

- 171.47 KB
- 2022-04-22 13:42:29 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准FZ/T92023-1993代替FJ/JQ9^-10-1983棉纺环锭细纱锭子主题内容与适用范围本标准规定了棉纺环锭细纱锭子的产品分类、技术要求、试验方法、检验规则和标志、包装、运输、贮存。本标准适用于轴承内径必.8mm的棉纺环锭细纱锭子,也适用于轴承内径必.8mm的棉纺环锭捻线锭子。2引用标准GB443L-AN全损耗系统用油FZ90001纺织机械产品包装FJ527纺织机械噪声声压级测量方法3产品分类3.1产品代号3.1.1代号的表示法攀生型代号最大筒管长度代号杆盘结构型式代号轴承内径户7.8mm的代号锭子支承结构型式代号子代号3.1.2各代号规定3.1.2锭子支承结构型式代号以数字表示,见表1,表1代号锭子支承结构型式1弹性圈分离型2弹性.连接型3金属弹性管连接型4--9其他结构型式中华人民共和国纺织工业部1993-03-31批准1993一07一01N施
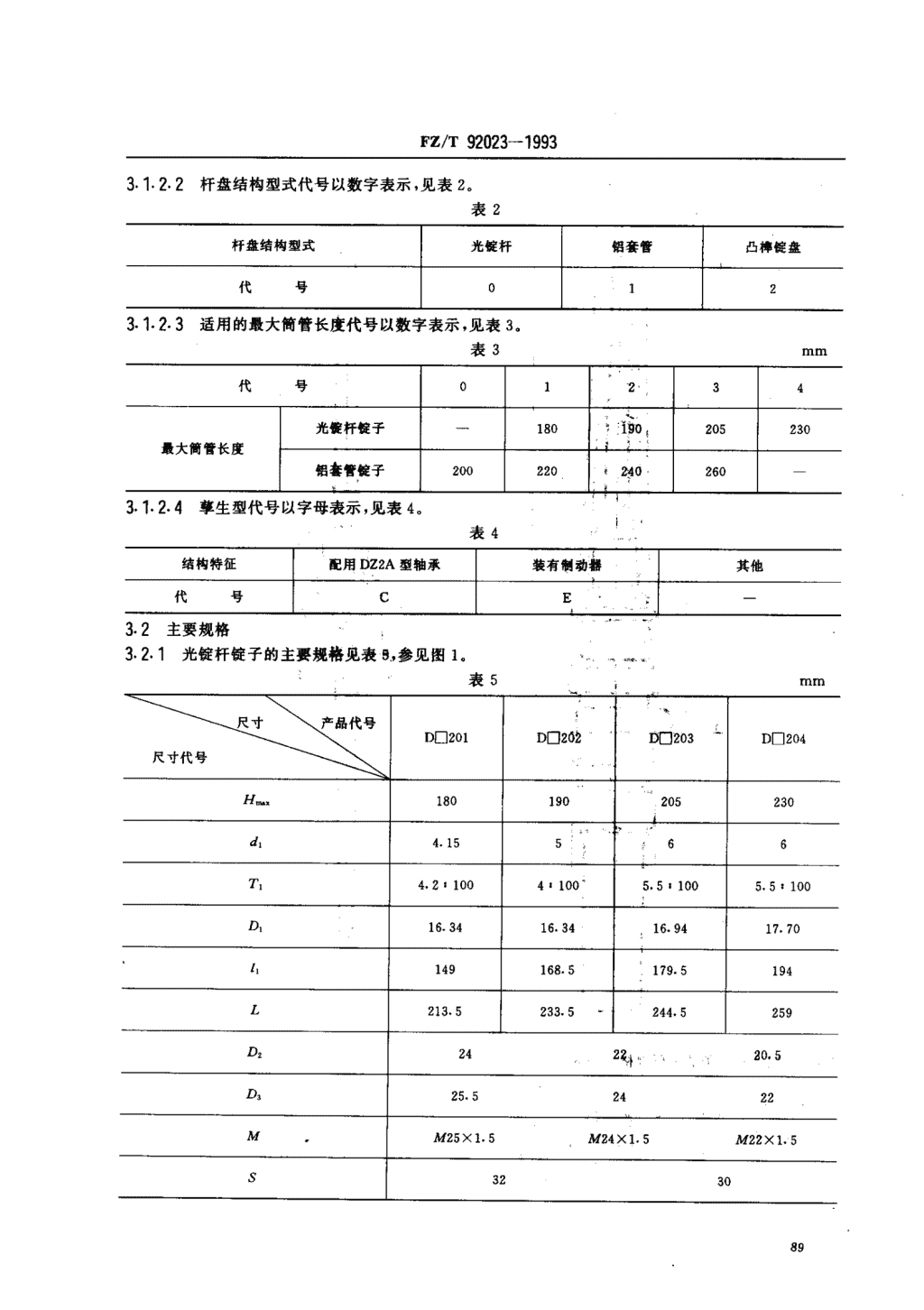
FZ/T92023-19933.1.2.2杆盘结构型式代号以数字表示,见表2,表2杆盘结构型式光锭杆铭套管凸神锭盘代号0123.1.2.3适用的最大筒管长度代号以数字表示,见表3,表3m们1卜代号01234光健杆锭子.150。205230最大筒管长度180铝鑫管锭子200220,240260脚表4结构特征配用DZ2A型轴承装有侧动器其他代号CE、;母3.2主要规格3.2.1光锭杆锭子的主要规格见表9,,参见图1,表5mm、赚R}1"火D口201D口262D口203D口204月山、180190205230‘d,4.155·11厂66T,4.2:1004.1005.5.1005.5:100D,16.3416.34,16.9417.70」!,卜149168.5179.5194L213.5233.5244.5259D,24钩,2015D,25.52422MM25X1.5M24X1.5M22X1.5S32308g
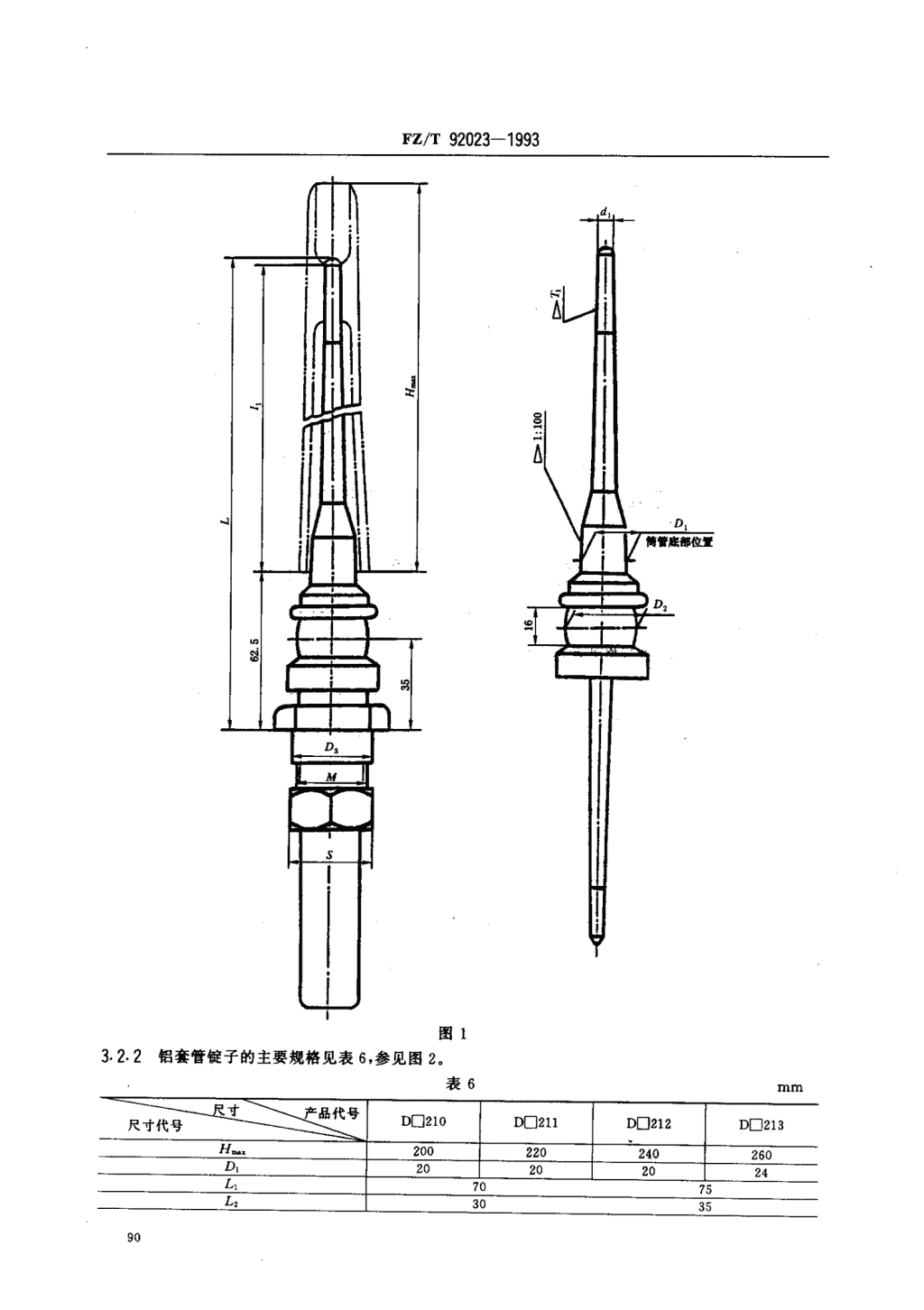
FZ/T92023-1993图13.2.2铝套管锭子的主要规格见表s,参见图2e表6们lln飞俞~趁乏经鹭{D口210D口211D口212D口213Hm=}200220240260U,20120}20124L,}70’75L,}303590
