.57 KB
- 2022-04-22 13:33:52 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'FZ/T53002-2000前言本标准是对FZ/T53002-1999原FJ/T533-1985)((睛纶毛条》标准的修订。在编写格式上按GB/T1.3-1997《标准化工作导则第1单元:标准的起草与表述规则第3部分:产品标准编写规定》进行。在技术内容上作了如下修改:1.对分等分批及批号编制的规定进行了修改,把产品等级分为优等品、一等品、合格品。其中一等品指标保持原来一等品的质量指标。2.对产品的命名做了规定,重新定义了“正规毛条”、“膨体毛条”和“收缩毛条”。3.在长度的测试中增加了先进的长度分析仪测试方法。4.把指标适用的线密度规格从单一线密度扩展为覆盖一定面的线密度范围,并增加了线密度为1.32dtex-2.44dtxe的毛条指标。本标准自实施之日起,同时代替FZ/T53002-1999,本标准由国家纺织工业局提出。本标准由上海化学纤维(集团)有限公司归口。本标准起草单位:上海石油化工股份有限公司睛纶事业部。本标准主要起草人:王逸君、苏志诚、宋铮、陈美莉、张玲。本标准于1985年首次发布,1999年调整为行业标准,2000年第一次修订。
中华人民共和国纺织行业标准FZ/"r53002-2000腊纶毛条代替FZ/T53002-1999Acrylictop范围本标准规定了睛纶毛条的定义、分类与命名、要求、试验方法、检验规则及标志、包装、运输、储存。本标准适用于用睛纶纤维制成的毛条产品。本标准不适用于用睛纶纤维和其他纤维混合制成的毛条产品或用其他纤维制成的毛条产品。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T3291.1-1997纺织纺织材料性能和试验术语第1部分:纤维和纱线GB6529-1986纺织品的调湿和试验用标准大气GB/T8170-1987数值修约规则GB/T14340-1993合成短纤维含油率试验方法GB/T14341-1993合成短纤维回潮率试验方法3定义本标准采用下列定义。31正规毛条用非收缩纤维制成的腊纶毛条。32膨体毛条用非收缩纤维和收缩纤维混合制成的睛纶毛条。3收缩毛条用纯收缩纤维制成的睛纶毛条。3.4条重1m长毛条的质量,单位为9.35毛粒毛网和毛条的外观疵点之一。梳理过程中产生的纤维纠结体,用针叉拨不开的小毛结,单位用只/S表示36毛片毛网和毛条的外观疵点之一。梳理过程中产生的纤维纠结体,用针叉不易拨开的毛结,单位用只/m表示。3.7本标准其他术语按GB/T3291.1规定。国家纺织工业局2000一09一27批准2001一04一01实施
