

- 185.31 KB
- 2022-04-22 13:38:19 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
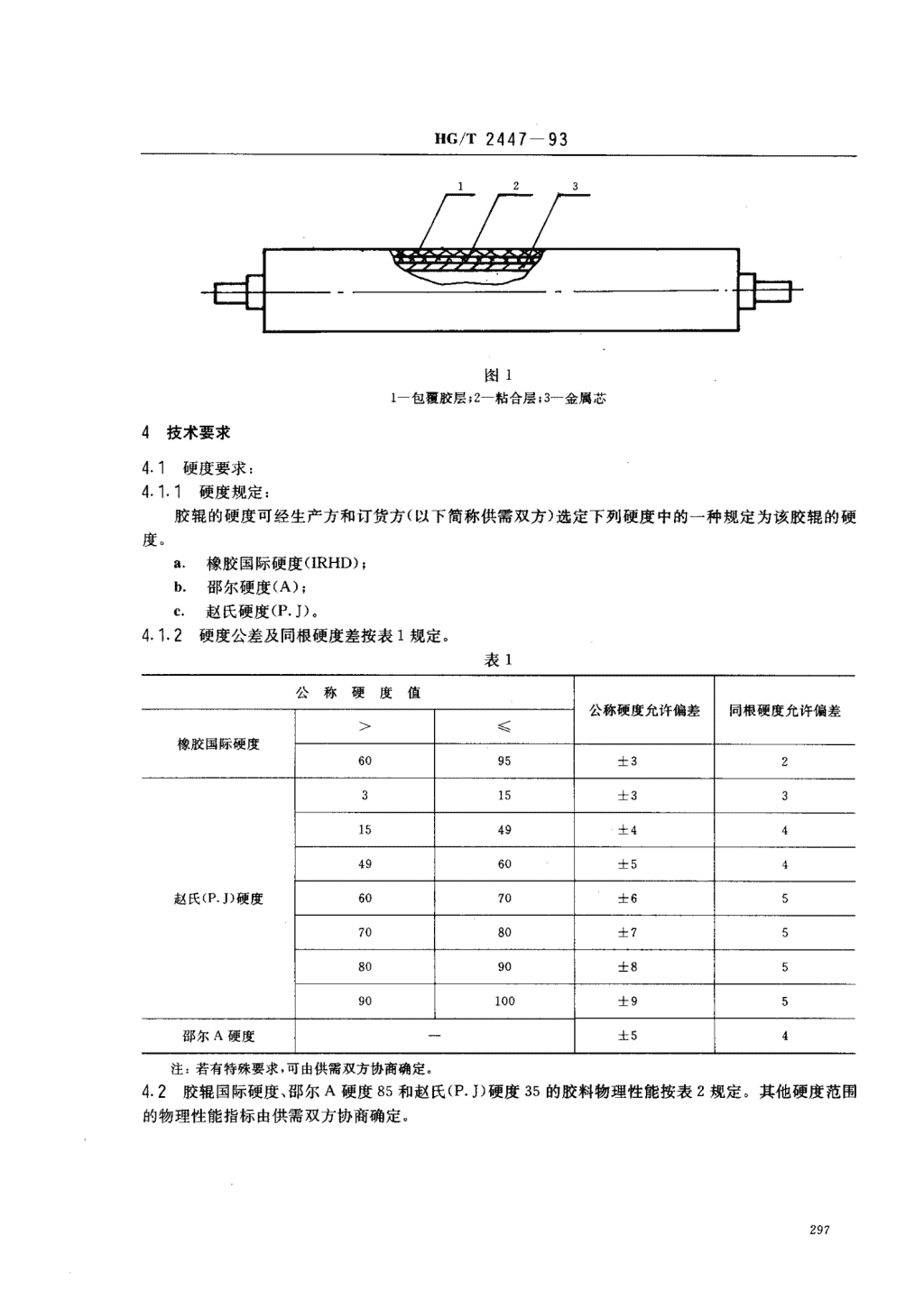
'中华人民共和国化工行业标准HG/T2447一93印染胶辊1主题内容与适用范围本标准规定了印染胶辊的产品分类、技术要求、试验方法、检验规则及标志、包装、运输、贮存和使用要求等。本标准适用于印染机械中的轧染、轧水胶辊,也适用于其他胶辊。2引用标准GB/T528硫化橡胶和热塑性橡胶拉伸性能的测定GB1689硫化橡胶耐磨性能的测定(用阿克隆磨耗机)GB/T169。硫化橡胶耐液体试验方法GB3512橡胶热空气老化试验方法GB9894胶辊硬度要求GB9895胶辊表面特性的分类GB9896胶辊尺寸公差HG/T2413.1胶辊表观硬度的测定赵氏(P.J)硬度计法HG/T2413.2胶辊表观硬度的测定邵尔硬度计法HG/T245。胶辊表观硬度的测定橡胶国际硬度计法3产品分类3.1产品标记3门.1标记方法产品按下列顺序标记:产品名称、硬度(硬度值及硬度种类)、规格尺寸(公称直径x公称长度)、本标准号3.1.2标记示例a.橡胶国际硬度85,公称直径为250mm,公称长度为1600mm的印染胶辊其标记为:印染胶辊85IRHD250X1600HG/T2447b.邵尔A硬度85,公称直径为250mm,公称长度为1600mm的印染胶辊其标记为:印染胶辊85A250X1600HG/T2447c.赵氏(P.J)硬度35,公称直径为250mm,公称长度为1600mm的印染胶辊其标记为:印染胶辊35P.J250X1600HG/T24473.2结构胶辊由金属芯、粘合层和包覆胶层构成(如下图)。中华人民共和国化学工业部1993一07一08批准1994一07一01实施
