

- 349.25 KB
- 2022-04-22 13:45:22 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
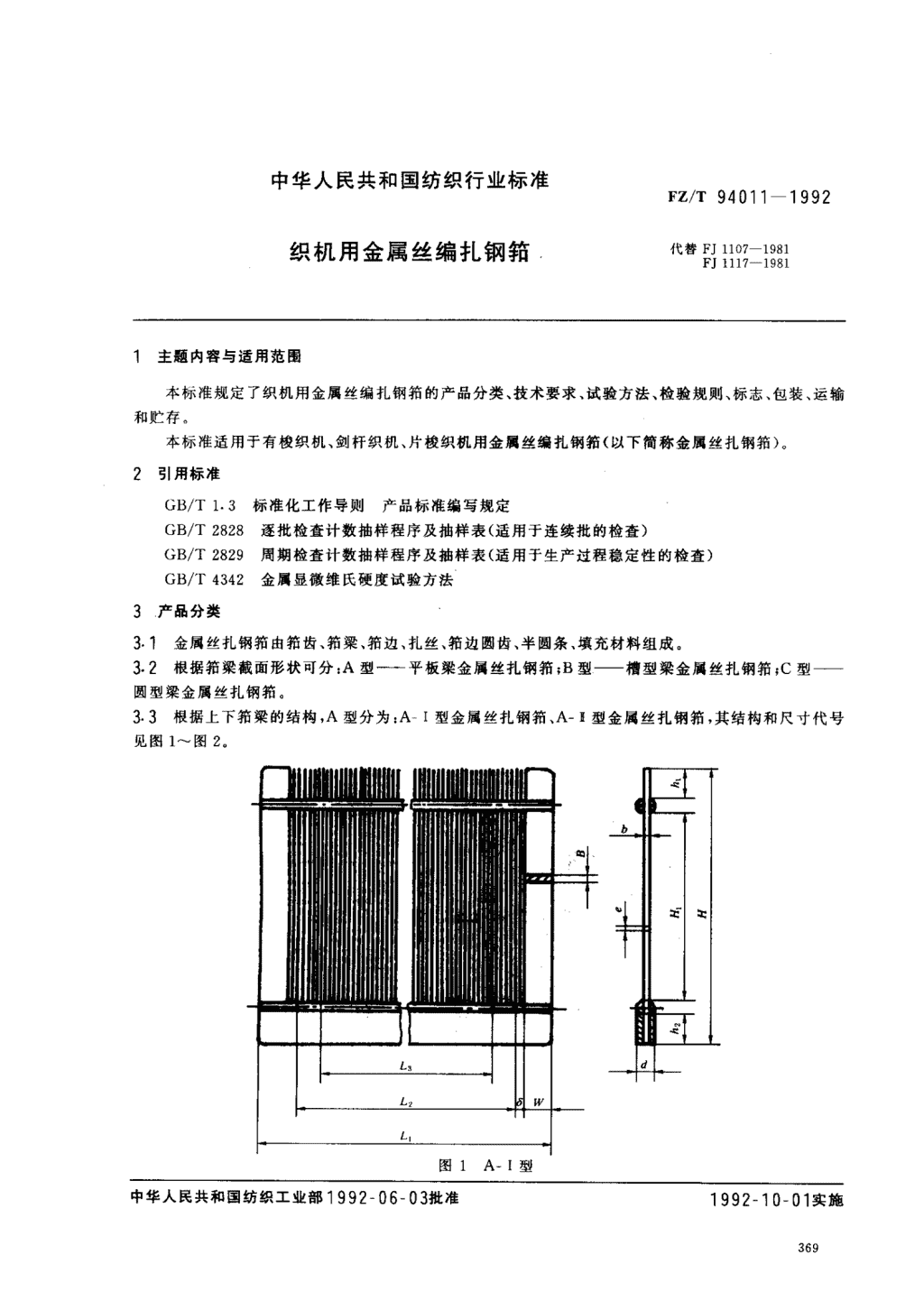
'免费标准网(www.freebz.net)中华人民共和国纺织行业标准Fz/T94011一1992织机用金属丝编扎钢箱代替1107-1981FJ1117-19811主题内容与适用范围本标准规定了织机用金属丝编扎钢箱的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存本标准适用于有梭织机、剑杆织机、片梭织机用金属丝编扎钢箱(以下简称金属丝扎钢4})o2引用标准GB/T1.3标准化工作导则产品标准编写规定GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB广C4342金属显微维氏硬度试验方法3产品分类3.1金属丝扎钢箱由箱齿、箱梁、箱边、扎丝、箱边圆齿、半圆条、填充材料组成。3.2根据箱梁截面形状可分:A型—平板梁金属丝扎钢箱;B型—槽型梁金属丝扎钢箱;C型—圆型梁金属丝扎钢箱。3.3根据上下箱梁的结构,A型分为:A-I型金属丝扎钢箱,A-I型金属丝扎钢箱,其结构和尺寸代号见图1~图2图1A-I型中华人民共和国纺织工业部1992-06-03批准1992一10一01实施369免费标准网(www.freebz.net)无需注册即可下载
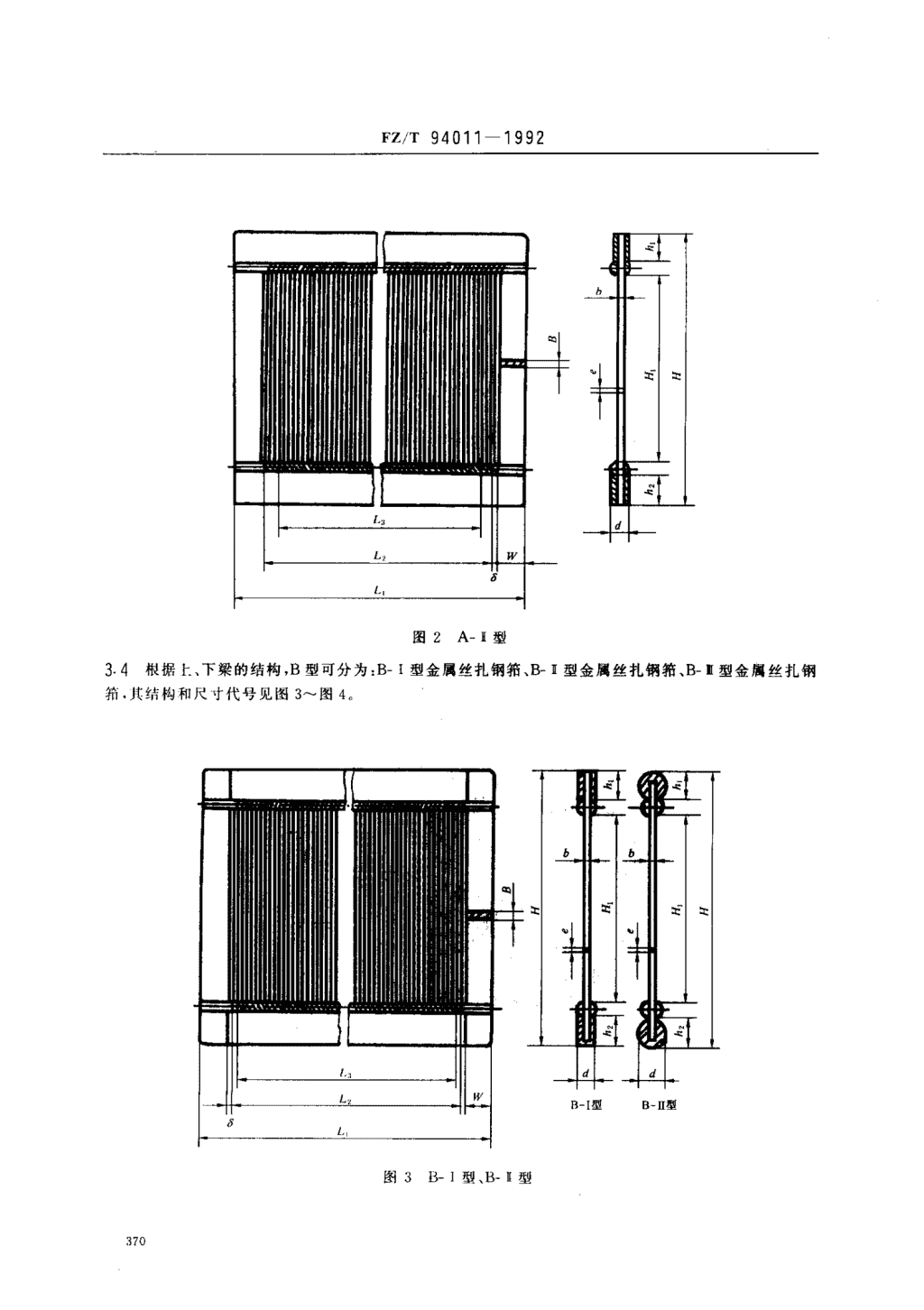
免费标准网(www.freebz.net)Fz/T94011一1992注三勺}f.,!W图2A-1型3.4根据上、下梁的结构,B型可分为:B-I型金属丝扎钢箱、B-I型金属丝扎钢箱、B-I型金属丝扎钢扣。其结构和尺寸代号见图3~图4口’Ir]一一千.一口酮.I}【,一}}_一8一1型B一n胭一卫图3B-Itg,B-IM免费标准网(www.freebz.net)无需注册即可下载
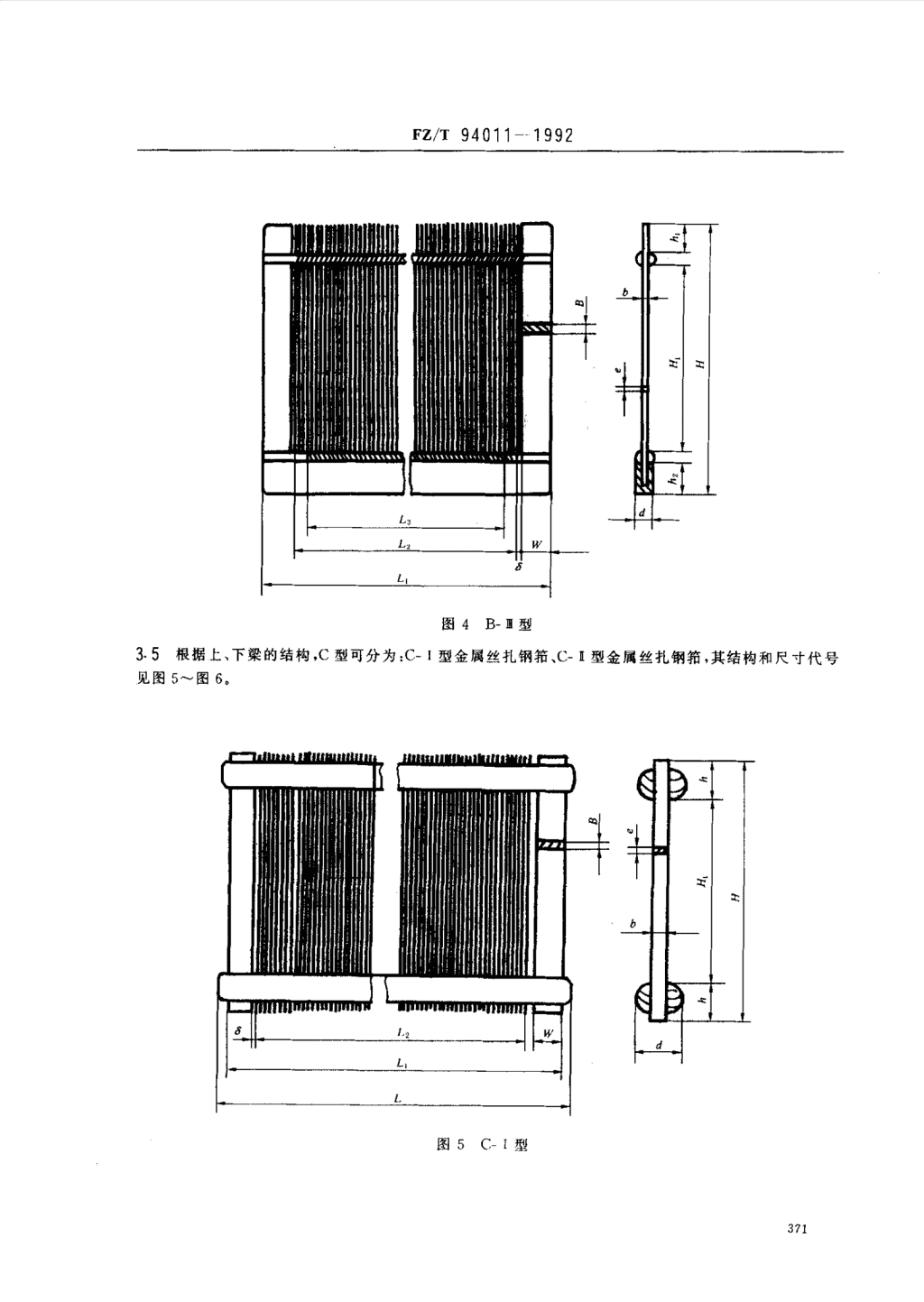
