

- 76.47 KB
- 2022-04-22 13:42:37 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
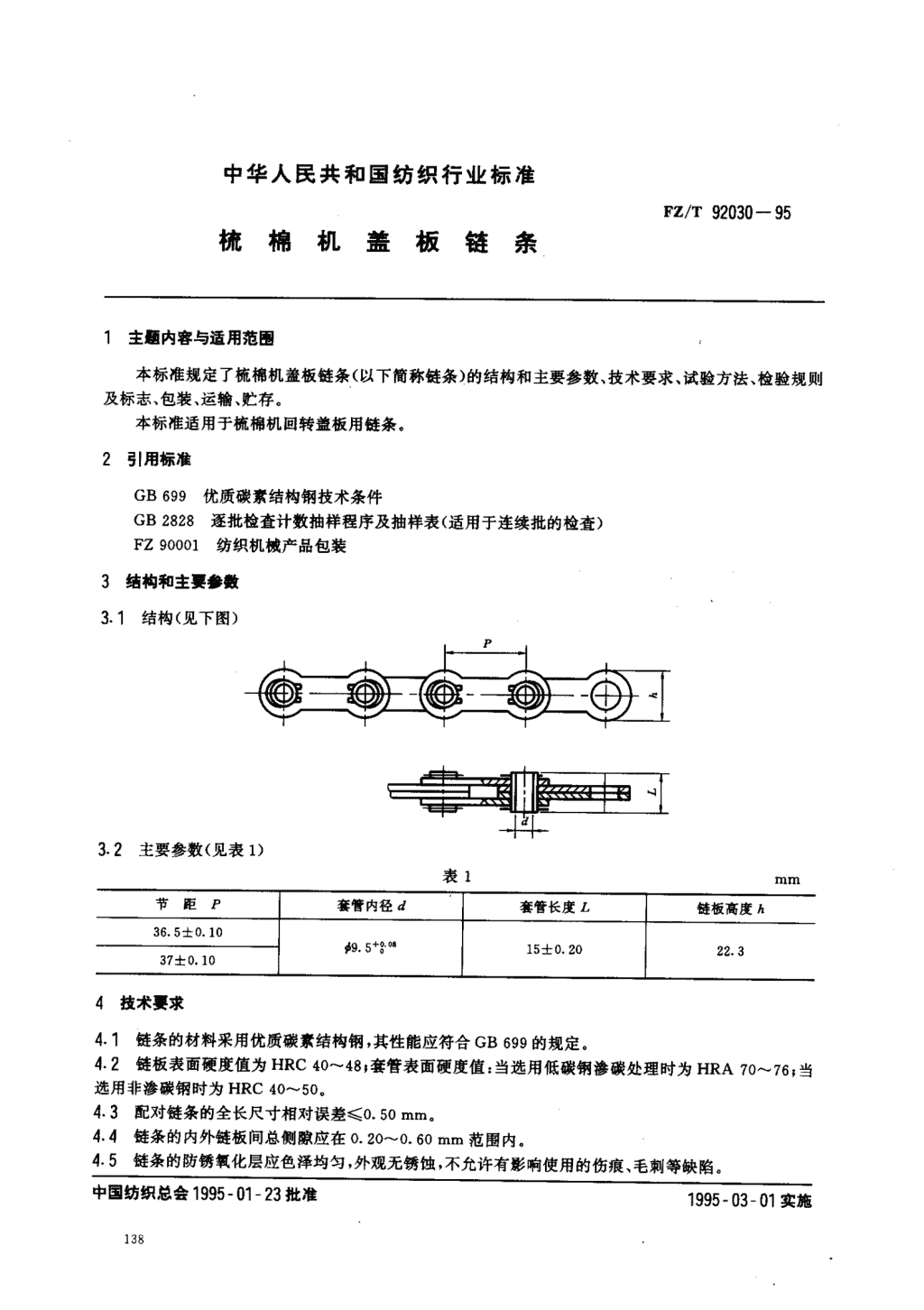
'中华人民共和国纺织行业标准FZ/T92030一95梳棉机盖板链条1主皿内容与适用范围本标准规定了梳棉机盖板链条(以下简称链条)的结构和主要参数、技术要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于梳棉机回转盖板用链条。2引用标准GB699优质碳素结构钢技术条件GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)FZ90001纺织机械产品包装结构和主要.我结构(见下图)3.2主要参数(见表1)表1节距尸套管内径d套管长度L链板高度人36.5士0.10声9.5+o15士0.2022.337士0.104技术要求4.1链条的材料采用优质碳素结构钢,其性能应符合GB699的规定。4.2链板表面硬度值为HRC40^-480套管表面硬度值:当选用低碳钢渗碳处理时为HRA70^-76;当选用非渗碳钢时为HRC40^.50,4.3配对链条的全长尺寸相对误差<0.50mm,4.4链条的内外链板间总侧隙应在。.20-0.60mm范围内。4.5链条的防锈氧化层应色泽均匀,外观无锈蚀,不允许有影响使用的伤痕、毛刺等缺陷。中国纺织总会1995-01一23批准预石万蔽疏
Fz/T92030一954.6链条装配后各铰链应转动灵活。4.7链条在连续缓慢施加拉伸载荷作用下,其最小极限拉伸载荷为29400N,5试验方法5.1链板硬度用洛氏硬度计测量,在链板两孔周围各测一点,可允许磨去脱碳层的单边深度不超过板厚的3%,双面总和不超过板厚的5%来测量。套管硬度用表面洛氏硬度计测量,在套管外表面测两点。5.2配对链条的全长尺寸相对误差的测量将链条清洗干净,在测量载荷294N时,停留1min,被测链条应水平放置,并在测量段内得到支撑状况下进行测量。5.3链条链板间的总侧隙用普通塞尺测量。5.4外观质量用目视检查。5.5链条经清洗后,用手扳动相邻链节回转到底,检查各链节铰链是否灵活。56用材料试验机测试链条的极限拉伸载荷。测试时,应保证在链条零件上不产生附加应力。测试链段不得少于5节。6检验规则6.,产品应由制造厂质检部门按本标准进行检验,并附有产品合格证。6.2用户有权按本标准规定复验产品质量。6.3产品采用抽样检查,按GB2828,采用正常检查一次抽样方案。6.3,产品检查的程序和检查的实施应符合GB2828第3章和第4章的规定。