HG/"r2447一93123图11一包覆胶层2-粘合层;3一金属芯4技术要求4.1硬度要求:4.1.1硬度规定:胶辊的硬度可经生产方和订货方(以下简称供需双方)选定下列硬度中的一种规定为该胶辊的硬度。a橡胶国际硬度(IRHD);b.召Q尔硬度(A);c.赵氏硬度(P.J).4.1.2硬度公差及同根硬度差按表1规定。表1公称硬度值公称硬度允许偏差同根硬度允许偏差>(橡胶国际硬度6095士32315士331549士444960士54赵氏(P.J)硬度6070士657080士758090士8590100士95召R尔A硬度士54注若有特殊要求,可由供需双方协商确定。4.2胶辊国际硬度、邵尔A硬度85和赵氏(P.J)硬度35的胶料物理性能按表2规定。其他硬度范围的物理性能指标由供需双方协商确定
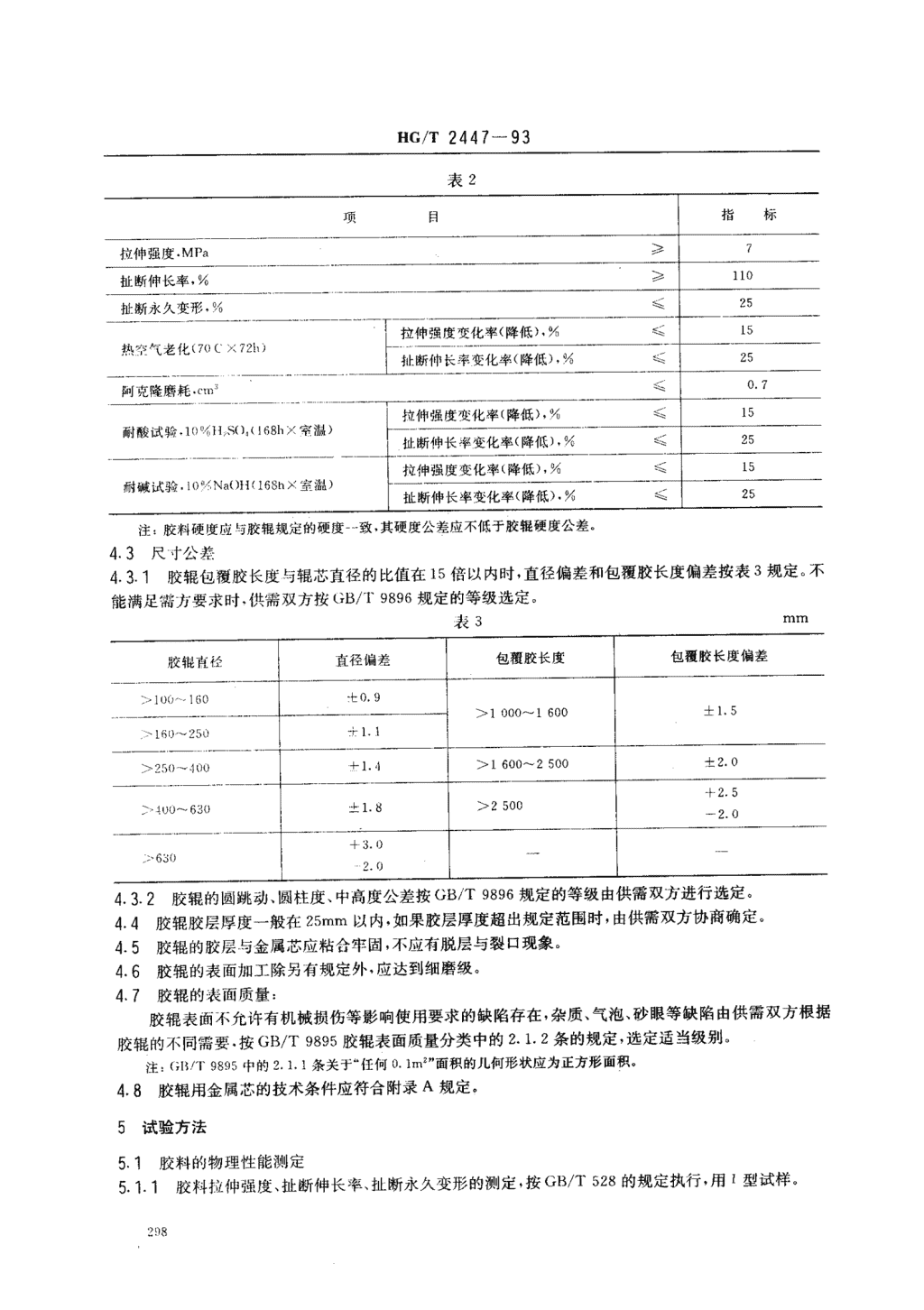
HG/T2447一93表2目。一妻指标拉伸强度.MPa一一110扯断伸长率,%25扯断水久变形%拉仲强度变化率(降低),%15热空气老化(7oCK721夕一二下扯断仲长率变化率(降低),%25二0.7阿克隆磨耗.簇伸强度变化率〔降低),%l5一拉一耐酸试验l()叹曰卜们(lb匕h只毕服)「一下丁簇}扯断仲长率变化率(降低〕,姚25夏拉伸强度变化率(降低),%l5一耐碱试验.10丫Na()H(168h丫室温)簇扯断伸长率变化率(降低).%注胶料硬度应与胶辊规定的硬度一致,其硬度公差应不低于胶辊硬度公差4.3尺寸公差43.1胶辊包覆胶长度与辊芯直径的比值在15倍以内时,直径偏差和包覆胶长度偏差按表3规定。不能满足需方要求时.供需双方按GB/I’9896规定的等级选定。表3包覆胶长度偏差胶辊直径直径偏差包攫胶长度*一一),1叨夕160七09一一一~-一一>1000一1600士1.516沙~25口tl.1J~一一)一묮护,瑀一一一一一一一籎一묮一묮一묮.r一묮一一一一一籎‘一一卜一叶士2.0)2别〕一牡)0+1.‘1>1600~2500+一一一,갭一一一一一>2500〕生U口~630士1.8土:.:一一一一一-)6丫j+:.:4.3.2胶辊的圆跳动、圆柱度、中高度公差按GB/T9896规定的等级由供需双方进行选定。44胶辊胶层厚度一般在25mm以内,如果胶层厚度超出规定范围时,由供需双方协商确定。4.5胶辊的胶层与金属芯应粘合牢固,不应有脱层与裂口现象。4.‘胶辊的表面加工除另有规定外,应达到细磨级。