免费标准网(www.freebz.net)Fz/"r94011一1992图4B-1s型3.5根据上、下梁的结构,C型可分为:C-1型金属丝扎钢箱,C-I型金属丝扎钢箱,其结构和尺寸代号见图5~图6。姗{}}{一{}{}{{1121丈目二二一一一一一二写图5C-1型371免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T94011一1992图6C-1型3.6各种金属丝扎钢箱的基本尺寸见表1表1mn】尺寸名称尺寸代号荃本尺寸一尺寸“称尺寸代号基本尺寸箱全宽I_根据用户要求A型d5,5.5.6,8,10,12,14.16.18有效宽度L,根据用户要求B型d5,5.5,6,8,10,11,12,15拓梁厚度箱内高度H,25^-180间隔为5C-I型d6,8,10,12,15箱全高H根据用户要求C-I型d4.5,6,6.5,7,8茹边宽度W1.2,3.4,6,8,10,12,15,25人型人卜人.12,14.16箱边厚度BB=bB型h,.h,6^30间隔为2一。梁入连边宽度LL,=L,十2W+28C-I型12,14,15,16内幅宽度L,根据用户要求一‘’C-I型h12.14,15.16箱齿宽度h2,2.2,2.5.2.7.4,5.6.8,10,12一,齿直径DD=h产品标记:3.7.1金属丝扎钢箱的产品标记按下列顺序命名金属丝扎钢箱代号箱号x箱内高度标准号3.7.2箱号:指每10cm内幅宽度内的箱齿数。17.3标记示例:箱内高度为150mm,箱号为60的A-I型金属丝扎钢箱的产品标记为金属丝扎钢箱A-160X150FZ/T940114技术要求4门金属丝扎钢箱基本尺寸的极限偏差应符合表2的规定372免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T94011一1992表2尺寸名称代号极限偏差}代号极限侧差知内高度H,士1.0一士1.0Le箱全高H士2.0A型士1.00箱边宽度W士0.20B型士0.50d箱边厚度B_:.,。一C型士1.00连边宽度L,士;,:一箱梁高,h=h,士0.504.2箱齿的基本尺寸见附录B(参考件),其极限偏差应符合表3的规定。表3知齿厚度亡e簇0.380.38O.66箱齿宽度h极限偏差士0.005士0.010士0.020士0.03434.