

- 146.58 KB
- 2022-04-22 13:46:19 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国纺织行业标准FZ/T95004-1994交叉卷绕络纱染色用圆锥形管本标准参照采用国际标准ISO8489.4-1989《纺织机械和附件交叉卷绕络纱染色用圆锥形管半锥角4020"》。1主厄内容与适用范围本标准规定了交叉卷绕络纱染色用圆锥形管(以下简称“染色锥形管,’)的产品分类、技术要求、试验方法、检验规则和包装。本标准适用于半锥角为3030,和4020",绕纱宽度不超过(L-25)mm的交叉卷绕络纱式染色锥形管。2引用标准GB/T153.2针叶树锯材分等GB/T2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB/T2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB/T4173包装用钢带GB/T4892硬质直方体运输包装尺寸系列GB/T6543瓦楞纸箱GB/T6544瓦楞纸板3产品分类3.1根据制管材料,分为不锈钢(代号G)染色锥形管和塑料(代号S)染色锥形管。3.2根据使用环境条件要求,分为普通型(代号P)和耐高温高压型(代号N)染色锥形管。3.3根据使用要求,按半锥角分为3030",4020"(代号分别为A,B)染色锥形管。3.4染色锥形管的型式、基本尺寸及极限偏差应符合图1、表1规定。孟士1.00凶‘十0图1-一--一州-一~一~一~一一-一一,-中国纺织总会1994一04一14批准1994一07一01实施
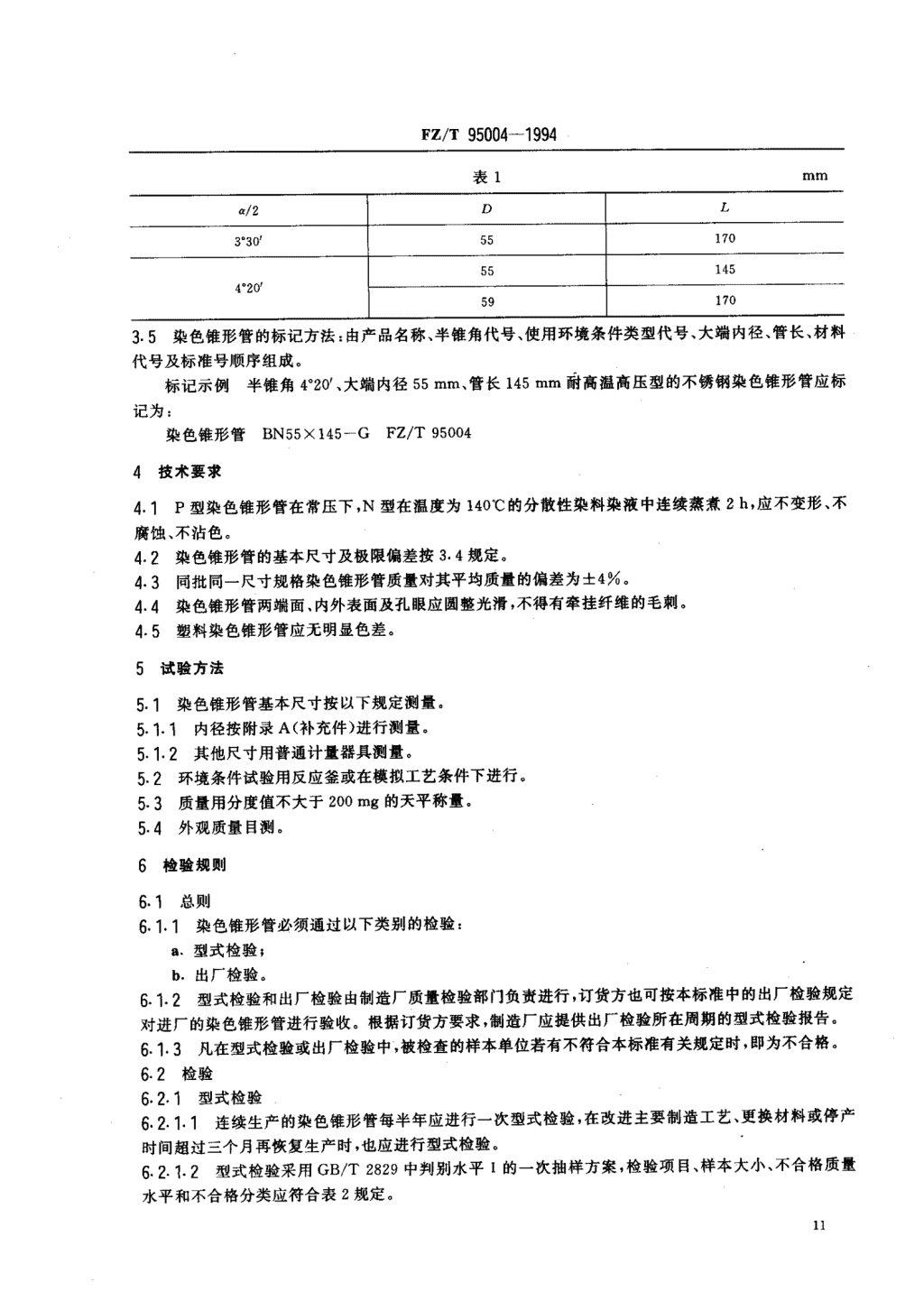
FZ/T95004-1994表1a/2DL3030"55170551454020"591703.5染色锥形管的标记方法:由产品名称、半锥角代号、使用环境条件类型代号、大端内径、管长、材料代号及标准号顺序组成。标记示例半锥角4020"、大端内径55mm,管长145mm耐高温高压型的不锈钢染色锥形管应标记为:染色锥形管BN55X145-GFZ/T950044技术要求4.1F型染色锥形管在常压下,N型在温度为140℃的分散性染料染液中连续蒸煮2h,应不变形、不腐蚀、不沾色。