

- 232.98 KB
- 2022-04-22 13:40:40 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国化工行业标准HG/T2537一93焊接用二氧化碳1主题内容与适用范围本标准规定了用作焊接保护介质并以气瓶或贮槽包装供应的液态以及用管道输送供应的气态二氧化碳的技术要求、试验方粗毛、验收规则、标志、包装、运输、贮存、安全要求等。本标准适用于以石灰窑气、合成氨厂气、炼油厂气、矿井气、发酵池气等方法所得的二氧化碳。化学式:co,相对分子质量:44.01(按1989年国际相对原子质量表)231用标准GB190危险货物包装标志GB/T5832.1气体中微量水分的测定电解法GB/T5832.2气体中微量水分的测定露点法GB7144气瓶颜色标记GB10621食品添加剂液体二氧化碳(石灰窑法和合成氨法)HG1495化工标准物质通则HG1496化工标准物质管理办法3技术要求焊接用二氧化碳应符合表1要求。表1组分含19项目优等品一等品合格品二氧化碳含量,v/v,lo-l)99.999.799.s液态水不得检出不得检出不得检出油水蒸气+乙醇含量,m/m,io-=50.0050.020.05气味无异味无异味无异味注:对以非发醉法所得的二氧化碳,乙醇含量不作规定.中华人民共和国化学工业部1993一09一06批准1994一07一01实施
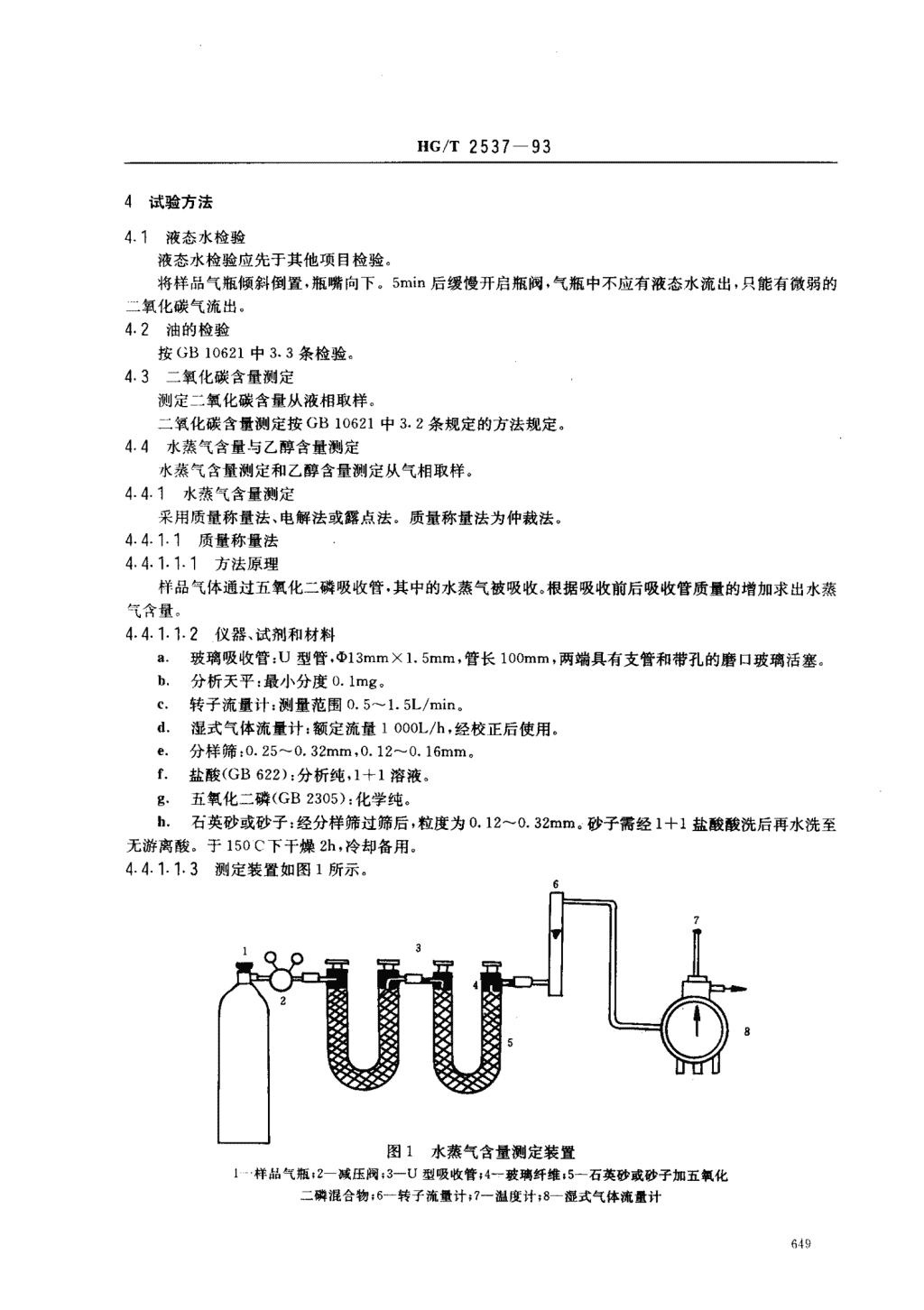
HG/T2537一934试验方法4.1液态水检验液态水检验应先于其他项目检验将样品气瓶倾斜倒置,瓶嘴向下。5min后缓慢开启瓶阀,气瓶中不应有液态水流出,只能有微弱的二氧化碳气流出。4.2油的检验按()B10621中3.3条检验4.3二氧化碳含量测定测定二氧化碳含量从液相取样。二氧化碳含量测定按GB10621中3.2条规定的方法规定。4.4水蒸气含量与乙醇含量测定水蒸气含量测定和乙醇含量测定从气相取样。4.4.1水蒸气含量测定采用质量称量法、电解法或露点法。质量称量法为仲裁法4.4.1.1质量称量法4.4.1.1门方法原理样品气体通过五氧化二磷吸收管,其中的水蒸气被吸收。根据吸收前后吸收管质量的增加求出水蒸气含量4.4.1.1.2仪器、试剂和材料a.玻璃吸收管:v型管.(Dl3mmX1.5mm,管长l00mm,两端具有支管和带孔的磨口玻璃活塞b.分析天平:最小分度0.lmg,c.转子流量计:测量范围。.5-1.5L/min,d.湿式气体流量计:额定流量1OOOL/h,经校正后使用。e.分样筛;0.25^-0.32mm,0.12^-0.16mm,f.盐酸(GB622):分析纯,1+1溶液。S.五氧化二磷(GB2305):化学纯。h.石英砂或砂子:经分样筛过筛后,粒度为0.12^0.32mm。砂子需经1+1盐酸酸洗后再水洗至无游离酸。于150c下干燥2h,冷却备用。4.4.1.1.3测定装置如图1所示。‘样品气瓶,2-减压阀;3-U型吸收管;4一玻璃纤维;5一石英砂或砂子加五氧化二磷混合物;6一转子流量计;7-温度计;8-湿式气体流量计
HG/T2537一934.4.1门,4测定步骤将所需体积的石英砂或经处理过的砂子装入具塞容器内,迅速加人等体积的五氧化二磷,盖上塞子,晃动容器,使五氧化二磷与石英砂或砂子混合均匀,迅速将该混合物移入清洁、干燥的U型吸收管内口管口用玻璃纤维填紧,塞上涂有真空脂的磨口塞,转动塞子,使其确实不漏气。两支吸收管之间用软管联接。把吸收管与样品气瓶、转子流量计、湿式气体流量计按图1所示联接,并检查整个装置不漏气。小心开启样品气瓶阀、减压阀和吸收管活塞,让样品气以约500mL/min的流量流过10min,完全置换吸收管中的空气,并使湿式流量计中的水被二氧化碳饱和。