FZ/T92023-1993续表6mm~12}1"4C}D口210·口211一口212一D口213Dx{242220.5D,}25.52422M1M25X-1.5M24X1.5M22X1.5S3230图2g1
FZ/T92023-19934技术要求4.1清洁度用规定的方法测量锭座结合件内腔残留杂物的质量,平均每套G4mg.4.2垂直度金属弹性管连接型锭子以锭杆轴线为基准,锭座结合件安装面在距轴线25mm处的端面圆跳动G0.05mm.4.3光锭杆或铝套管顶端距锭座安装面的高度极限偏差士1mm,4.4杆盘结合件在锭座内应回转灵活,不得有顿滞现象。4.5锭钩的作用应可靠有效,不得有杆盘难以插下、拔出或钩不住等现象。4.6光锭杆锭子锭盘上锥直径(图1中的D,)的极限偏差_0o.=mm,铝套管锭子杆盘与筒管配合处的直径(图2中的D,)公差等级ITllo4.7锭盘轮直径(图1、图2中的D})极限偏差士0.05mm,4.8光锭杆锭子在8000-18000r/min空锭运转时,锭杆顶端的振程值<0.08mm.铝套管锭子在8000^-18000r/min空锭运转时,铝套管顶端的振程值(0.12mm,4.9光锭杆锭子空锭在16000r/min运转时,单锭功率(8W,铝套管锭子空锭在16000r/min运转时,单锭功率(12W,4.10光锭杆锭子空锭在16000r/min运转时,单锭噪声(70dB(A),铝套管锭子空锭在16000r/min运转时,单锭噪声(72dB(A),4.11在正常使用保养情况下,在8000h内,不能发生下列失效现象:轴承座松动、锭杆断裂、锭杆顶端的振程值超过标准值、锭脚漏油、锭杆盘下沉影响运转。5试验方法5.1空锭振程值用光电式测振仪测量,测量速度为16000r/min,测量部位:光锭杆锭子在顶端15mm范围内;铝套管锭子在支持器中心以下10mm,5.2空锭功率用单锭扭矩仪在下列条件下测定:5-2.1被测新锭子预先运转20min.5.2.2悬挂重锤质量p=0.8kg,见图3,5.2.3锭带应为无接头型,宽10mm,厚度0.5^-1mm,5.2.4插人锭杆检查,油位高度70+amm,5.2.5润滑油按GB443的规定。试验台架重锤户仁__}」图3