4.7胶辊的表面质量:胶辊表面不允许有机械损伤等影响使用要求的缺陷存在,杂质、气泡、砂眼等缺陷由供需双方根据胶辊的不同需要按GB/T9895胶辊表面质量分类中的2.1.2条的规定,选定适当级别。注(il飞产fg895中的2.11条关于“任何。.lm“”面积的儿何形状应为正方形面积。48胶辊用金属芯的技术条件应符合附录A规定。试验方法5.1胶料的物理性能测定胶料拉伸强度、扯断伸长率、扯断永久变形的测定,按GB/T528的规定执行,用1型试样。5.1.1298
HG/T2447一935.1.2胶料的热空气老化试验,按GB/T3512的规定执行。5.1.3胶料的耐磨性的测定,按GB/T1689的规定执行5.1.4胶料耐酸、耐碱的测定,按GB/T169。的规定执行5.2胶辊表观硬度测定5.2.1NR尔A硬度测定,按HG/T2413.2的规定执行5.2.2橡胶国际硬度测定,按HG/T2450的规定执行5.2.3赵氏(P.J)硬度测定,按HG/T2413.1的规定执行。5.2.4硬度要求按GB/T9894规定执行5.3胶辊规格尺寸与偏差测量按GB/T9896的规定执行。5.4胶辊胶层厚度的测量按GB/T9896和附录A的规定执行。胶层厚度为胶辊直径与金属芯直径之差的二分之一。5.5胶辊胶层脱层,脱胶等缺陷检验用小锤敲击进行检查。5.6胶辊表面加工测定按GB/T9895的规定执行。5.7胶辊表面质量检验用量具与目测方法进行6检验规则6.1出厂检验6.1.1胶辊的硬度偏差及同根硬度差、直径偏差、包覆胶层长度偏差、包覆胶层与金属芯之间的脱层、裂口、表面加工、表面质量应逐根检查。6.1.2上述各项检验项目如有1项不合格,该根胶辊为不合格品。6.2型式检验6.2.1本标准中所列的全部技术要求项目为型式检验项目。6.2.2在正常生产情况下,拉伸强度、扯断伸长率、扯断永久变形每半月进行1次;热空气老化、阿克隆磨耗、耐酸试验、耐碱试验每季度进行1次胶料物理性能如有1项不合格时,应另取双倍试样进行不合格项目复试,复试结果如仍不合格,贝络此期间胶料为不合格。了标志、包装、贮存、运输7.1每根胶辊应有下列标志:a.制造单位;b,标记;c.商标;d.制造日期;e编号;f.检查合格印章7.2用不透光的纸将胶辊包上,并均匀缠裹5^10mm厚的软质保护层,然后利用两轴头将胶辊固定于包装箱内箱内壁与胶辊距离不少于50mm本埠提货或自行提货的胶辊包装,由供需双方商定。7.3包装箱外应标明发往单位、制造单位、产品名称及“轻放”、“向上”等标记‘7.4运往一10--00寒冷地区的胶辊,木箱内应衬防潮纸填加保温材料运往一10(以r严寒地区的胶