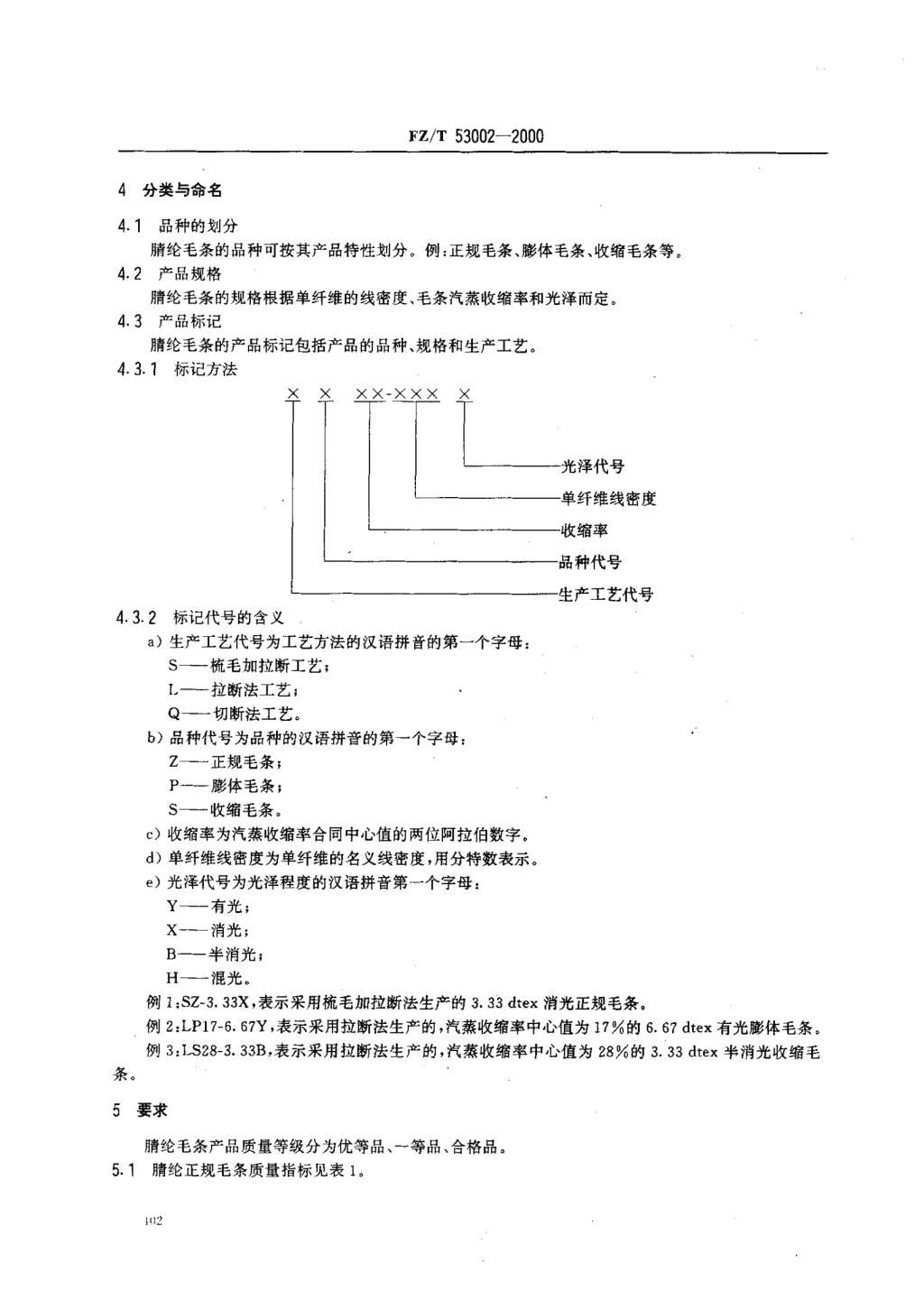
FZ/T53002-20004分类与命名4.1品种的划分睛纶毛条的品种可按其产品特性划分。例:正规毛条、膨体毛条、收缩毛条等。42产品规格睛纶毛条的规格根据单纤维的线密度、毛条汽蒸收缩率和光泽而定。4.3产品标记睛纶毛条的产品标记包括产品的品种、规格和生产工艺。43,1标记方法Xxxx一xxXx光泽代号单纤维线密度收缩率品种代号生产工艺代号4.3.2标记代号的含义a)生产工艺代号为工艺方法的汉语拼音的第一个字母:S—梳毛加拉断工艺;L—拉断法工艺;Q—切断法工艺。b)品种代号为品种的汉语拼音的第一个字母:Z—正规毛条;P-膨体毛条;5—收缩毛条。c)收缩率为汽蒸收缩率合同中心值的两位阿拉伯数字。d)单纤维线密度为单纤维的名义线密度,用分特数表示。e)光泽代号为光泽程度的汉语拼音第一个字母:Y—有光;X—消光;B—半消光;H混光。例1:SZ-3.33X,表示采用梳毛加拉断法生产的3.33dtex消光正规毛条。例2:LP17-6.67Y,表示采用拉断法生产的,汽蒸收缩率中心值为17%的6.67dtex有光膨体毛条。例3:LS28-3.33B,表示采用拉断法生产的,汽蒸收缩率中心值为28%的3.33dtex半消光收缩毛条。5要求睛纶毛条产品质量等级分为优等品、一等品、合格品。5.1青纶正规毛条质量指标见表1,
FZ/T53002-2000表1睛纶正规毛条质量指标项目单位优等品一等品合格品条重偏差e/m士0.60士1.00士2.00条重不匀率%(2.5<3.5<6.0平均长度偏差率%M土5M士7M士101.32dtex-2.44dtex(>200mm)%簇0.3<0.5<10长毛率>2.44dtex,<3.33dtex(>200mm)%<0.3<0.5<1.0>3.33dtex,<6.67dtex(>210mm)写蕊0.4<0.8镇1.6短毛率(<30mm)%镇3.0<4.0<6.01.32dtex-2.44dtex只/9<1.3<2.0<3.5毛粒(含松散毛>2.44dtex,<3.33dtex只/9<0.6镇1.0镇3.0粒)>3.33dtex,城6.67dtex只/9<0.3<0.8<2.01.32dtex^-2.44dtex只/m蕊0.9<1.5<3.0毛片X2.44dtex,<3.33dtex只/m3.33dtex,<6.67dtex只/m<0.3<0.5<1.2汽蒸收缩率%(4(4<6注1条重中心值一般为20g/m,如有特殊需要,供需双方可协商确定.2平均长度中心值M由供需双方协商确定。5.2睛纶膨体毛条、收缩毛条质量指标见表2。