

- 176.04 KB
- 2022-04-22 13:42:46 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
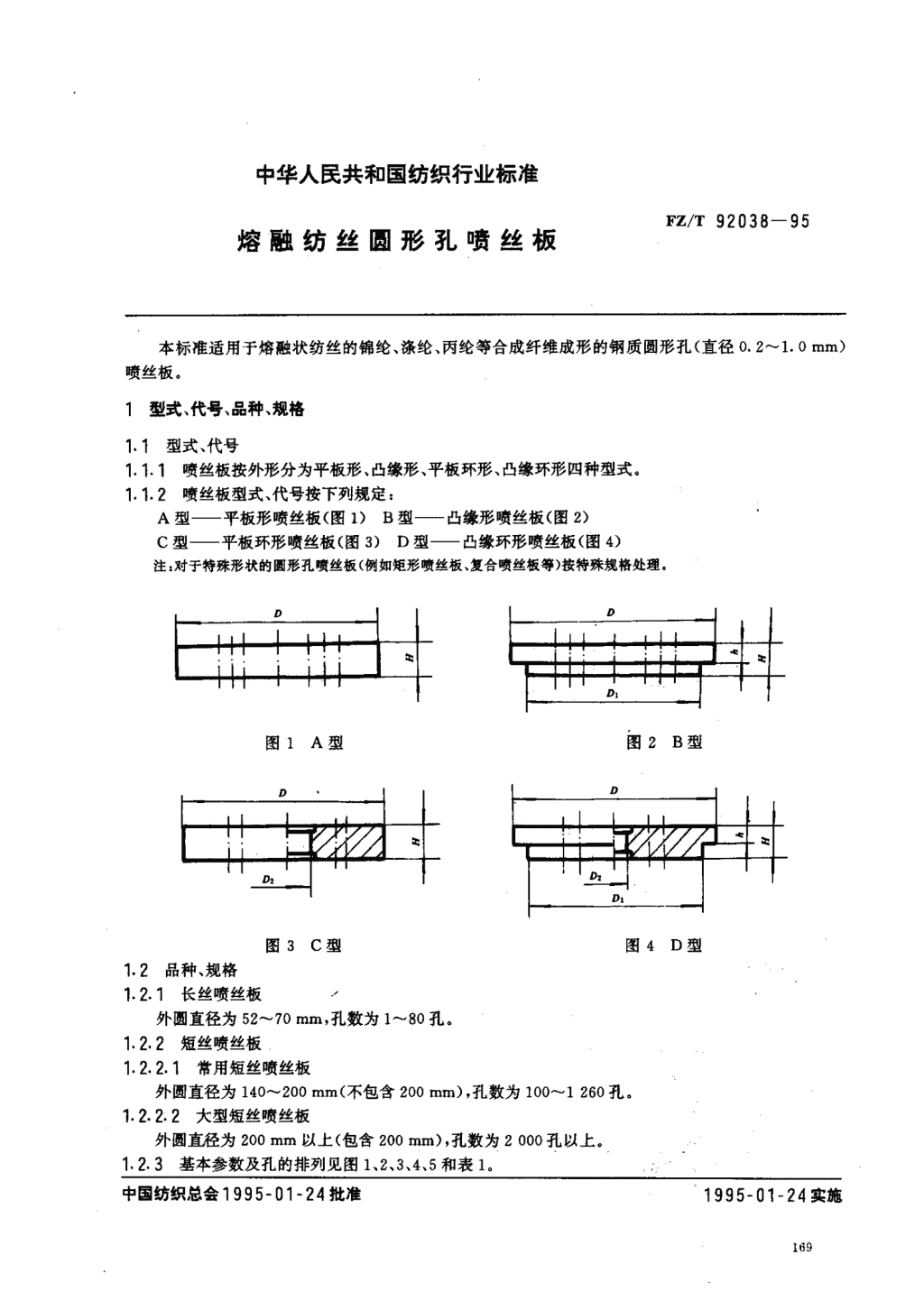
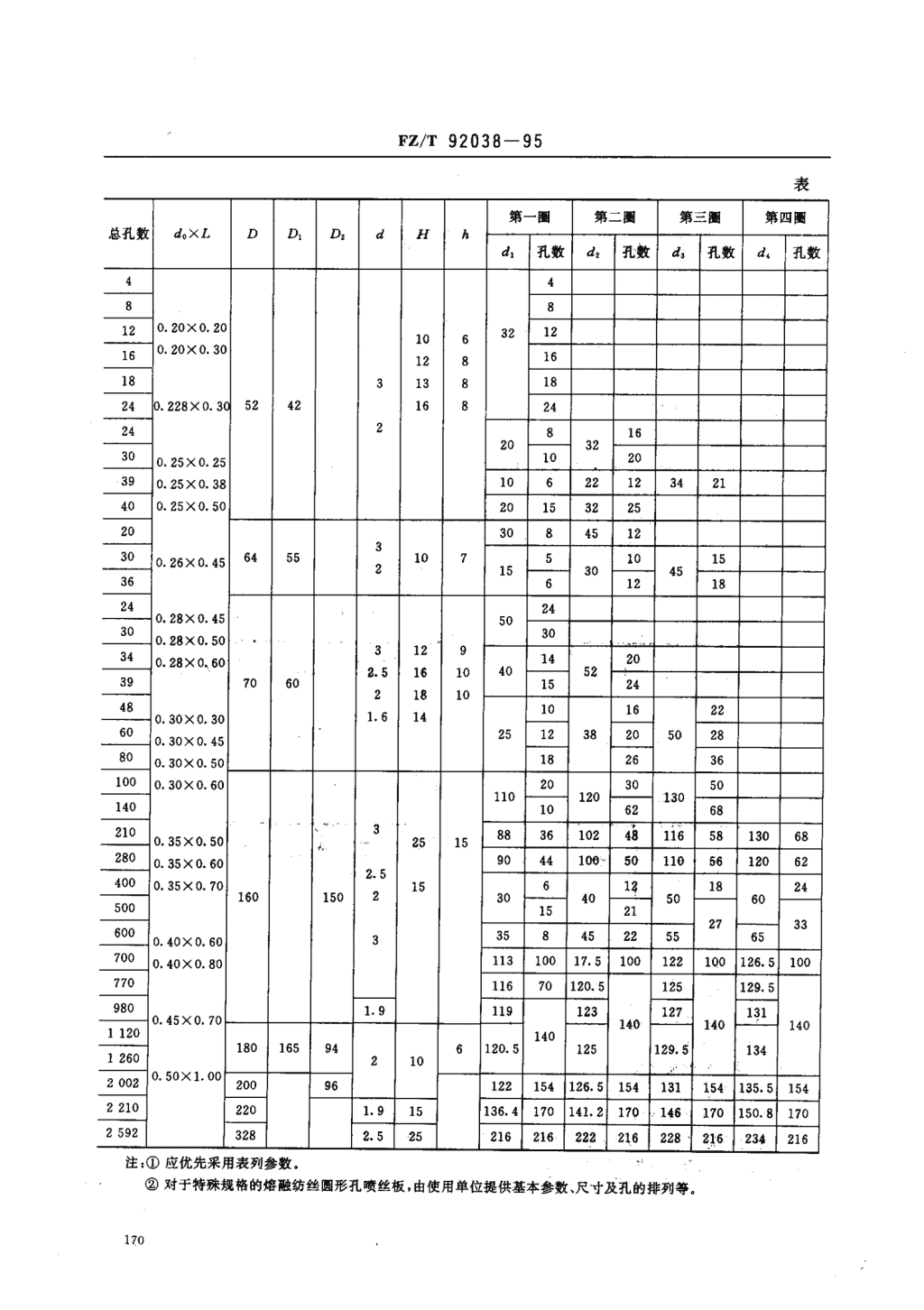
'中华人民共和国纺织行业标准Fz/"r92038一95熔融纺丝圆形孔喷丝板本标准适用于熔融状纺丝的锦纶、涤纶、丙纶等合成纤维成形的钢质圆形孔(直径。.2-1.0mm)喷丝板。1型式、代号、品种、规格1.1型式、代号1.1.1喷丝板按外形分为平板形、凸缘形、平板环形、凸缘环形四种型式。1.,.2喷丝板型式、代号按下列规定:A型—平板形喷丝板(图1)B型—凸缘形喷丝板(图2)C型—平板环形喷丝板(图3)D型—凸缘环形喷丝板(图4)注:对于特殊形状的圃形孔喷丝板(例如矩形喷丝板、复合喷丝板等)按特殊规格处理.图IA型图ZB型图3C型图4D型1.2品种、规格,.2.,长丝喷丝板外国直径为52^-70mm,孔数为1一80孔。1.2.2短丝喷丝板1.2.2.1常用短丝喷丝板外圆直径为140^-200mm(不包含200mm),孔数为100-1260孔。,.2.2.2大型短丝喷丝板外圆直径为200mm以上(包含200mm),孔数为2000孔以上。1.2.3基本参数及孔的排列见图1,2,3,4,5和表1,中国纺织总会1995-01一24批准1995一01一24实施
FZ/T92038一95注:①应优先采用表列参数。②对于特殊规格的熔融纺丝圆形孔喷丝板,由使用单位提供基本参数、尺寸及孔的排列等。170