4.2染色锥形管的基本尺寸及极限偏差按3.4规定。4.3同批同一尺寸规格染色锥形管质量对其平均质量的偏差为士40004.4染色锥形管两端面、内外表面及孔眼应圆整光滑,不得有牵挂纤维的毛刺。4.5塑料染色锥形管应无明显色差。试验方法5.1染色锥形管基本尺寸按以下规定测量5.1.1内径按附录A(补充件)进行测量。5.1.2其他尺寸用普通计量器具测量。5.2环境条件试验用反应釜或在模拟工艺条件下进行。5.3质量用分度值不大于200mg的天平称量。5.4外观质量目测。6检验规则6.1总则6.1.1染色锥形管必须通过以下类别的检验:a.型式检验;b.出厂检验。6.1.2型式检验和出厂检验由制造厂质量检验部门负责进行,订货方也可按本标准中的出厂检验规定对进厂的染色锥形管进行验收。根据订货方要求,制造厂应提供出厂检验所在周期的型式检验报告。6.1.3凡在型式检验或出厂检验中,被检查的样本单位若有不符合本标准有关规定时,即为不合格。6.2检验6.2.1型式检验6.2.1.1连续生产的染色锥形管每半年应进行一次型式检验,在改进主要制造工艺、更换材料或停产时间超过三个月再恢复生产时,也应进行型式检验。6.2.1.2型式检验采用GB/T2529中判别水平1的一次抽样方案,检验项目、样本大小、不合格质量水平和不合格分类应符合表2规定。
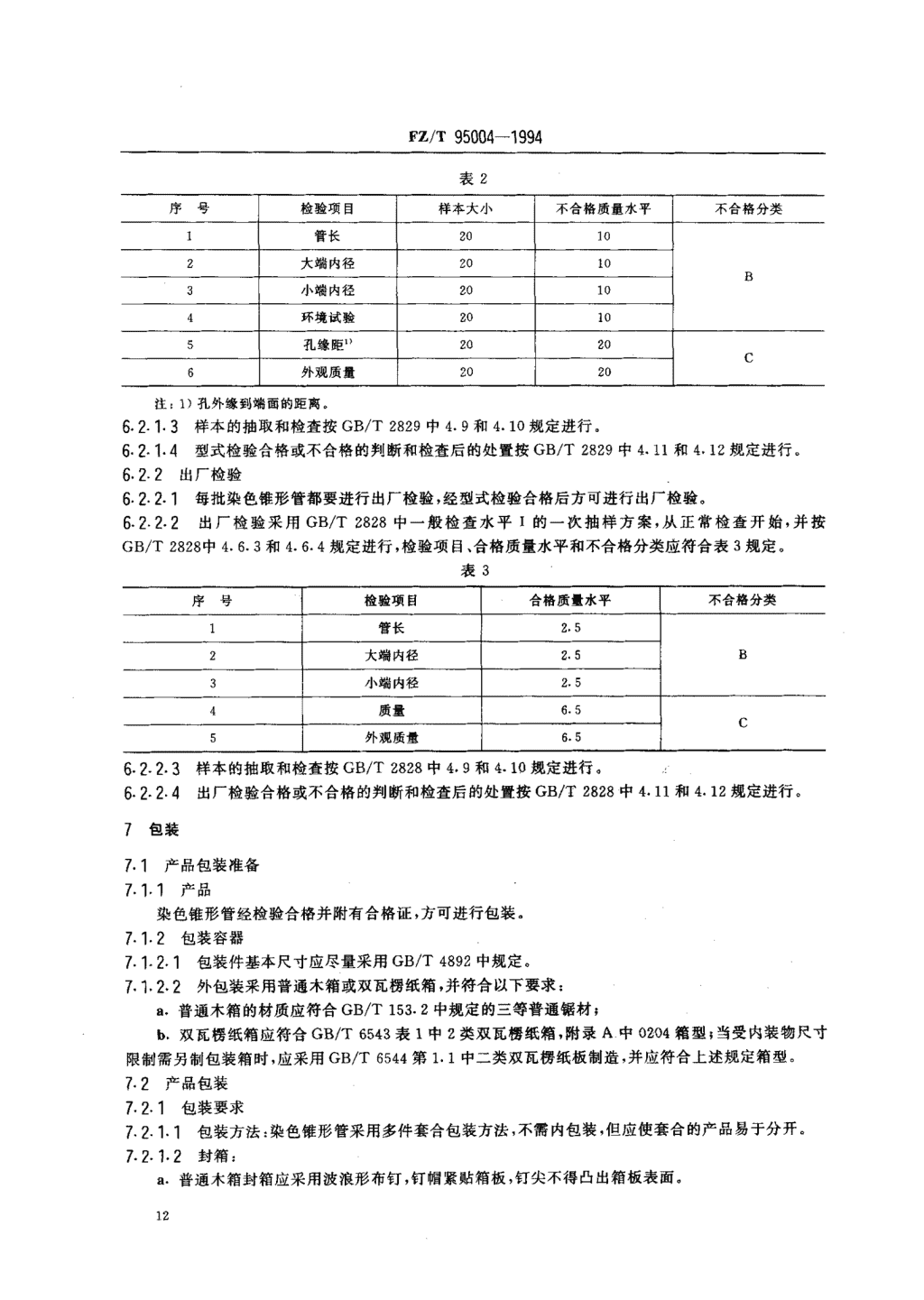
Fz/T95004-1994表2序号检验项目样本大小不合格质量水平不合格分类1管长20102大端内径2010B3小端内径20104环境试验2010弓孔缘距,,2020C6外观质量2020注:1)孔外缘到端面的距离。6.2.1.3样本的抽取和检查按GB/T2829中4.9和4.10规定进行。6.2}1.4型式检验合格或不合格的判断和检查后的外置按GB/T2829中4.11和4.12规定进行。6.2.2出厂检验6.2-2.1每批染色锥形管都要进行出厂检验,经型式检验合格后方可进行出厂检验。