表2睛纶膨体毛条、收缩毛条质量指标项目单位优等品一等品合格品条重偏差g/m士0.60士1.00士2.00条重不匀率%(2.5<3.5(6.0平均长度偏差率%M,士5M,士7Ml士101.32dtex-2.44dtex(>200mm)%簇0.3<0.5簇1.0长毛率X2.44dtex,<3.33dtex(>200mm)肠3.33dtex,<6.67dtex(>210mm)%簇0.4<0.8<1.6短毛率(镇30mm)%<3.0<4.0镇6.01.32dt-2.44dtex只/92.44dtex,<3.33dtex只/93.33dtex,<6.67dtex只/9《0.3成0.8<2.01.32dtex^2.44dtex只/m<0.92.44dtex,簇3.33dtex只/m镇0.4<0.5<1.5>3.33dtex,镇6.67dtex只/m(0.3剪刀;d)尺(30cm,不锈钢,最小分度值0.1cm);e)天平(最小分度值0.1g),6.4.2试验方法从做完条重试验的条子中取10根条子,在每根条子上剪取10cm长的一段条束,从每一段条束的纵向均匀取出部分毛束,共称取10g(精确至。.1g),放在黑色有机玻璃板上,用手指横向拨开毛束,并使之拖成连网状,将纠结的小毛结全部拣出,放在黑绒板上,按毛粒起点样照进行毛粒检测,记录大于、等于样照起点的毛粒数。6.车3结果计算总毛粒只数(包括松散毛粒)毛粒(只/9)=.⋯。........·.⋯⋯(4)试样质量(9)毛片的测试::.1仪器和工具毛玻璃斜面检验台(内有60W照明日光灯)、计算器、黑绒板。6.5.2试验方法从做完条重试验的条子中取另10根条子,纵向摆放在已开启照明的检验台上,展开毛条,用适当的力拨开毛束,并使之拖成连网状,将针叉不易拨开的毛结全部拣出,放在黑绒板上,按毛片起点样照进行对比,记录大于、等于样照起点的毛片数。6.5.3结果计算二二,。,_、_总毛片只数毛二片一(只11/1m)一=+试lY样F总X节长长度(m)·····························⋯⋯(5)6.6长度的测试长度测试可采用梳片法或长度分析仪法进行。6.6.1梳片法长度的测定6.6,.,仪器和工具a)梳片式长度仪;b)黑绒板30cmX45cm;c)压毛叉;d)压毛板;e)夹毛钳;f)夭平(最小分度值0.001g),6.6.1.2试验方法6.6.1.2.1从实验室试验样品中,随机抽取具有代表性的三根条子,用双手各持条子的一端,轻加张力,分别将三根条子平直放在第一架梳片机上(三根条子须分清),并使每根条子的一端露出梳片10-15cm,然后用压叉将每根毛条压入针内,铺放宽度要小于35mm,6.6.1.2.2将露出梳片的毛条轻