

- 176.74 KB
- 2022-04-22 13:31:59 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'JCS37.040.30G84备案号:23667--2008HG中华人民共和国化工行业标准HG/T4006--20082008—04-23发布紫激光光敏CTP版VioletphotopolymerCTPplates2008—10-01实施中华人民共和国国家发展和改革委员会发布
标准分享网www.bzfxw.com免费下载前言本标准参照采用日本富士公司实物质量标准。本标准由中国石油和化学工业协会提出。本标准由全国感光材料标准化技术委员会(SAC/TCl02)归口。本标准起草单位:乐凯集团第二胶片厂。本标准主要起草人:邵国安、王泳、潘展。HG/T4006--2000
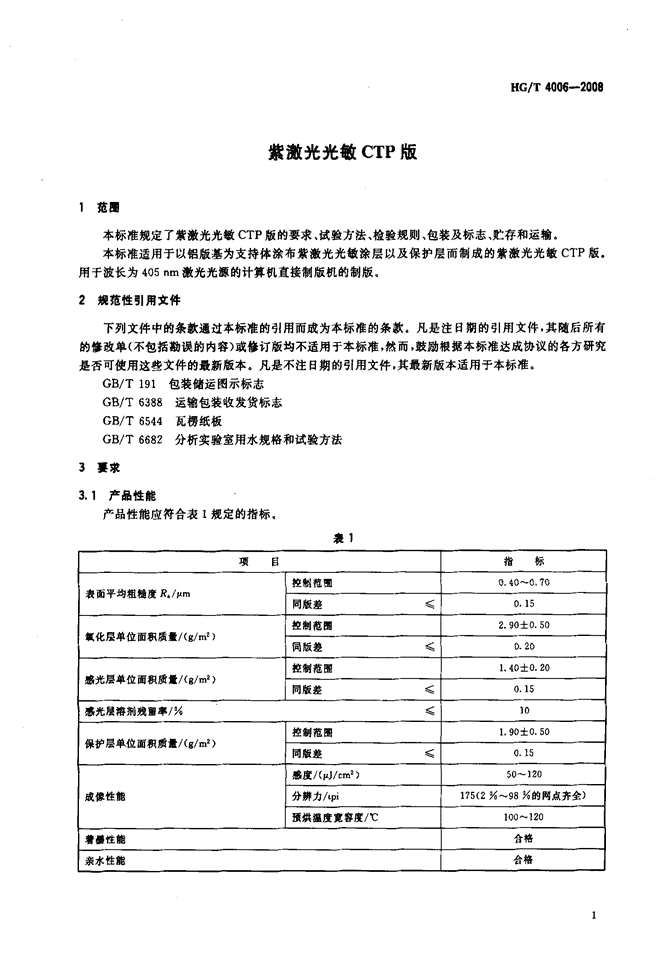
紫激光光敏CTP版1范田本标准规定了紫激光光敏CTP版的要求、试验方法、检验规则、包装及标志、贮存和运输。本标准适用于以铝版基为支持体涂布紫激光光敏涂层以及保护层而制成的紫激光光敏CTP版。用于波长为405nm激光光源的计算机直接制版机的制版。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T191包装储运图示标志GB/T6388运输包装收发货标志GB/T6544瓦楞纸板GB/T6682分析实验室用水规格和试验方法3薹求3.1产品性能产品性能应符合表1规定的指标。裹1项目指标控制范围0,40~O.70表面平均粗糙度凤/pm同版差≤0.15控制范田2.90士0.50氧化层单位面积质量/(g/m2)佩版差≤O.20控制范围1.40±0.20感光层单位面积质量/(g/m2)同版差≤0.15瘟光层溶剂璃留率/%≤10控制范围1.90士0.50保护层单位面积质量/(g/mz)同版差≤0.15感度/(Ⅳ/cm2)50~120成像性能分辨力/tpi175(2%~98%的网点齐全)预烘温度宽窖度/"C100~120着基性能合格亲水性能台格
标准分享网www.bzfxw.com免费下载XG/T4006—20083.2表观质量版面(iE、反)应平整、涂层应均匀,无划伤、折痕、气泡、脏点、脱涂以及明显的擦伤、风痕、滴痕等弊病。3.3尺寸规格3.3.1根据用户的需求裁切多种规格。3.3.2同张版材的宽度、长度的裁切精度(极限偏差)均为士1I∞ITI,两条对角线的长度差为≤1rnlTl。注:版材宽度指平行于印刷滚筒轴线边的尺寸-版材长度指与版材宽度相垂直边的尺寸。3.3.3根据用户特殊的需要,亦可裁切更高精度要求的尺寸。3.3.4推荐版材厚度为0.15mm~o.40mm。3.3.5版材厚度极限偏差为士0.01mm。3.4保证期产品自生产之日起,在本标准规定的条件下贮存和运输,保证期为9个月。4试验方法4.1试验环境安全照明:黄色安全灯。温度:(23士1)℃。相对湿度:(60士3)%。4.2试验药品本标准中规定使用的化学药品均为化学纯级。本标准中规定使用的蒸馏水符合GB/T6682的规定。本标准中使用的各种溶液供一次性使用。本标准规定的显影液为紫激光光敏CTP版显影液(pH=12.2~12.4)。