箱齿对箱梁应垂直,角度极限偏差:B级品为士2.00,A级品为士1.00,45箱齿侧面与箱平面应垂直,角度极限偏差:B级品为士3.00,A级品为士1.50,箱齿表面硬度应符合表4的规定:表4箱齿厚度,,mm硬度C〕O.50李220HV0.20.15-270HV0.2e簇0.15杂320HVO.24.6箱梁平面度:任意lm箱宽内B级品为1.5mm,A级品为1.Omm,4.7箱面平整度:每300mm箱宽内箱齿高低极差B级品为0.15mm,A级品为0.lomm,4.8箱齿节距的偏差不大于节距的10%,内幅箱齿总数的差异不大于0.0050,4.9箱齿表面粗糙度:B级品为R,1.6pm,A级品为R,O.8F+m,4.10箱表面应光滑,无棱角、毛刺、锈斑等缺陷。4.11填充材料应充城均匀,编扎应牢固。5试验方法5.1第4.1,4.2条采用通用f仪检测。第4.3-4.8条采用本标准附录A(补充件)进行检测.;.:第4.9条采用样块类比法.第4.10,4.11条采用目测。6检验规则6.1制造厂应按本标准组织生产,产品经检验部门检验合格后方可出厂,并附有质量合格证书。使用厂按本标准验收,发现问题会同制造厂解决。6.2出厂检验6.2.1检验项目:4.1,4.3,4.4,4.6^-4.8,4.10,6.2.2检验方法:按GB/T2828的规定。其检查水平、抽样方案和合格质量水平见表5.免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/P94011一1992表5检验项目ILAQI抽样方案第4.1条中的t.14.0一次抽样第4.1条中的H工4.0一次抽样第4.1条中的HI4.0一次抽样第4.1条中的WI40一次抽样第4.1条中的13I4.0一次抽样第4.1条中的大I4.0一次抽样第4.1条中的dI4.0一次抽样第4.2条中的hI4.0一次抽样第4.1条中的h,(h,)I4.0一次抽样第4.3条S-32.5一次抽样第4.4条S-32.5一次抽样第4.6条S-32.5一次抽样第4.7条S-32.5一次抽样第峨.8条S-32.5一次抽样第4.10条I4.0一次抽样6.2.3检验结果判定:按6,2.2检验,一个项目不合格则全批不合格。6.3型式检验当符合GB/T1.3中第6.6.1条规定时,应进行型式检验。6.3.1检验项目:按本标准全检。6.3.2检验方法:按GB/T2829的规定。