关闭减压阀和吸收管活塞,取下吸收管,擦净外壁把吸收管置于玻璃干燥器内约20min后称量(准确至。.lmg)。其质量为ml.重新按图1接好吸收管,记下湿式气体流量计读数为V,,然后以0.5-1L/min的流量取样50L。关闭样品气阀和吸收管活塞,记下湿式气体流量计读数为V2。取下吸收管并擦净外壁,把吸收管置于玻璃干燥器内20min后称量(准确至。.lmg),其质量为M2.4.4.1.1.5计算质量称量法测定水蒸气含量W按式(1)计算W=m石于2一下-r,=入t-+-下子2-7-3二.2,入X100.·················⋯⋯(1)VZ一V1!"-P_4224..2061又,_120713-.32式中m一取样前吸收管的质量,9;Mz一一取样后吸收管的质量+g;V一一取样前湿式气体流量计读数,L;V,—取样后湿式气体流量计读数,L;t—样品气体的温度,C;P测定时的大气压,kPa;P一一温度t时水的饱和蒸气压,kPa(见附录);22.26一一每摩尔二氧化碳的体积,L;44.01—每摩尔二氧化碳的质量,g,注:测定装置的各连接软管要适当地短,减少渗漏.4.4.1.2电解法4.4.1.2.1电解法测定水蒸气含量按GB/T5832.1进行。4.4.1.2.2计算电解法测定焊接用二氧化碳中水蒸气含量w按式(2)计算18.01/22.4I不r=巾Xx1o,(2)44.01/22.26式中:45—电解法测得的水蒸气体积分数,10-s;18.01—每摩尔水的质量+H;22.4—每摩尔水蒸气的体积,L;44.01—每摩尔二氧化碳的质量+B;22.26—每摩尔二氧化碳的体积,I。4.4-1.3露点法4.4.1.3.1露点法按GB/T5832.2进行。4.4.1.3.2露点法测定焊接用二氧化碳中水蒸气含量w按式(3)计算P、,18.01、,八。W=(3)户不下入瓦万111-式中:h一露点温度下水的饱和蒸气压,kPa(见附录);P-一测定时的大气压,kPa;
HG/T2537一9318.01一一每摩尔水的质量,g;44.01—每摩尔二氧化碳的质量"a.4.4.2乙醇含量的测定4.4.2.1乙醇含量测定采用气相色谱法。用氢火焰离子化检测器检测。被测组分经载气带人色谱柱分离后进人检测器被电离,电离生成的离子流与被测组分含量成正比由此定量。4.4-2.2仪器带有氢火焰离子化检测器的气相色谱仪仪器对乙醇的最低检测浓度为5x10-".4.4.2.3参考操作条件a载气:纯氮(GB8979),流量30^-40mL/min;b.燃气:纯氢(GB7445),流量30--40mL/min;c.助燃气:空气,流量300^-400m1./min;d.色谱柱:长lm,内径2-4mm不锈钢管,装填Porapak-Q(0.07^-0.Imm)或其他等效于Pora-pak-Q的固定相;e,柱温;1000;f检测器温度:150"C;9.进样量:1mL;h.记录仪器:量程1mv记录仪或积分仪、微处理机等。4.4.2.4色谱柱活化:Parapak-Q柱,以30^-40mL/min流量通人载气、200℃下活化4h以上。4.4.2.5标准气:以二氧化碳为底气。称量法制备,乙醇含量与样品气中乙醉含量相近。标准气应符合HG1495和HG1496的规定。4.4-2.6操作步骤4.4.2.6.1按仪器使用说明书开启仪器,至仪器稳定。4.4.2-6.2开启标准气瓶瓶阀和减压阀,以适当流量充分置换取样管路和取样阀后进样。记录峰面积(或峰高)。44.2.6.3开启样品气,充分置换取样管路和取样阀后进样。记录峰面积(或峰高)。4-4-2.7计算两次重复测定的峰面积(或峰高)的算术平均值为测定绪果‘两次测定值的相对误差应小于50o乙醇含量W,按式(4)计算___A.w,一W:二二..