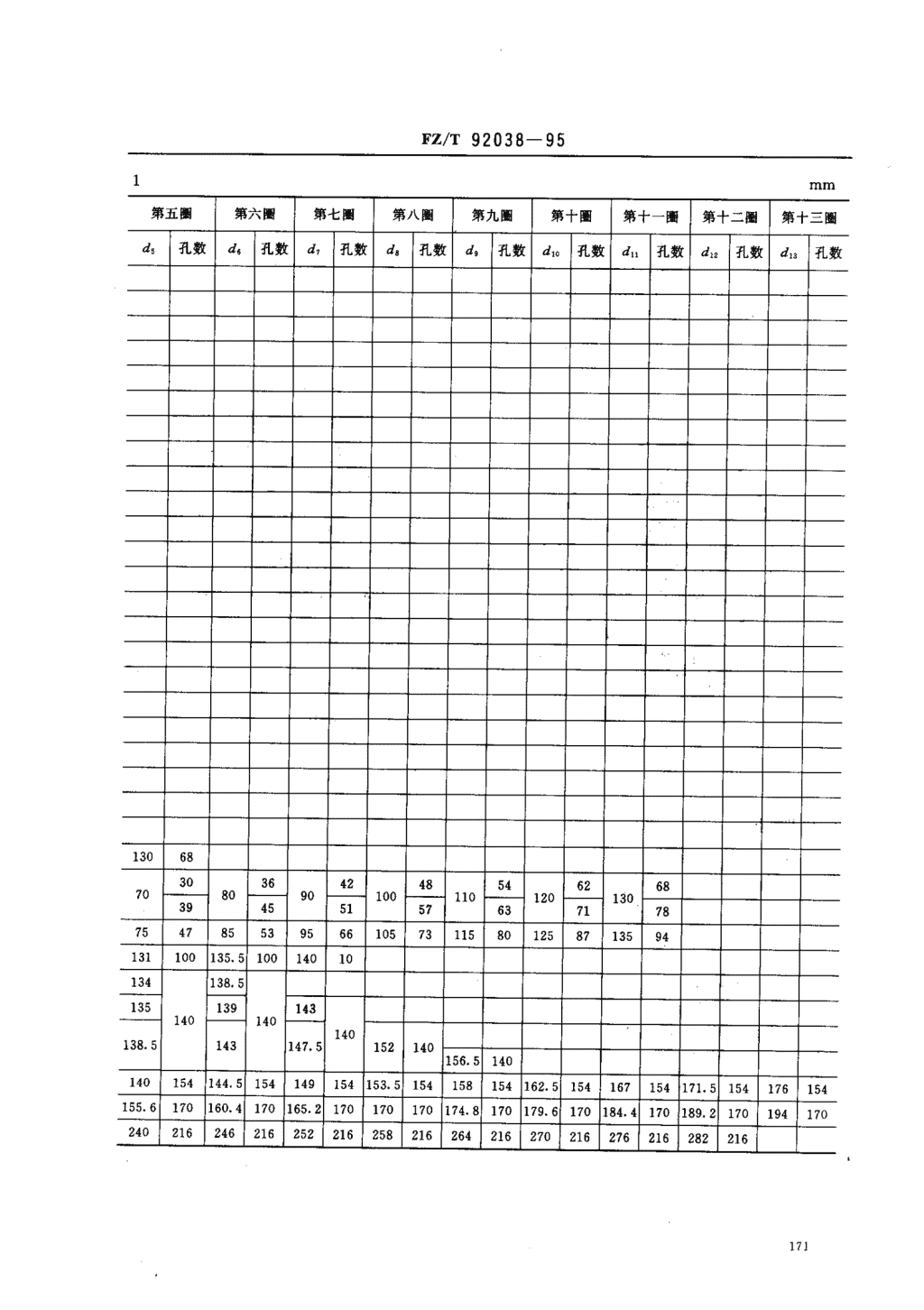
Fz/T92038一95第」FL圈第夕丈圈第A二圈第/戈圈第夕ti圈第es卜圈第十一圈第十二圈第十三圈d,孔数d,孔数d,孔数d,孔数d,孔数d,o孔数d=孔数d,z孔数d,z孔数1306830364248546268IV己v,v1-llulcu13U3945515763717875478553956610573115801258713594131100135.510014010134138.513513914314V14V140138.5143147.5152140156.5140140154144.5154149154153.5154158154162.5154167154171.5154176154155.6170160.4170165.2170170170174.8170179.6170184.4170189.2170194170240216246216252216258216264216270216276216282216171
Fz/T92038一95放大图图52技术要求2.1喷丝板应按核准的工作图制造。2.2制造喷丝板材料应符合GB1220-92《不锈钢棒》。推荐钢号为OCr17Ni12Mo2,1Cr17Ni2,OCr17Ni4Cu4Nb,OCr18Ni9不锈钢钢种,或者是机械性能和抗腐蚀性能相当于以上材料的不锈钢俐种。2.3喷丝板工作温度等于或小于450-C.2.4喷丝板分等规定喷丝板分等以块为单位,按喷丝板的主要质量指标分为精密级和普通级两个等级。2.5喷丝板主要质量指标按表2规定。2.6毛细孔必须圆整光洁,不能成锯齿形,用50^-100倍显微镜观察毛细孔口不应有毛刺、夹灰、划痕及脏物。