其判别水平、抽样方案和不合格质量水平见表6,表6检验项目DLRQI抽样方案第4.1条中的(.I20一次抽样第41条中的HI20一次抽样第41条中的H120一次抽样第4.1条中的WI20一次抽样第4.1条中的L3I20一次抽样第4.1条中的L.,I20一次抽样第4.1条中的dI20一次抽样第4.1条巾h,(h)I20一次抽样第4.2条互20一次抽样第4.3条Iis一次抽样H15一次抽样374免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/e94011-1992续表6检验项13D1RQ1抽样方案第4.5条工20一次抽样第4.6条研15一次抽样第4.7条l15次抽样第4.8条皿I5次抽样第4.9条l20一次抽样第4.10条I20次抽样第4.11条l20一次抽样6.3.3检验结果判定:按6.3.2检验,一个项目不合格则全批不合格。标志、包装、运翰、贮存了1外包装物应标明下列内容:a.制造厂名和商标;b.产品标记;c.数量;d.制造日期;e.生产批号;f.重量;8.怕湿标志。7.2包装应密实牢固,并应有防锈措施了.3运输时应避免剧烈冲撞和雨淋。7.A贮存时应干燥,贮存有效期为一年。免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T94011一1992附录A织机用金属丝编扎钢箱形位公差、显微维氏硬度、箱齿离低极差、箱齿总数相对误差、箱齿节距偏差试验方法(补充件)A1织机用金属丝编扎钢箱形位公差、显微维氏硬度、箱齿高低极差、箱齿总数相对误差、箱齿节距偏差试验方法见表A1,表Al‘_{_‘__1序号认姐从日试样测定部位试验仪器试验方法试骏结果附图1箱齿和1.取成品1.取钢测角器1.以箱梁内1.试验结果以箱梁垂直钢茹为试箱中部和具。分度值侧面为基准各侧点侧值表l{度,(.,)样.距箱端为2,.示值面。示,修约至分值。2.试样外loom-处误差为士2.测I扣梁2.试验报告应观应符合本为侧定部2产。和扣齿的垂直包括试样名称、标准第4章位。度,读取的数规格、量具名称、贬的有关要2.共侧3值为测值.(见角度值、试验条!!求处。附图)件、试验日期等。1!,f2箱齿侧1.取成品1.取钢侧角器1.以箱面为1.试验结果以面和绷平钢箱为试箱中部和具。分度值基准面。各测点测值表面垂直样。距箱端为2,,示值2.测E侧示,修约至分值。度,(。.‘)2.试样外100mm处误差为士面和箱面的垂2.试验报告应观应符合本为测定部2,。直度,读取的包括试样名称、仁避a标准第4章位数值为侧值。规格、f具名称、要求。2.共测3(见附图)角度值、试验条处件、试验日期等.3箱身平1.取成品沿箱宽基准平1.