Fz/T92023-19935.3空锭噪声参照FJ527用精密级声级计在下列条件下测定:5.3.1被测的新锭子预先运转20min,5.3.2测试环境的本底噪声低于被测噪声10dB(A)以上。5.3.3被测锭子四周2m以内无障碍物。5.3.4悬挂重锤质量p=0.8kg,5.3.5锭子及声级计位置如图4所示。褪漆自,荟0甲9创戊解却5.4清洁度用规定的方法检测,见附录A(补充件)。5.5垂直度测量方法将被测的锭座结合件倒立插人锭杆后回转,在标准垫块上离轴线25mm处测量端面圆跳动。见图5,锭座结合件m卜‘+|||一声厂下标准垫块标准垂直锭杆图56检验规则6.1锭子成品由制造厂质量检查部门按本标准4.1-4-10条检验合格后方能出厂,并附有产品合格证。
FZ/T92023-1993C八U艺1锭子采用抽样检查,抽样母本)5000套,样本100套。~,kU:J锭子合格率考核判定原则见附录B(补充件)。~月卜口﹄.使用厂在进行安装、调整、试验过程中发现有不符合本标准时,由制造单位负责处理。7标志、包装、运输、贮存不魂..锭盘或锭脚上应有厂标(或商标)和制造年份。Z勺‘产品的包装按FZ90001的规定。Z门0产品在运输过程中,包装箱应按规定的朝向安置,不得倾斜或改变方向。7.产品出厂后,在良好的防雨及通风贮存条件下,包装箱内的产品防潮、防锈有效期为一年
Fz/T92023-1993附录A锭子清洁度检测规范(补充件)A1检测准备A1.1试剂乐经定性分析滤纸过滤后的工业清洗煤油;卜汽油;石油醚。Al.-2c.仪器及器具肠卯cm称量瓶2只及笋12.5cm中速定性滤纸;卜二角烧瓶500mL2只,玻璃漏斗卯.5-2只,烧杯500mL2只;心感量为。0001g的光电天平一台;吞洪箱、干燥箱、滴管,100ML量杯等。A2检浏方法A2.1先用汽油或煤油洗净50套样本的外表并揩净。A2.2将过滤好的煤油注人锭座结合件内腔约60%油腔高度,用拇指按住锭座结合件的轴承口,倒置,上下快速摆动10次,然后把含有残留物的混合液集中倒在500MT_烧杯中,每套锭座结合件内腔清洗三次。A2.3将收集到的混合液用已烘至恒重(G)的012.5cm的中速滤纸以倾斜法进行过滤,再用清洁的汽油、石油醚清洗滤纸上的油脂,直到洗净为止;把洗净油脂的滤纸置于原称量瓶中,在120"C烘箱内烘1h后取出,放在干燥箱中冷却至室温,称重,再烘30min后再称至恒重(G).A3计算单锭清洁度按式(A1)计算:G,一G,清洁度(mg/套)二一-50X1000........................(H17式中:G,滤纸+称量瓶重量>g:G,-滤纸+称量瓶+残留物重量,RA4注意事项A4.1过滤后应自然沥干。A4.2每次烘后冷却至室温的时间应一致,滤纸前、后烘干方法应相同。附录B锭子合格率考核判定原则(补充件)B1本标准4.1清洁度按项目合格率单独考核,合格率)96Yo.B1.1清洁度合格率判定原则