⋯“二“.......⋯⋯。。。。.⋯。。。。。。。,二。。。。(4)A;式中:W一标准气中乙醇含量,10一,,m/m;A—样品气中乙醉峰面积,MM"(或峰高mm);汽—标准气中乙醉峰面积,MM"(或峰高mm),4.4.3水蒸气含量加上乙醉含量,即为二者的总含量.4.5气味检验气味以人的嗅觉来检验.小心开启样品气阀门,让样品气不断缓级流出,30s后用手扇嗅其味。应无异味。5验收规则5.1焊接用二氧化碳由生产厂的质量检验部门检验。生产厂应保证出厂产品质量符合本标准要求5.2焊接用二氧化碳按批量抽检。52.飞用气瓶包装供应的焊接用二氧化碳每批数量为一个生产班充装的气瓶数量。
HG/"r2537一935.2门门验收整批气瓶装二氧化碳时,按表2规定随机抽样检验。表2批量数(瓶)抽样数(瓶)50以下251-1003101-5005501以上105.2门.2检验结果如有一项不符合本标准时,应从该批气瓶中按表2抽样数的二倍重新随机抽样检验重新检验的结果若仍有一项不符合本标准要求时,该批产品不能验收。5-2-2用贮槽(车)包装供应的焊接用二氧化碳,每一贮槽为一个批量。贮槽应设有供取样检验用的取样阀门和管路5.2-2.1对以贮槽的取样阀门和管路直接把样品气送入检测仪器的检验,检验结果如有一项不符合本标准要求时,该批产品不能验收。5.2-2.2对以专用取样容器从贮槽取样供检验的情况,检验结果如有一项不符合本标准要求时,应从该批产品中重新取样检验。重新检验的结果若仍有一项不符合本标准要求时。该批产品不能验收。5.2.3焊接用二氧化碳以管道输送供应时,在生产厂输送管道末端每个生产班至少检验两次。当检验结果有一项不符合本标准要求时,则不能出厂。5.3用户有权按本标准规定验收。5.4用户和生产厂对产品质量发生异议时,由双方共同检验或提请仲裁。6包装、标志、运输、贮存6.1焊接用二氧化碳的气瓶及其充装、充装系数、运输、贮存、使用都应符合《气瓶安全监察规程》和《危险货物运输规则》的规定,包装标志应符合GB190的规定。6.2焊接用二氧化碳的贮槽及充装、充装系数、运愉、贮存都应符合《压力容器安全技术监察规程》及其产,钻标准的规定。6.3气瓶或贮槽充装二氧化碳的实际充装量应不小于最大充装量的90%,产品合格证上标称的产品净fi:与实际充装量之差应小于5%0气瓶或贮槽的最大充装量M按式(5)计算M=K·1r.......................-一。⋯⋯.。”....·····一(5)式中:K一气瓶或贮槽的充装系数,kg/L;V-一气瓶或贮槽的水容积,L,6.4气瓶和贮槽外表漆色、色环、字样、字色应符合GB7144的规定。6.5焊接用二氧化碳气瓶或贮槽应专用,不得充装其他气体。用户将空瓶返回生产厂时,应留有余压,并不得低于。5MPa,瓶帽应齐备.生产厂在充装前,必须按《气瓶安全监察规程》检查。如不符合要求,必须经相应处理后才可充装。6.6输送焊接用二氧化碳的管道材质、管径、壁厚、输送距离、输送压力等都应符合有关的设计要求和安全规定6.7焊接用二氧化碳出厂时,应附有质量合格证。其内容包括:。.产品名称;
He/T2537一93b.本标准号、产品等级、组分含量c.生产日期、生产批号;d.产品净重;e.生产厂名;f,高压液化气体及安全标志等。7安全要求巧操作区空气中的二氧化碳浓度高于5xto-1时,对人的健康有害。二氧化碳的密度比空气大。并倍,容易在空气流通差的地方聚积,会引起缺氧窒息。生产、贮存、使用二氧化碳的地方空气流通要好,具有通风设备。气瓶或贮槽应放在阴凉、干燥处,避免阳光直射。