将试样分1.试验结果以面度,mm钢箱为试方向侧板、塞尺.别正反平面放各面侧值表示,样定。且具应符t在基准平板修约至二位小Z.试样外合国家标准上数。阵专==毛乳"o观应符合标要求2.用塞尺测2.试验报告应、“、、、、、‘、、、!准第4章的量箱身的平面包括试样名称、有关要求。度,取其最大规格、t具名称、值。(见附图)试验条件、平面度、试验日期等4显微维1.从钢箱1.每个显微维氏1.试验条件:1.每个试样的氏硬度,中部和两侧试样测定硬度计.试验负荷:试验结果以各点HV各取三片箱3点试验仪器1.96N,测值算术平均值齿。2.整个应符合加荷时间:5表示,修约至整2.试样表钢箱测定GB汀434210s,数。面应符合9点第4章的有保持时间:102.试验报告应GR/T4342关要求-15s,包括试样名称、第4章的有试验方法规格、生产厂名、关要求。按GB/T4342试验条件、试验第5章执行负荷、显微维氏硬度、试验日期等。376免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/"r94011一1992续表Al生鬃嘿测定部位试验仪器{试验方法试验结果附图在箱面钢粘专用1.试验条1.箱齿高低极差按下示例高低极品钢箱为中部沿箱侧试仪。件:式计算辞差(系指试样。宽方向侧1.试验仪侧定应在无0=0Y·N20知面宽2.从箱定器的测头移震动条件下式中11-箱齿高低巧度方向面各取两动速度100进行.极差,mm;75格上,箱齿个测定部一300m./2以箱身DY-图示格10排列高位,每个mm。为基准面,数;5低程度,侧定部位2.测头最平面放Y在N-Mif位移0用在规长度为大it程为工作台上。比1002003001定宽度300.m,士。.smm,3,按仪器2.试脸结果以每个侧内箱面3,试样梢度为使用说明书定部位侧值表示,修约轮脚峰外观质t士。.05mm。进行操作。至二位小数.计算:△二5X0.2/15=0.10mm顶线和应符合本3.应配有4.侧定过3.试验报告应包括试6=7.5X0.2/5=0.lmm轮脚谷标准第4自动记录装程中,要连样名称、规格、生产厂底线之章的有关!.续记录。名、试验仪器、试验日间最大要求。期、高低极差等.距离表示),mm箱齿1.取成}在钻面钢箱计数1.试验条11.箱齿总数相对误差总数相品钢箱为中部沿编仪。件按下式什算对误差试样。宽方向侧1.