FZ/T92038一95表2质量要求序号主要项目内容精密级普通级1毛细孔直径do直径偏差,mm士0.002士0.0042毛细孔长度L长度偏差,mm士0.020士0.040+0.100+0.1003导孔直径d直径偏差,mm004氏过渡角角度偏差士10士1.505B,6毛细孔dooVo.a/7导孔d表面粗糙度3.2/8B,Rz6V过渡角尸功9么1v.6/10出丝面人0$丫11毛细孔do对导孔d同轴度.mm卯.0812毛细孔d。对出丝面A垂直度,mm0.1和.001713导孔d对外画D位里度,mm#0.O5)注:如有更高精度要求,供需双方协商确定.3检验方法喷丝板按表3规定检验。表3序号检验项目检验方法和检脸工具备注提供质t保证书或金相分析报告单.无质t保证书1材料质t可提供轴头小样进行金相试脸常规检验各种量具,具有2外形尺寸合格证①莱茨(Leitz)轮佛MR仪(200倍,6位数字显示)3毛细孔直径②尼康显徽镜③精度达0.0005mm侧量显微镜
Fz/T92038一95续表3序号检验项目检验方法和检验工具备注①卡里莱勃(CARYLABOR)电子测长仪和标准专用测杆毛细孔长度②尼康显徽镜③精度达。.005mm测长仪导孔直径标准专用塞规树脂浇注—100倍投影毛细孔对导孔同轴度仪①莱茨轮廓测量仪②尼康显微镜毛细孔对出丝面垂直度③精度达0.0005mm测量显徽镜树脂浇注-100倍投影过渡角角度仪导孔树脂浇注—光切显微镜(R.)过渡角树脂浇注—干涉显徽镜毛细孔(R.)出丝面干涉显微镜万能工具显微镜—极坐导孔对外圆标测量法或换标到孔距尺位置度寸,用标准量规测量注:通过供、需双方确认,精度小于产品质量标准要求三分之一的侧量仪器均可使用4检验规则4.1喷丝板外形尺寸按核准的工作图百分之百检验。