4.3表面平均粗糙度髓的测定取一块全宽试样,先用水将保护层除去,然后用4.2规定的显影液除去感光层,再用清水冲洗干净,经干燥后冷却至室温,用精度0.01pm的粗糙度测定仪在距版边10cm以上部位均匀测试五处,将五处的算术平均值作为该试样的R。值,以五处测得的最大值减最小值为同版差。4.4氧化屡单位面积质量的测定4.4.1处理液配制在带有刻度的烧杯中,加人500mL~800mL蒸馏水,再加人20g重铬酸钾,溶解后加入质量分数为85%的磷酸35mL,然后用蒸馏水稀释至1000mL,倒人容器中摇匀密封备用。4.4.2测定取一块全宽试样,距边10cm以上部位,均匀裁切大于10cm×10cm的试样三块,用4.3同样的方法除去保护层和感光层后,用质量分数为20%的氢氧化钠溶液涂在版材背面.1min后,用质量分数为10%的硝酸溶液中和残存的碱液,用蒸馏水冲净,经干燥恒重后再精确裁切成10am×10cm的试样(精确至1ram)。用天平称量试样(精确至0.1mg)。将称好的试样浸入4.4.1的处理液中,温度控制在95℃~100℃,浸Smin后取出,用清水冲净,干燥并冷却至室温,再次准确称量试样重。按式(1)计算每张试样的氧化层质量。MA一(m1一m2)/0.01⋯⋯⋯⋯⋯⋯⋯⋯,⋯⋯⋯⋯⋯⋯“(1)式中:MA——版材面氧化层质量,单位为克每平方米(g/m2)}ml——未除去版材面氧化层的试撵质量,单位为克(g)lm2——除去版材面氧化层后的试样质量,单位为克(g),2
HG/T4006--20000.01——试样面积,单位为平方米(mz)。取三块试样测试结果的算术平均值作为该版材氧化层质量。取三块试样中氧化层质量的最大值减去最小值为氧化层的同版差。4.5感光层单位面积质量的测定‘在沿版材对角线方向,离边10cm以上部位,精确裁切10cm×10cm(精确至1ram)的试样三块,用水将保护层除去,经干燥后冷却至室温,用天平称量(精确至0.1mg)。用4.3同样的方法除去感光层,干燥至恒重再次准确称量试样质量,按式(2)计算感光层质量。MB一(m3一m4)/o.01⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·⋯⋯⋯”(2)式中:MB——感光层质量,单位为克每平方米(g/m2);m。——除去保护层,未除去感光层的试样质量,单位为克(g);/n4——除去感光层后的试样质量,单位为克(g),0.01--试样面积,单位为平方米(m2)。取三块试样测试结果的算术平均值作为该版材感光层质量。取三块试样中感光层质量的最大值减去最小值为感光层同版差。4.6礤光屡溶剂残留率的测定取10cm×10cm(精确至lram)的试样三块,用水将保护层除去,经干燥后冷却至室温,用天平称量(精确至0.1mg)。然后将试样放人100℃的烘箱中烘30rain,冷却至室温后称量,用4.3同样的方法除去试样的感光层,用水冲洗干净,再在100℃的烘箱中烘15rain,冷却至室温后再次称量,以质量分数表示的感光层溶剂残留率按式(3)进行计算。溶剂残留率(%)一(m5一m6)/(m5一m7)×100式中:m5——除去溶剂前试样的质量,单位为克(g);m6——除去溶剂后试样的质量,单位为克(g);(3)m7——除去感光层后试样的质量,单位为克(g)。取三块试样测试结果的算术平均值作为该版材感光层溶剂残留率。4.7保护蜃单位面积质量的测定在沿版材对角线方向,离边10cm以上部位,精确裁切10cm×10cm(精确至1ram)的试样三块,用天平称量(精确至0.1mg)。