

- 145.42 KB
- 2022-04-22 13:42:26 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS59.120.10W93FZ中华人民共和国纺织行业标准FZ/T92019-2004代替FZ/T92019-1992棉纺环锭细纱机牵伸下罗拉Draftingbottomrollersforcottonringspinningmachine2004-12-14发布2005-06-01实施中华人民共和国国家发展和改革委员会发布
FZ/T92019-2004月9舀本标准是对FZ/T92019-1992(棉纺细纱机牵伸下罗拉》的修订。本标准采用了ISO5233;1978《纺织机械与附件—牵伸装置下沟槽罗拉》中列出的部分尺寸规格,补充了适于我国现行棉纺环锭细纱机使用的牵伸下罗拉的尺寸规格。随着生产、技术的发展可对本标准进行修改和补充。本标准与FZ/T92019-1992相比,主要变化如下:—棉纺环锭细纱机牵伸下罗拉材料确定了含碳量指标—提高和增加了项次合格率和单项合格率,以及沟槽罗拉齿顶宽等尺寸公差。—取消原标准中对罗拉的失效指标。本标准代替FZ/T92019-1992(棉纺细纱机牵伸下罗拉》本标准由中国纺织工业协会提出。本标准由全国纺织机械与附件标准化技术委员会归口。本标准起草单位:无锡纺织机械研究所、经纬纺织机械股份有限公司、常州市同和纺织机械制造有限公司、上海良纺纺织机械专件有限公司、邯郸第二纺织机械厂。本标准主要起草人:王林德、徐美、崔桂生、陆秀梅、孙景森。本标准所代替的标准的历次版本发布情况为:-FI/IQ1-1982,FZ/T92019-19920
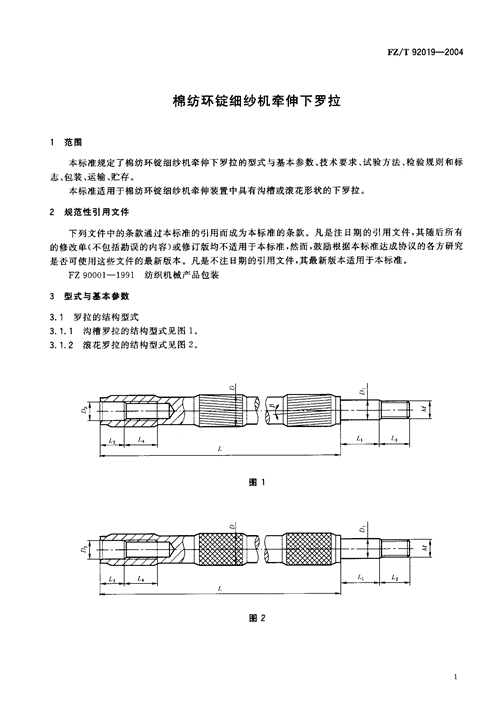
FZ/T92019-2004棉纺环锭细纱机牵伸下罗拉范围本标准规定了棉纺环锭细纱机牵伸下罗拉的型式与基本参数、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于棉纺环锭细纱机牵伸装置中具有沟槽或滚花形状的下罗拉。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。F7.90001-1991纺织机械产品句装3型式与蓬本参数3.1罗拉的结构型式3.1.1沟槽罗拉的结构型式见图1.3.1.2滚花罗拉的结构型式见图2,图1图2
FZ/T92019-20043.2基本参数见表表1单位为毫米工作面直径导柱直径导孔直径螺纹M(右或左)L,L,L,L,DD1D之16.516.5Ml6X1.534232022251919M18X1.537252224271919M18X1.5372522243O注:工作面系指具有沟槽或滚花形状的外圆表面3.3沟槽罗拉的沟槽形状见图3;沟槽数Z,螺旋角月按表2的规定。图3表2工作面直径D/mm沟槽数2螺旋角92549,50,51,52,53,54,55,562753,54,55,56,57,58,59,6000,40,50,603058,59,60,61,62,63,64,65,66,673.4滚花罗拉的滚花形状和尺寸见图4,A-A(法向)600^-1200图44技术要求4.1罗拉材料为优质碳素结构钢(中碳钢,含碳量)0.45%)0工作面硬度妻HRA780:_:表面粗糙度按表3的规定。
FZ/T92019-2004表3单位为微米部位表面粗糙度尺沟槽罗拉工作面0.8滚花罗拉工作面导柱表面导孔表面1.6镶接端面非工作轴颈表面4.4罗拉表面(除接头和镶接端面外)需经镀硬铬或其他表面处理,表面光滑,无碰痕,无锋利的棱边,不挂纤维。4.5主要部位的尺寸极限偏差按表4的规定。表4单位为毫米名称极限偏差沟槽罗拉工作面直径Dh9滚花罗拉工作面直径Dh10导柱直径D,j5+0.020016.5+0.007导孔直径D,+0.023019+0.007+0.070罗拉长度L-0.0304.6罗拉的形位公差按表5的规定(测量基准见图5).表5单位为毫米公差t项目沟槽罗拉滚花罗拉导柱端面圆跳动t,0.0050.005导孔端面圆跳动t,0.020导柱外圆圆跳动t,0.0200.030导孔内圆圆跳动‘工作面外圆圆跳动is0.0300.040川‘小-HA-B尸}小一。。图5