HG/T2537一93附录A庵点温度下水的饱和蒸气压(补充件)表Al温度,C饱和,气压,kP·一温度,℃饱和蒸气压,kPa一+一459.5832202.33714牛91006lg2.1958438.6393182.062542一193724l77780161.817240?3754l51.7039396.9914141.597238一1.4972376.27551Z1401艺365,9408l11.31193556235101‘2272345.319591.1474335.030281.0722324.75437100143J4.4930609345,304.2423508719329400504081300.28{30.7575427356502010554263.3610l0.65661253.16770061075242.9837一10。56782232.8091一2052756222,6438一30,439822l2.4864一40.454496乌1
HG/T2537一93续表Al温度,C饱和蒸气压,kPa饱和蒸气压,kPa一一50.42143一280.061341一6039063一290.055889一70.36184一0050876一8一一310.046276一90.30971一320.042050一100.28624{一330.038183一110.26438一340.034624一120.24411一350031384一130.2251310.028424一14020758一0025704一15}一380.023225一160.17598一390020972一170.16185】0.018905%一一180.14879一410017039一190.13666i0.014345一200.12540一430.013765一.一一210.11500一440.012386一220.10538一450011186一230096485一460.009959一240.088272一470。003919一25}一480007973一260.073714一490.007119一270.067274一500.006359附加说明:本标准由中华人民共和国化学工业部技术监督司提出。本标准由化学工业部西南化工研究院归口。本标准由化学工业部西南化工研究院、机械电子工业部哈尔滨焊接研究所、北京分析仪器厂负责起草本标准主要起草人吴家兴、温安然、柳志刚。'
您可能关注的文档
- HGT2528-1993氯化磷酸三钠.pdf
- HGT2528-2009氯化磷酸三钠.pdf
- HGT2529-1993荧光测井片.pdf
- HGT2530-1993印刷制版软片用聚酯片基.pdf
- HGT2531-1993照相化学品成色剂COC-2(青324).pdf
- HGT2532-1993照相化学品邻苯二甲酸二丁酯.pdf
- HGT2534-1993照相化学品磷酸三甲苯酯.pdf
- HGT2535-1993照相化学品增感染料含量的测定反相高效液相色谱法.pdf
- HGT2536-1993医用计算机断层摄影胶片.pdf
- HGT2538-1993磁带用聚酯薄膜拉伸性能测定方法.pdf
- HGT2540-1993内燃机车机油橡胶软管.pdf
- HGT2541-1993标准化工作导则有机化工产品标准编写细则.pdf
- HGT2542-1993工业三氯乙烯.pdf
- HGT2543-1993工业氯甲基甲醚.pdf
- HGT2544-1993工业对氯苯酚.pdf
- HGT2545-1993十六醇.pdf
- HGT2546-1993导热油-400(联苯-联苯醚混合物).pdf
- HGT2547-1993工业氯乙醇水溶液.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明