4.2喷丝板的孔按下列规定的程序抽检。4.2.1以投产同种规格喷丝板块数为批,按下列规定取样。4.2.,,长丝喷丝板和常用短丝喷丝板,按GB2828逐批检查计数抽样程序及抽样表的一般检查水平I、一次正常抽样方案规定抽取。4.2.1.2大型短丝喷丝板逐块检验。4.2.2取样抽取的每块喷丝板的主要质量指标,按表2内容,以孔为单位,按GB2828逐批检查计数抽样程序及抽样表规定的一般检查水平、一次正常抽样方案进行抽检,按订货方和制造方双方商定的合格质量水平,由订货方从提交批中按规定随机抽样检验。4.3接收单位在正常保管情况下(不包括焙烧过的)可按本标准进行复验,但复验必须在用户收货日期算起三个月内进行。
Fz/T92038一95标志、包装、运输5.1喷丝板外圆周刻有完整的钢印标记。标志分别为出厂年份、出厂编号、熔融纺丝喷丝板代号、板型、外径、孔数、毛细孔直径及精度等级,由汉语拼音和阿拉伯数字组合而成。511标志的表示法△一△一口口△一△一△口出厂年份—出厂编号—熔融喷丝板代号板型—外径孔数毛细孔直径喷丝板精度等级(普通级略,精密级用‘"J")注:有“△”符号者为阿拉伯数字。有“口”符号者为大写的汉语拼音字母.5.1.2标志示例86-0568-PRB220-2210-0.287出厂年份:1986年出厂编号:0568熔融纺丝喷丝板代号:PR板型:B型(凸缘型喷丝板)外径:0220mm孔数:2210孔毛细孔直径:。.28mm精度等级:精密级5.2喷丝板成品包装必须清洁,干燥后单块置于塑料袋中并封好袋口,然后装入发泡聚苯乙烯或木制(内衬发泡聚苯乙烯)盒内。5.3喷丝板成批出厂时,采用特制的按产品规格和一定数量分类的木箱盛放上述盒装好的喷丝板运装。运装时注意轻放。零星提货不在此列。