Fz/T92023-199381.1.1第一次检查so套,残留杂物质量平均每套-<4mg时,判定为50套合格。B1.1.2第一次检查不合格,再检查50套,将两次残留杂物质量累加;a总质量镇400mg时,合格率为1000;b.总质量在400^412mg之间时,合格率为980o;c.总质量在412424mg之间时,合格率为96%:d.总质量在424mg以上时,判为不合格。B2本标准4.2-4-10按成套合格率)96%考核。B3样本必须同时符合Bl,B2条的要求,方能判定该批产品合格。附加说明:本标准由纺织工业部技术装备司提出。本标准由无锡纺织机械研究所归口。本标准由无锡纺织机械研究所、上海纺织机械专件厂、经纬纺织机械厂、衡阳纺织机械厂负责起草。本标准主要起草人韩俊龙、徐_彪、虞国惠、包明云、朱林宝.'
您可能关注的文档
- FZT92015-1992粉未冶金钢领.pdf
- FZT92016-1992精梳毛纺环锭细纱锭子.pdf
- FZT92017-1992毛苎麻绢纺细纱机牵伸下罗拉.pdf
- FZT92018-1992平面钢领.pdf
- FZT92019-1992棉纺细纱机牵伸下罗拉.pdf
- FZT92019-2004棉纺环锭细纱机牵伸下罗拉.pdf
- FZT92020-1992锭带张力盘.pdf
- FZT92021-1992吊锭.pdf
- FZT92022-1992锦纶帘子线初复捻机锭子.pdf
- FZT92024-1993LZ系列下罗拉轴承.pdf
- FZT92025-1994DZ系列纺锭轴承.pdf
- FZT92025-2008DZ系列纺锭轴承.pdf
- FZT92026-1994化纤纺丝计量泵.pdf
- FZT92027-1994金铂合金喷丝头.pdf
- FZT92028-1994多臂装置.pdf
- FZT92029-1995梳棉机盖板.pdf
- FZT92029-2006梳棉机盖板骨架.pdf
- FZT92030-1995梳棉机盖板链条.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明