

- 159.69 KB
- 2022-04-22 13:35:49 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国航空行业标准FL5310BB8031一2002尼龙六角自锁螺母Self-lockingnuts,innilon2003一02一24发布2003一02一24实施国防科学技术工业委员会发布
HB8031一2002前言本标准由中国航空工业第一集团公司提出。本标准由中国航空综合技术研究所归口。本标准起草单位:中国航空综合技术研究所、中国航空工业第一集团公司601研究所和625研究所。本标准主要起草人:隋明丽、张广来、刘广卓。标准分享网www.bzfxw.com免费下载
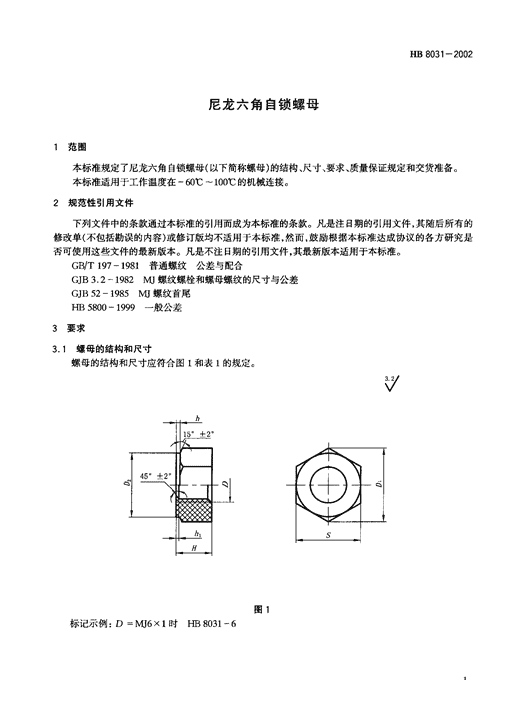
HB8031一2002尼龙六角自锁螺母范围本标准规定了尼龙六角自锁螺母(以下简称螺母)的结构、尺寸、要求、质量保证规定和交货准备。本标准适用于工作温度在一60℃一100℃的机械连接。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T197-1981普通螺纹公差与配合GJB3.2一19821NL1螺纹螺栓和螺母螺纹的尺寸与公差GJB52一19851Vv螺纹首尾HB5800一1999一般公差要求3.1螺母的结构和尺寸www.bzfxw.com螺母的结构和尺寸应符合图1和表1的规定。3.2图1标记示例:D=1v116x1时HB8031一6
HB8031一2002表1单位为毫米}Hhh,100件螺母理论D重量maxD,h12h14士0.1+0.050kg0.008M」3x0.56.35.0I5.5}}3.50.50.3M」4x0.78.1}6.0}7.0{}4.00.019M」5x0.89.27.0}8.0-I}4.50.4一}0.0300.7M」6x111.59.0}10.05.5。.5一}0.043螺纹按GJB3.2一1982,螺纹首尾按GJB52一1985,螺纹公差带为5H6H按GB/T197一1981;螺纹应清洁,没有毛刺、凹陷和断扣。并允许:—在保证螺纹小径的条件下将螺纹牙顶倒圆;—螺纹倒角30",与螺纹同深。一般公差按HB5800一19990螺母的形位公差要求如下:—螺纹孔和圆柱段的圆度应在相应直径的尺寸公差范围内;—螺母六方面相对螺纹轴线的对称度不大于六方面的对边尺寸公差,见图2;www.bzfxw.com图2—螺母支承面的平面度见图3;图3—螺母支承面相对螺纹孔轴线的垂直度不大于0.lmm,见图4,标准分享网www.bzfxw.com免费下载
HB8031一2002图43.2技术要求3.2.1外观螺母颜色有差别部分的面积不允许超过零件表面积的20%。允许:—在lcm,的零件面积上,出现1-3个尺寸不超过0.3mm的氧化夹渣或其他非金属材料的夹渣;—凹坑的深度达到25%的壁厚但不超过0.5mm;—分散点式内部气泡不超螺母总面积的2%。3.2.2材料玻纤增强尼龙610,按65一1JX一2;3.2.3锁紧性能螺母第1次拧人最大力矩值和第10次拧出最小力矩值应符合表2的规定。表2螺纹第1次拧人最大力矩第10次拧出最小力矩NmNm叨3x0.50.020.01N114x0.70.070.02M75x0.80.100.02M」6x10.200.03质t保证规定41检验条件a)螺母应成批提交检验,每批应由同一批号材料、同一代号和同一压模制造的零件组成;b)除非另有规定,检验应在25℃士10"C温度下进行;c)螺母从压制模具中取出至提交尺寸检查前,零件的最短存放时间应符合表3的规定。尸表3﹂ra精度等级ITll一IT12>IT]2ll﹂最短存放时间卜42检验项目、要求、方法及抽样数t检验项目、要求、方法及抽样数量应符合表4的规定