轻拉去一段,离第一梳片5-8cm处用夹毛钳取游离纤维,使条子端部与第一梳片平齐,然后将第一梳片放下,用夹毛钳分别在每根条子的端部夹持纤维,从梳片中缓缓拉出,并用小梳片从夹持根部开始梳理两次,去除游离纤维,每组拔取三次,每次夹取长度为3mm,6.6.1.2.3将梳理后的条子转移到第二梳片仪上时,用左手夹住条子,防止纤维扩散,并保持条子的平直,然后将夹毛钳钳口靠近第二片梳片,夹持条子的手顺纤维长度方向轻轻将条子铺在梳片仪上,并用压叉将毛束压入针内,缓缓地向前拖动,使毛束头端离开第二片梳片1cm,与第一梳片的针板内侧平齐。在每次夹取前要除去游离纤维,使毛束端部平齐。三根毛条轮流转移到第二架梳片仪上。当第二架梳片仪上的纤维铺满8^10cm宽度时,在准备铺第二层纤维前要用压毛板将纤维压向梳片根部,当移
Fz/T53002-2000到第二架梳片仪上的纤维质量在2-2.5g时停止夹取。6.6.1.2.4在第二架梳片仪上装上五片上梳片,将梳片仪工作面转向180",在最长纤维露出端用夹毛钳钳取纤维,把每档内的纤维所突出部分全部夹光,再放下下一片梳片,夹取下一档纤维。这样按档分组夹取纤维,每组纤维并成一小团束,使纤维由长到短分组放在绒板上,然后分别在夭平上称量(精确到0.001g).6.6.1.3结果计算a)平均长度E(W;XD)L=A+XI··.·..·.⋯⋯。·..·..··⋯⋯(6)mWE(W,X1)··..·..·..·.......·····⋯⋯(7)艺W式中:L—平均长度,MM;A—假定平均数,mm;W—每一组纤维的质量,mg;l;—每一组纤维的平均长度,MM;D-差异;I—组距,mm,,X一A⋯(8)刀“一了一式中:X—组中值,mm,b)平均长度偏差率(%)实测平均长度一名义长度平均长度偏差率(%)=X100⋯(9)名义长度或平均长度偏差=实测平均长度一名义长度(10)c)长度离散系数(0o),5沐-长度离散系数(%)=L100(11)式中:S—均方差。确下E(W,XD")E(W;XD)|S=I(12)艺WEW︸E(l一L)WS=⋯(13)YEWd)短毛率(%)一____,.G,,___短七半戈为)=!:"X100⋯(14)、Jz式中:G,—长度试样总质量,9;G,,-30mm及以下短毛总质量,ge)长毛率(%)G长毛率(%)=二去:丫100·“.·..·.················..。。.。二‘""^l1S)G:、-式中:G,,-200mm或210mm及以上长毛总质量,g,注:短毛是指30mm及以下的纤维,长毛:">2.44dtex,<3.33dtex是指200mm及以上的纤维;>3.33dtex,G6.67dtex的是指210mm及以上的纤维.