6.2.2.2出厂检验采用GB/T2828中一般检查水平I的一次抽样方案,从正常检查开始,并按GB/T2828中4.6.3和4.6.4规定进行,检验项目、合格质量水平和不合格分类应符合表3规定。表3序号检脸项目合格质量水平不合格分类1管长2.52大端内径2.5B3小端内径2.54质量6.5C5外观质量6.56.2-2.3样本的抽取和检查按GB/T2828中4.9和4.10规定进行。6.2.2.4出厂检验合格或不合格的判断和检查后的处置按GB/T2828中4.11和4.12规定进行。了包装7.1产品包装准备7.1.,产品染色锥形管经检验合格并附有合格证,方可进行包装。7.1.2包装容器7.1-2.1包装件基本尺寸应尽量采用GB/T4892中规定。7.1.2.2外包装采用普通木箱或双瓦楞纸箱,并符合以下要求:a.普通木箱的材质应符合GB/T153.2中规定的三等普通锯材;b.双瓦楞纸箱应符合GB/T6543表1中2类双瓦楞纸箱,附录A中。204箱型;当受内装物尺寸限制需另制包装箱时,应采用GB/T6544第1.1中二类双瓦楞纸板制造,并应符合上述规定箱型。了.2产品包装7.2.1包装要求7.2.1.1包装方法:染色锥形管采用多件套合包装方法,不需内包装,但应使套合的产品易于分开。7.2,12封箱:a.普通木箱封箱应采用波浪形布钉,钉帽紧贴箱板,钉尖不得凸出箱板表面。
FZ/T95004-1994b.瓦楞纸箱封箱可采用钉合或粘合方法,钉合时布钉间距不大于70mm,粘合时应采用胶带或强力胶带,其宽度不小于50mm.7.2.13捆扎:封箱后应用GB/T4173中D-P-P-F-0.40X16包装钢带,或用塑料捆扎带,按图2所示方法捆扎。普通木箱瓦楞纸箱图27.2.2包装标志7.2-2.1外包装上应有包装标志(运输包装收发货标志和包装储运图示标志),其内容应符合以下规定。72.2.1.1运输包装收发货标志:a.制造厂名;b产品标记;c.数量;d.毛重;e.颜色;f.生产年月或生产批号;B.体积(长X宽X高=m"),7.2.2.1.2包装储运图示标志按图3所示。.I幸小心轻放怕热小心轻放标志怕热标志图37.2-2.2运输包装收发货标志和包装储运图示标志应分别位于外包装箱的侧面和端面。7.2-2.3标志应用油漆、油墨等印色材料涂打或印刷,标志应清晰、耐久。