侧片精侧定应在无E=(N,-N2)/N(系指在2试样定.度不大于屁动条件下X100内幅长外观质t0.5%.进行。式中:五—箱齿总数度内,应符合本2.侧长分2,以拓身相对误差;%;钢箱箱标准第4辨串0.01为基准面,N-理论箱齿数的章的有关mm,精度平面放f在齿总数,理论计要求。为士0.20工作台上。N,—实际茹算值与3箱面mm,3.按仪器齿总数.实际侧应光洁、使用说明书注:N,如在产品上标进行操作.注,可直接代人公式计4.逮取蛤算。内幅宽度值2,理论箱齿数及箱齿总N,=1}-nQ一‘)/100数。式中:N,-理论箱齿数;”—箱号了L-箱内栩宽度,mm;e-箱齿厚度,mm,3.试验结果以侧值表示,修约至二位小数。4.试脸报告应包括试样名称、规格、生产厂名、试验仪器型号、试脸条件、内福宽度、箱齿总数相对误差、试脸日期等377免费标准网(www.freebz.net)无需注册即可下载
免费标准网(www.freebz.net)Fz/T94011一1992续表Al试验仪器试验方法试验结果附图IF;I1.A8$A,1v4f9主掣取成品一1.从钥投影仪或读以茹身为1.试验结果以每个7一T豁钢箱为试Ivi取2个一数显微镜基准面,平面{测定部位的测值表nlnl}*1定部1.试验仪器」放置在仪器示.修约至二位小试样外}位应符合国象标}载物台上数观质量应}“·每个I准要求·I2.按仪器使!“·试验报告应包括符合本标}侧定部位」2.分度值为}用说明书进}试样名称、试验仪器准第4章测定5个}。Olmm,放}行操作。{型号、扣齿节距偏的有关要箱齿节}大倍数为2叫3.测盆每个}差、试验日期等求即部位各箱节3.u面应距.取其最大光洁、平值整。无锡珠.1"u齿应清洁,无软片、弯曲等附录B钢箱箱齿厚度(参考件)111钢箱箱齿厚度应符合表BI的规定表B1mln箱号箱齿厚度一:号卜齿厚PII一、号际齿厚度一。号卜齿厚度一。号箱齿厚度11齿厚度一:号1-70300一5,一550.91}96-1000.50{171^-1800.281261^-2700.191481一5400.101;一15{2.0056^60,0.84一101^-105。·47一181-1900.27一271-2800.181541-6000.0916-201.5061^-65。·78}1061100.4411}191-2000.26281^3000.17一601^-7000.0821一251.40}66-700.721111一120。