HG/"r2447一93辊,必须采取相应的保温措施。了.5胶辊在贮存、运输中,应避免阳光直射,雨雪浸淋,禁止与酸碱、油类及有机溶剂等接触并距热源2m以外7.6胶辊应贮存在。-35"C,相对湿度85%以下的室内。胶辊胶层不得受压。贮存时要每隔1月转动1800,7.7在上述条件下,胶辊自制造日起,在不超过9个月的贮藏期内,产品性能应符合本标准规定。8使用要求81胶辊允许在温度不超过80C,酸或碱的浓度不超过10%的介质中使用。B2胶辊不运转时,不得承受压力。83胶辊开始运转时,应逐渐均匀加压。84时胶辊运转时承受挤压负荷一般不得超过SOON/cm,使用中如胶辊表面出现轻微皱褶、龟裂或表面不平时,应及时卸下,进行加工研磨、修整,使其符合使用技术要求
HG/T2447一93附录A胶辊用金属芯的技术条件(补充件)Al金属芯的技术要求A1门金属芯是一个实芯或中空的圆柱体,壁厚应均匀一致。A1.2金属芯的结构尺寸和表面加工,应符合生产方与订货方协议规定。A1.3金属芯的材料可用铸铁或钢板、钢管。铸铁中空辊芯的壁厚一般不应小于lOmm。钢管和钢板制成的辊芯其壁厚见表Al规定表Al金属芯公称直径壁厚簇100)5>100-250>-8>250-500)12>500妻15A1.4金属芯的表面以中间为界分别车制三角形螺纹,左右螺纹分开,螺纹主要参数见表A2的规定。表A2金属芯公称直径螺距螺纹深度提1001.5-2.01.52.0>1002.5-3.02.5-3.0A1.5铸铁中空辊芯的两端必须通孔,孔的直径不应小于20mm;使用时以平头螺钉堵住。如金属芯的直径在150mm以下、长度不足1200mm时,允许不开孔。A1.6金属芯表面的砂眼、气孔,深度不超过5mm、面积不大于25mm2、每平方米表面内不超过3处时,允许进行修补。但不得用电焊或青铅等方法。A1.7金属芯的轴两端必须有中心孔。为避免在制造厂加工造成机械损伤,金属芯的轴颈不必事先精加工。