FZ/T92019-20044-7罗拉各工作面的中心平面对导柱端面的位置度为1mmo4.8沟槽罗拉齿顶宽公差为士0.03mm,4.9任意两节沟槽罗拉镶接并紧(并紧力矩为78N"m),不经校直,与轴承相邻的两个工作面对轴线的圆跳动公差应符合图6的规定。六锭一节罗拉t=0.25mm八锭一节罗拉t=0.25mm(用于工作面直径为027,030)t=0.35mm(用于工作面直径为025)图6试验方法5.1外观质量用目测检查,对表面不挂纤维的要求,可用棉纤维在表面作轴向擦拭的方法检验。5.2表面粗糙度用粗糙度样板目测对照检验,仲裁时用粗糙度仪检验。5.3工作面硬度,检验时以非工作轴颈表面硬度妻HRA76代替5.4工作面直径用卡规检验,仲裁时用外径千分尺测量,罗拉长度用样棒作比较测量。5,5导柱、导孔直径用气动量仪检验。5.6形位公差的检验方法见图7恤恤图75.7沟槽罗拉的齿顶宽用万能工具显微镜检验。5.8各工作面的中心平面对导柱端面的位置度用专用量具检验,仲裁时用万能工具显微镜检验。6检验规则6.1出厂检验产品由制造厂质量检查部门按本标准4,2-4.8的规定检验,合格后方能出厂,并附有合格证。6.2型式检验6.2.1产品在下列情况之一时,一般应进行型式检验:a)新产品或老产品转厂生产的试制定型鉴定;b)正式生产后如结构、材料、工艺有较大改变,可能影响产品性能时;
FZ/T92019-2004c)同一型号产品正常生产五年后应周期性进行一次检验;d)产品停产二年以上,恢复生产时;e)生产检验结果与上次型式检验有较大差异时;f)国家质量监督机构提出进行型式检验的要求时。6.2.2检验项目按本标准第4章的规定。6.3产品采用抽样检查,每批抽样30件(沟槽罗拉20件,滚花罗拉10件)。产品检验单项合格率)90%,项次合格率)97%,同时符合要求时该批产品为合格。6.4使用厂在安装、调整过程中,发现有不符合本标准时,由制造厂负责进行处理。7标志、包装、运输、贮存7.1每节罗拉的非工作轴颈面上应标志厂标或商标。7.2包装按FZ90001-1991的规定。7.3产品在运输过程中,应按规定的起吊位置起吊,包装箱应按规定的朝向安置,不得倾倒或者改变方向。7.4产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的罗拉防潮防锈有效期为一年。'
您可能关注的文档
- FZT92012-1998针铗布铗链条.pdf
- FZT92013-1992SL系列上罗拉轴承.pdf
- FZT92013-2006SL系列上罗拉轴承.pdf
- FZT92014-1992滚盘.pdf
- FZT92015-1992粉未冶金钢领.pdf
- FZT92016-1992精梳毛纺环锭细纱锭子.pdf
- FZT92017-1992毛苎麻绢纺细纱机牵伸下罗拉.pdf
- FZT92018-1992平面钢领.pdf
- FZT92019-1992棉纺细纱机牵伸下罗拉.pdf
- FZT92020-1992锭带张力盘.pdf
- FZT92021-1992吊锭.pdf
- FZT92022-1992锦纶帘子线初复捻机锭子.pdf
- FZT92023-1993棉纺环锭细纱锭子.pdf
- FZT92024-1993LZ系列下罗拉轴承.pdf
- FZT92025-1994DZ系列纺锭轴承.pdf
- FZT92025-2008DZ系列纺锭轴承.pdf
- FZT92026-1994化纤纺丝计量泵.pdf
- FZT92027-1994金铂合金喷丝头.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明