用水将保护层除去,干燥至恒重再次准确称量试样质量,按式(4)计算保护层质量。Me一(ms—m9)/o.01⋯⋯·⋯·⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯·(4)式中:Mc——保护层质量,单位为克每平方米(g/mz)l/728——未除去保护层的试样质量,单位为克(g),7/1"9——除去保护层后的试样质量,单位为克(g);o.01——试样面积,单位为平方米(m2)。取三块试样测试结果的算术平均值作为该版材保护层质量。取三块试样中保护层质量的最大值减去最小值为保护层同版差。4.8成像性能的测定4.8.1试样制版程序试样制版程序按表2进行。
标准分享网www.bzfxw.com免费下载HG/T4006--2008寰2程序温度/℃相对湿度/%时间/3加工药液扫描制版23士150~70预烘11010~30预水洗室温显影24士115~25紫激光光敏CTP版显影液水洗室温干燥4.8.2感度测定使用紫激光光敏CTP版直接制版机(能和标准设备相吻合、激光输出功率60mw、反射镜转速为24000r/rain的内鼓式曝光仪)进行测量,激光器输出405nm的功率为30mw、60mW或100mw,可进行调整,光斑直径0.01cm,在T(0.01ms)时间内可扫出一定面积的(o.01cm×0.25cm)的线条.在一定的显影条件下(24℃18s显影)。采用4.2条中规定的显影液,测得到清晰的线条所需最低功率,通过式(5)计算可得出版材的感度:S一(P×T)/A⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(5)式中:S--感度,单位为微焦每平方厘米(Ⅳ/cm2);r一扫描时间,单位为毫秒(ms);P——激光器输出到达样版的光斑的功率,单位为毫瓦(roW)}A——相应扫描时间所扫描面积,单位为平方厘米(cm2)。4.8.3网点分辨力的测定用4.8.2中规定的紫激光CTP直接制版机内置测试梯尺对试样进行扫描制版,机器按3.1中表1之规定的分辨力进行设置,按4.8.1的制版程序加工后,用30倍放大镜观察2%~98%的网点应齐全。4.8.4预烘温度宽窖度的测定取20crux30cm(精确至1mm)的样版五块,用4.8.2中规定的紫激光CTP直接制版机内置测试梯尺对五块试样进行扫描制版,将制好的每张样版在烘箱中对应100℃、105℃、110℃、115℃、120℃各预烘608后,按4.8.1对样版进行水洗、显影加工,用4.8.2方法测得每张样版的感度,五张样版的感度差(最大值与最小值的差)Jb于10%,则判定预烘温度宽容度符合3.1之规定。4.9着墨性能和亲水性能的测定选取一定尺寸的试样[(318mm×381mm)~(605mm×745mm)],在4.8.2规定的紫激光CTP直接制版机上进行扫描制版.按4.8.1的冲洗加工工艺冲洗加工后,用脱脂纱布在版材上提墨,用清水冲洗后观察着墨情况。版材空白部分应不着墨,版材图像部分应全部着墨。4.10寰观质量的测定在黄色安全灯下目视观察版面表面,其质量符合3.2之规定。4.11尺寸的测定版材的宽度、长度、对角线用标定过的分度值为1mm的钢板尺测量,版材厚度用标定过的千分尺测量,其尺寸符合3.3之规定。5检验规则5.1出厂检验规则4