A1.8金属芯的两端轴颈长度应大于l00mmoA1.9对金属芯静不平衡的要求,由供需双方商定。A2试验方法A2.1金属芯的规格尺寸用卡尺、卷尺等量具测量。A2.2金属芯的表面质量用目测、量具检验A2.3金属芯静不平衡测定:金属芯平衡重量的数值和位置,在金属芯静力状态下确定,即将金属芯的轴颈搁置在水平支承架上,在不平衡状态时较重的部分向下转动,较轻部分需安放配重物,使金属芯达到平衡,此时配重物的重量和位置即可测定。
HG/T2447一93附加说明:本标准由中华人民共和国化学工业部科技司提出。本标准由北京市橡胶制品设计研究院归口。本标准由北京市橡胶制品设计研究院、常州兰陵橡胶厂负责起草。本标准主要起草人张承颜、朱文涌。自本标准实施之日起,原国家标准GB9898-88《印染胶辊技术条件》作废。'
您可能关注的文档
- HGT2442-2001洗衣机V带.pdf
- HGT2442-2012洗衣机V带.pdf
- HGT2443-1993轮胎静负荷性能测定方法.pdf
- HGT2443-2012轮胎静负荷性能试验方法.pdf
- HGT2444-1993农业轮胎耐磨耗性能试验方法双转鼓法.pdf
- HGT2444-2012农业轮胎耐磨耗性能试验方法双转鼓法.pdf
- HGT2445-1993电子打字(印)机胶辊.pdf
- HGT2446-1993造纸胶辊.pdf
- HGT2446-2005胶辊第5部分造纸胶辊.pdf
- HGT2447-2003胶辊第4部分印染胶辊.pdf
- HGT2448-1993橡胶丝.pdf
- HGT2450-1999胶辊表观硬度的测定橡胶国际硬度计法.pdf
- HGT2451-1993设备防腐橡胶衬里.pdf
- HGT2452-1993食品添加剂碳酸钾.pdf
- HGT2454-2006聚氨酯清漆(分装).pdf
- HGT2454-2014溶剂型聚氨酯涂料(双组份).pdf
- HGT2455-1993各色醇酸调合漆.pdf
- HGT2457-1993颜料产品检验、标志、包装、运输和贮存通则.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明