Fz/T53002-20006.6i2长度分析仪法长度测试6.62门仪器和工具长度分析仪,包括:a)取样仪(对齐端宽度3mm,不能拉断或损伤纤维);b)分析仪(最大长度280mm);c)电脑及打印机。6,6.2‘2仪器分析用标准大气调湿和试验用标准大气按6.1规定。6.6-2.3试验步骤a)试样制备1)从实验室试验样品中,随机抽取具有代表性的三根条子,用于长度测试;2)将抽取的条子按6.1的规定进行预调湿和调湿,使试样达到吸湿平衡(每隔30min连续称量的质量递变量不超过。100)。试样回潮率在公定回潮率以下可不必进行预调湿。b)取样仪的操作1)用工字尺从调湿平衡的试验样品中,剪取lm长的条子三根;2)从每根条子中分别纵向分取出三分之一条子,合并成一根长度试验样品;3)用手扯去长度试样的一端,稍加整理,将条子平直铺在取样仪的针板上,用压毛叉将条子压人针梳内;4)按取样仪的操作要求,进行预整理操作;5)选择适当预整理次数将条子修齐。预整理次数选择见式(16),L-.-L式中:,—需要拉伸次数;L...—估计纤维最大长度,mm;L—每旋转一周的行程,mm,6)头修齐后,去掉盛样板中纤维,并刷清;7)根据分析仪要求,选择取样次数,然后取样。取祥量掌握在500^2500mg,c)分析仪的操作1)接通电源,预热15min;2)根据仪器要求用标准块校验仪器;3)校验结果在标准范围内,则可侧试,并按仪器操作要求调整到测试状态。d)设置电脑参数根据所需在电脑上设置参数。e)测试1)按长度分析仪要求.将一端整齐的纤维束移至分析仪上,测试试样长度;2)根据所测结果分别输入电脑,进行数据统计并打印结果。6.6-2.4结果计算a)平均长度孤一一一"···.·。。,·一“‘··········。··,····。··⋯(17)式中:L—平均长度,mmn—长度组总组数;La—单个长度,mm.
Fz/T53002-2000Lq=I(I,1wX.W;)⋯,.尸..⋯⋯’⋯‘.⋯⋯⋯(18)式中:L;—每一个长度组的平均长度,MM;W—每一个长度组的质量,mg.b)长度偏差率(%)长度偏差率计算方法同6.6.1.3b)c)长度离散系数S一圣X100(19)式中:S—长度离散系数,%;L—平均长度,MM;。一一标准差。I(L一La-)"⋯(20)n一1d)短毛率同6.6.1.3.d)e)长毛率同6.6.1.3.e).6.了汽蒸收缩率的测试67,1仪器汽蒸锅(带内、外两只0.25MPa的压力表)一台。技术特性及要求:a)介质:饱和水蒸气;b)设计压力:锅门0.095MPa,夹层0.15MPa;c)锅盖与锅体密封,无漏汽。6.7.2工具a)不锈钢蒸格(50cmX27cm,底盘用80目不锈钢网);b)不锈钢长尺:100cm(最小分度值0.1cm);C)剪刀。6,7.3试样制备。从试验室试验样品中随机取出5根条子。6.7.4试验步骤6.7.4.1将5根条子自然平直的放在操作台上,用长尺分别量出50cm精确至士。1cm),两端分别用线扎一记号,然后在记号外3cm处,剪去多余毛条,剪取的条子平直放在蒸格内,五根放一蒸格。6.7,4.2将汽蒸锅锅盖盖紧,开启出水阀,再开燕汽阀,将冷凝水排出,至蒸汽从出水阀排出,调节蒸汽阀门至微开,调整夹套到。.05MPa压力,打开锅盖,放人盛试样的蒸格,关紧锅盖,将蒸汽阀调整到0.01MPa,以内压蒸汽压力。.01MPa为准,蒸10min。关闭蒸汽阀,将锅盖打开,取出蒸格,自然冷却至室温,用长尺量出蒸过的试样长度(精确至。.1cm),算出汽蒸缩率。6.7.5结果计算L。一L,合,=—X100.................................(21)石。式中:S—每根条子的汽蒸收缩率,%;Lo—收缩前长度,cm;