HB8031一2002表4项目要求章条号检验与试验方法章条号抽样数量尺寸3.14.4.1零件批的50%,最多100件外观3.2.14.4.2100%锁紧性能3.2.34.4.310件4.3合格判据a)用于尺寸检查的螺母中,如果有多于5件不符合本标准的要求,则应抽取双倍数量的螺母进行重复检验。如果在重复检验时,仍有多于5件不符合本标准的要求,则整批报废;b)对外观检查结果不合格的零件批,经批选和修正后,可重新提交验收;c)对锁紧性能试验,即使有一件螺钉不符合本标准的要求,则整批报废。4一4检验方法4一4.1尺寸检验螺母采用极限量规、通用或专用测量工具检验螺母的尺寸,在螺母厚度的中间部位检验六角螺母外接圆的直径,应采用极限量规检验螺纹,其结果应满足3.1的要求。4.4.2外观检验螺母的外观在带有不透光灯罩的100W照明灯下目视检查,其结果应满足3.2.1的要求。4.4.3锁紧性能试验将螺母安装到扭力机上,进行第1次拧人的最大力矩和第10次拧出的最小力矩试验。a)第1次拧人的最大力矩:将螺母拧人试验螺栓时产生的最大力矩视为最大拧人力矩。测量螺母第1次拧人最大力矩的起点位置为:螺栓螺纹伸出螺母1扣的位置;终点位置为:螺栓螺纹伸出螺母3-4扣的位置。助第10次拧出的最小力矩:将螺母拧出时产生的最小力矩视为最小拧出力矩。一个拧出螺母循环由至少3整转组成,将螺栓螺纹凸出螺母1扣的位置作为拧出的终点。试验螺栓用玻纤增强尼龙610,按65一1JX一2材料制造。试验时,如果试验螺栓的螺纹磨损未超过允许值,则允许使用同一试验螺栓对若干件螺母进行锁紧性能试验。螺母锁紧性能试验应在没有轴向力的情况下测定螺母的拧人和拧出力矩。试验结果应满足3.2.3的要求。5交货准备5.1包装螺母的包装按GB/T90一1985的规定。5.2合格证每个包装单元都应有合格证。产品合格证应有:名称、标记、批次号、数量、检验员(印章),、封存起止日期和制造单位。说明事项6.1螺母的安装在结构中安装螺母时,不允许污物落人螺母螺纹上。标准分享网www.bzfxw.com免费下载'
您可能关注的文档
- HB8021-2002TC16钛合金过渡配合90°沉头螺栓.pdf
- HB8022-2002TC16钛合金光杆公差带f9的小六角头螺栓.pdf
- HB8023-2002TC16钛合金六角头螺钉.pdf
- HB8024-2002TC16钛合金90°沉头螺钉.pdf
- HB8025-2002TC16钛合金MJ螺纹螺栓螺钉通用规范.pdf
- HB8026-2002TC16钛合金六角厚自锁螺母.pdf
- HB8027-2002TC16钛合金六角薄自锁螺母.pdf
- HB8028-2002尼龙90°沉头螺钉.pdf
- HB8029-2002尼龙半圆头螺钉.pdf
- HB8033-2002MJ螺纹六角头阶梯螺栓.pdf
- HB8034-2002MJ螺纹一字槽90°沉头阶梯螺栓.pdf
- HB8035-2002一字槽六角头螺栓.pdf
- HB8036-2002光杆公差带p6六角头螺栓.pdf
- HB8037-2002光杆公差带p6短螺纹小六角头螺栓.pdf
- HB8038-2002光杆公差带p6一字槽90°沉头螺栓.pdf
- HB8039-2002光杆公差带p6短螺纹一字槽90°沉头螺栓.pdf
- HB8040-2002十字槽120°半沉头螺栓.pdf
- HB8041-8042-2002轻型六角头螺栓.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明