Fz/T95004-1994附录A内径测t方法(补充件)A1内径f规Al.1测量染色锥形管内径时,应采用半锥角为3030"或4020,的内径量规。A1.2内径量规采用量具钢或其他钢材并经淬火和研磨制成。A1.3内径量规型式及尺寸应符合图A1、图A2规定。图A1图A2A2测f步骤及结果评定A2.1大端内径将染色锥形管套在内径量规上并用手轻压到底,若大端顶面位于公差标志线范围内,则大端内径尺寸合格;否则为不合格。
Fz/T95004-1994A2.2小端内径将染色锥形管小端套在量规上,若小端顶面位于公差标志线范围内,则小端内径尺寸合格;否则为不合格。附加说明:本标准由中国纺织总会技术装备部提出。本标准由陕西纺织器材研究所归口。本标准由陕西纺织器材研究所、浙江三友纺织器材总厂负责起草。本标准主要起草人赵玉生、蒋传良、商晓刚。'
您可能关注的文档
- FZT94053-2007电子提花机.pdf
- FZT94054-2009喷水织机.pdf
- FZT94055-2009验布机.pdf
- FZT94058-2011喷气织机.pdf
- FZT95001-1991圆网烘燥机.pdf
- FZT95002-1992导辊式横穿布热风烘燥机.pdf
- FZT95002-2010导辊式横穿布热风烘燥机.pdf
- FZT95003-1993圆网印花机.pdf
- FZT95003-2007圆网印花机.pdf
- FZT95004-2007纺织机械与附件交叉卷绕染色用圆锥形筒管技术条件.pdf
- FZT95005-1994不锈钢导辊式平洗槽.pdf
- FZT95006-1998普通轧车.pdf
- FZT95009-1998烘筒烘燥机.pdf
- FZT95010-1998还原蒸箱.pdf
- FZT95011-1998蒸洗箱.pdf
- FZT95012-1999单层拉幅定形机.pdf
- FZT95012-2010单层拉幅定形机.pdf
- FZT95013-1999平网印花机.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明