Fz/T92038一95附加说明:本标准由原纺织工业部提出。本标准由中国纺织总会纺织机电研究所归口。本标准由常州喷丝板厂负责起草。本标准主要起草人牟芝琴。本标准制订于1986年,1995年经确认后重新编为本标准号。本标准代替原FJ/JQ60-86标准。'
您可能关注的文档
- FZT92031-1995统棉机盖板螺钉.pdf
- FZT92032-1995棉纺粗纱牵伸下罗拉.pdf
- FZT92033-1995粗纱悬锭锭翼.pdf
- FZT92033-2006粗纱悬锭锭翼.pdf
- FZT92034-1995粗纱托锭锭翼.pdf
- FZT92035-1995粗纱锭子.pdf
- FZT92036-1995弹簧加压摇架.pdf
- FZT92036-2007弹簧加压摇架.pdf
- FZT92037-95P型齿链式无级变速器.pdf
- FZT92039-1998铝合金布铗.pdf
- FZT92039-2009布铗.pdf
- FZT92040-1995钢板槽筒.pdf
- FZT92040-2009铜板槽筒.pdf
- FZT92041-1995棉型多臂装置.pdf
- FZT92042-1995边字提花装置.pdf
- FZT92043-1995熔融纺丝异形孔喷丝板.pdf
- FZT92044-1995酚醛塑料槽筒.pdf
- FZT92045-1999印花镍网.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明