HG/T4006--2008本产品由生产厂的质量检验部门按表3规定的检验项目、检验批量和检验频率进行检验,检验达到本标准第3条款之规定,并附有合格证方可出厂。寰3检验项目检验批量检验频率表面平均粗糙度R。每铝卷号为一批每批测一次氧化层单位面积质量每铝卷号为一批每批铡一次感光层单位面积质量每批号涂布液为一批每批测一次感光层溶剂残留率每批号涂布藏为一批每批铡一次保护层单位面积质量每批号涂布液为一批每批测一次成像性能每批号涂布液为一批每批测一次着墨性能每批测一次每批号涂布液为一批亲水性能每批测一次表观质量逐张检验尺寸每台设备每班产量相同规格的产品为一批每批测三张5.2产品验收经销商或用户有权按本标准规定进行产品验收,经检验合格的产品,应予接收。若经检验有不合格项目,剐应加倍取样进行复检,以复检结果为准,若仍有不合格项目,经销商或用户有权提出退换货要求。6包装爰标志每两张紫激光光敏CTP版之间用一张中性防潮纸隔开,20张至50张为一个包装,上下各放一张卡板纸,装入产品合格证(合格证上应标注批号、工作号、检验人员及检验日期等),然后用涂塑黑纸包严,并用胶带贴封,放人一瓦楞纸盒(其技术指标应符合GB/T6544之规定)内,并放人产品说明书。瓦楞纸盒用胶带贴封,并用打包带打好。盒外贴产品标签。标明生产厂名、详细地址、邮政编码及电话、产品名称、执行标准编号或标准备案号、注册商标、型号、规格、数量、生产日期、保证期以及“小心轻放”、“防潮”、“防晒”、“防热”、“防震”、“防止辐射”等字样和标志。标志符合GB/T191、GB/T6388之规定。7贮存和运输7.1产品的贮存符合下列要求:——贮存室温度不高于30℃,相对湿度不高于70%。——产品应保持原封装,距地面和墙壁均15cm以上,堆放高度不超过1.2m。——禁止与酸、碱或其他产生有害气体的化学药品和放射性物质同室存放。7.2产品在运输和装卸过程中不得受日晒、雨淋和剧烈振动、挤压。'
您可能关注的文档
- HGT3972-2007饲料级碳酸氢钠.pdf
- HGT3979-2007工程机械翻新轮胎.pdf
- HGT3983-2007耐化学腐蚀现场缠绕玻璃钢大型容器.pdf
- HGT3989-2007间苯二酚(1,3-苯二酚).pdf
- HGT3997-2008硫包衣尿素.pdf
- HGT4001-2008工业用硫酸二甲酯.pdf
- HGT4003-2008黑白涂塑散页相纸尺寸.pdf
- HGT4004-2008医用感绿X射线胶片.pdf
- HGT4005-2008医用感蓝X射线胶片.pdf
- HGT4007-2008照相化学品十二水合硫酸铝钾(硫酸铝钾).pdf
- HGT4008-2008照相化学品乙酸(冰乙酸).pdf
- HGT4011-2008化学试剂百里香酚酞.pdf
- HGT4013-2008化学试剂2,2-联吡啶.pdf
- HGT4022-2008对氯邻硝基苯胺(红色基3GL).pdf
- HGT4023-2008分散翠蓝S-GL(C.I.分散蓝60).pdf
- HGT4024-2008还原直接黑RB(C.I.还原黑9).pdf
- HGT4025-2008酸性黄NM-4RLN(C.I.酸性黄151).pdf
- HGT4026-2008分散黄E-3G(C.I.分散黄54).pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明