6.3.2同规格的入库批为一个检查批。6.3.3本标准按质量特性的重要性分为B类不合格和C类不合格。各类不合格又分为若干检查组。各检查组的合格质量水平AQL(用每百单位产品不合格品数表示)和检查水平IL应符合表2的规定。表2不合格分类检查分组检查项目AQLIL样本单位试验方法B14.3条0.65S-4对按5.2条规定B类B24.7条0.40S-1段按5.6条规定C14.2条(对链条)4.0S-4件按5.1条规定C24.2条(对套管)C类C34.4条6.5节按5.3条规定S-4C44.5条1,10件按5.4条规定注:1)零件分组进行检查统计.6.3.4产品的批不合格判定数应符合表3的规定。表3不合格分类判定标准一项B类不合格品二项C类不合格品6.3.5逐批检查的处置方法应符合GB2828第4.12条的规定。7标志、包装、运翰、贮存7.1每根链条均应有制造厂的标记。
FZ/T92030一957.2产品的包装应符合FZ90001的规定。包装箱内的链条应清洗干净,并进行防锈处理,以“配对链条”为一包装单位进行内包装。了.3产品在正常运输和良好的防雨及通风贮存条件下,自出厂之日起,包装箱内的链条一年内不应锈蚀。附加说明:本标准由原纺织工业部技术装备司提出。本标准由无锡纺织机械研究所归口。本标准由无锡纺织机械研究所、青岛纺织机械厂、江阴机械厂、青岛链条厂负责起草。本标准主要起草人朱林宝、孟昭华、夏平、顾坚。'
您可能关注的文档
- FZT92023-1993棉纺环锭细纱锭子.pdf
- FZT92024-1993LZ系列下罗拉轴承.pdf
- FZT92025-1994DZ系列纺锭轴承.pdf
- FZT92025-2008DZ系列纺锭轴承.pdf
- FZT92026-1994化纤纺丝计量泵.pdf
- FZT92027-1994金铂合金喷丝头.pdf
- FZT92028-1994多臂装置.pdf
- FZT92029-1995梳棉机盖板.pdf
- FZT92029-2006梳棉机盖板骨架.pdf
- FZT92031-1995统棉机盖板螺钉.pdf
- FZT92032-1995棉纺粗纱牵伸下罗拉.pdf
- FZT92033-1995粗纱悬锭锭翼.pdf
- FZT92033-2006粗纱悬锭锭翼.pdf
- FZT92034-1995粗纱托锭锭翼.pdf
- FZT92035-1995粗纱锭子.pdf
- FZT92036-1995弹簧加压摇架.pdf
- FZT92036-2007弹簧加压摇架.pdf
- FZT92037-95P型齿链式无级变速器.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明