Fz/T53002-2000L—收缩后长度,cm.。艺SS闲一一⋯(22)式中:S—汽蒸收缩率,%。计算到小数点后一位,按GB/T817。修约至整数位。6.8回潮率的测试回潮率的测试方法按GB/T14341执行。6.9含油率的测试含油率的测试方法按GB/T14340执行。7检验规则了1出厂检验7.1.1检验项目睛纶正规毛条按表1中规定的指标项目考核,并按本标准规定的试验方法进行试验。腊纶膨体毛条和睛纶收缩毛条按表2中规定的指标项目考核,并按本标准规定的试验方法进行试验。7.1.2组批规定生产厂可根据各自的生产特点以每天或每班的连续生产量组成一个检验批。一个生产批可以由一个检验批组成,也可由多个检验批组成。产品按检验批定等。批号标记由供方自定,或由供需双方协商确定。7.,.3抽样规定7.1.3.,抽样条件样品必须在同一规格、同一检验批号的产品中,随机抽取。7.1.3.2抽样方法e)抽取批量样品在同一规格、同一批号的毛条中随机抽取若干包代表整批毛条的批量样品。抽取样品的比例见表3.表3批量样品抽取比例整批产品包数}1^-5}6-251一25面不—批量样品抽取包数全部7.1.3.3抽取待测样品从批量样品中随机抽取28个具有代表性的毛球作为待测样品,用于制备实验室试验样品。7.1.4定等规则产品等级按各项试验指标中最低一项的等级水平定等。了.1.5产品出厂每批产品出厂均应附有产品质量检验单或产品质量保证单。了.2复验收货方如对产品质量有异议时,可在三个月内提请复验,以复验结果为最终结果,逾期一般不予受理。若该批产品的数量已用去三分之一以上时,不得申请复验。如果由于睛纶毛条质量影响后加工产品质量,并造成损失时,应分析原因,明确责任,协商处理。7.2.1复验项目
Fz/T53002-2000复验项目按7.1.1规定执行。7.2.2复验抽样复验抽样在收货方剩余的同一生产批产品中,按7.1.3规定的方法进行。7.2.3复验结果评定复验结果按7.1.4定等规则评定等级73公量差异7.3.1公定重量公定重量按式(23)计算:公定重量二净重(kg)X1+糯瞿.。。,。.⋯。。,。。二。·.‘二(23)注:月青纶毛条公定回潮率为2%,7.3.2每批产品重量验收时,公量差异不超过0.50o,不予索赔;超过时赔所有超过部分。8标志、标签、使用说明书8.1标志、标签在产品外包装上标志以下内容:a)产品名称;b)商标;c)生产商名称、地址;d)产品标准号;e)品种、规格;f)生产日期;g)重量、批号、质量等级。在产品外包装上还可根据需要,标志防火、防潮等标志。8.2使用说明书生产商可根据自己产品的特点,选择是否编制使用说明书。9包装、运翰、储存9.,包装9.1.1睛纶毛条包装应每个毛球用小塑料袋分别包装,再用大包袋打成大包。外包装材料要有防潮能力9.1.2每包重量由生产厂商自定,包重偏差士10%.9.2运输、储存睛纶毛条在运输和储存过程中应按批堆放,避免雨淋,注意防潮。'
您可能关注的文档
- FZT52020-2012增白涤纶短纤维.pdf
- FZT52021-2012牛奶蛋白改性聚丙烯腈短纤维.pdf
- FZT52022-2012阻燃涤纶短纤维.pdf
- FZT52023-2012高强高模聚乙烯醇超短纤维.pdf
- FZT52024-2012聚乙烯聚丙烯(PEPP)复合短纤维.pdf
- FZT52025-2012再生有色涤纶短纤维.pdf
- FZT52026-2012再生阻燃涤纶短纤维.pdf
- FZT52027-2012非织造用涤纶短纤维.pdf
- FZT53001-1993维纶牵切纱.pdf
- FZT53002-2012腈纶毛条.pdf
- FZT53003-2012涤纶毛条.pdf
- FZT54001-1991丙纶BCF丝.pdf
- FZT54001-2012丙纶膨体长丝(BCF).pdf
- FZT54003-2004涂纶预取向丝.pdf
- FZT54003-2012涤纶预取向丝.pdf
- FZT54005-1994有色涤纶低弹丝.pdf
- FZT54005-2010有色涤纶低弹丝.pdf
- FZT54006-1994有色涤纶牵伸丝.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明