·4111201一:100.251301-3400.16}701一8000.0726一301.30}71-750.661121一130。,38一211-2200.24一341一3600.15180;一9000.0631-351.20一76--800.62一13,一140。.35」221-2300.231361-3800.141901一,。。。0.0536-401.12一81-850.59}工41一150。·32一231-2400.22一381-4000.1341-451.0586^-900.561151--160。·30}241.2500.214014200.12}-46一5()()98一91一950.53一16‘一‘’。0.29251-2600.201421^-4800.11一附加说明:本标准由纺织工业部技术装备司提出。本标准由仁海纺织器材研究所归口。本标准由上海纺织器材研究所负责起草,由天津纺织器材研究所协作起草379免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- FZT94003-1991盖板式木质梭子.pdf
- FZT94004-1991挠性剑杆织机.pdf
- FZT94005-1991刚性剑杆织机.pdf
- FZT94006-1992织机用停经片.pdf
- FZT94007-1992织机用钢丝综.pdf
- FZT94008-1992织机用钢片综.pdf
- FZT94009-1992织机用铝合金综框.pdf
- FZT94009-2007织机用铝合金综框.pdf
- FZT94010-1992织机用铁综框.pdf
- FZT94011.3-2013筘第3部分喷水织机用筘.pdf
- FZT94012-1992织机用线编扎钢筘.pdf
- FZT94013-1993梭子用梭尖.pdf
- FZT94014-1993梭子用梭芯.pdf
- FZT94015-1993梭子用底板弹簧.pdf
- FZT94016-1994长丝并捻用铝质双边筒管.pdf
- FZT94017-1994长丝络并捻用塑料双边筒管.pdf
- FZT94018-1994多梭箱(1×4)棉织机.pdf
- FZT94019-1994有梭毛织机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明