

- 166.45 KB
- 2022-04-22 11:43:12 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准涂料研磨细度的测定DeterminationoffinenessofgrindforcoatingsG日6753.1-86国家标准局批准并发布1986-08-26批准1987-08-01实施
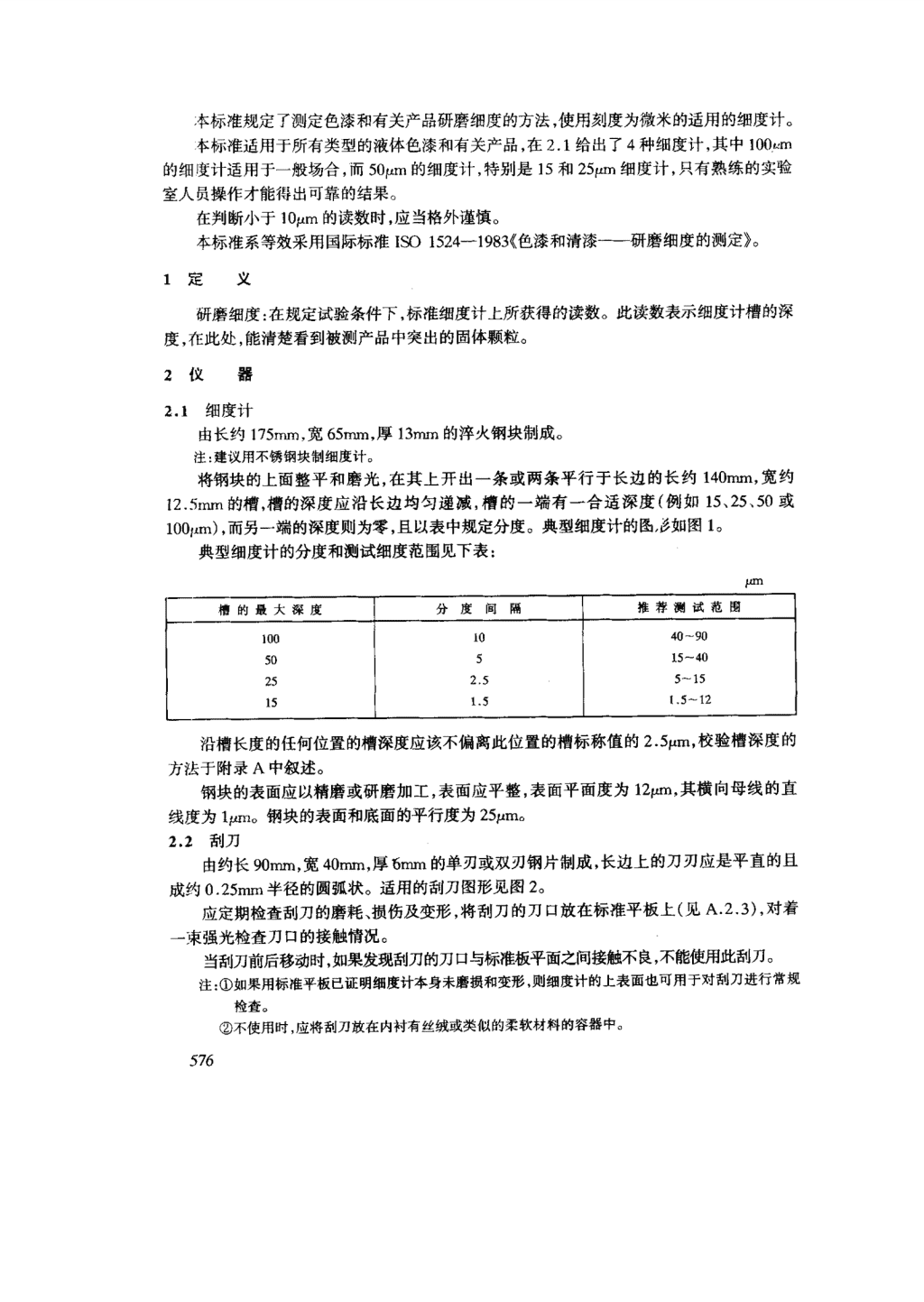
本标准规定了测定色漆和有关产品研磨细度的方法,使用刻度为微米的适用的细度计。本标准适用于所有类型的液体色漆和有关产品,在2.1给出了4种细度计,其中100um的细度计适用于一般场合,而50t,m的细度计,特别是15和25Nm细度计,只有熟练的实验室人员操作才能得出可靠的结果。在判断小于10Pm的读数时,应当格外谨慎。本标准系等效采用国际标准ISO1524-1983《色漆和清漆—研磨细度的测定》。1定义研磨细度:在规定试验条件下,标准细度计上所获得的读数。此读数表示细度计槽的深度,在此处,能清楚看到被测产品中突出的固体颗粒。2仪器2.1细度计由长约175mm,宽65mm,厚13mm的淬火钢块制成。注:建议用不锈钢块制细度计。将钢块的上面整平和磨光,在其上开出一条或两条平行于长边的长约140mm,宽约12.5二的槽,槽的深度应沿长边均匀递减,槽的一端有一合适深度〔例如15,25,50或l00jzm),而另一端的深度则为零,且以表中规定分度。典型细度计的图多如图to典型细度计的分度和测试细度范围见下表:槽的最大深度分度间隔推荐侧试范围1040-905015-40255-15巧::1_5-12沿槽长度的任何位置的槽深度应该不偏离此位置的槽标称值的2.50m,校验槽深度的方法于附录A中叙述。钢块的表面应以精磨或研磨加工,表面应平整,表面平面度为12[m,其横向母线的直线度为lprno钢块的表面和底面的平行度为25jAmo2.2刮刀由约长90mm,宽40n1m,厚bmm的单刃或双刃钢片制成,长边上的刀刃应是平直的且成约0.25rnm半径的圆弧状。适用的刮刀图形见图2.应定期检查刮刀的磨耗、损伤及变形,将刮刀的刀口放在标准平板上(见A.2.3),对着一束强光检查刀口的接触情况。当刮刀前后移动时,如果发现刮刀的刀口与标准板平面之间接触不良,不能使用此刮刀。注:①如果用标准平板已证明细度计本身未磨损和变形,则细度计的上表面也可用于对刮刀进行常规检查。②不使用时,应将刮刀放在内衬有丝绒或类似的柔软材料的容器中。576
州-11m.料二竺州坐目日的卜鲤一鲤﹄左竺鲤枷一。15.01".15.01".25.0y.25.01".寿日亩=1320r.5061"yL.m}}=1320r.50g1"w.m.0粼一=6rI.O1"ym愕}}墨聋1一贵.}}}.01"0c.0}luu}}c.0}ym0}}0.}n图1典型的细度计577
刮刀刀刃8=0.25300日300刮刀刀刃月留025图2适用的刮刀3取样按GB3186-82《涂料产品的取样》规定取出代表性试样。4试验步骤4.1进行预测以确定最适宜的细度计规格和试样的近似研磨细度(见表和4.5的注)。此近似测定结果不包含在试验结果中。进行3份试样的平行测定。4.2将彻底洗净干燥的细度计(2.1)放在水平、平坦、不会滑动的平面上。4.3将足够量的样品倒人沟槽的深端,并使样品略有溢出,注意在倾倒样品时勿使样品夹带空气。4.4用两手的大拇指和食指捏住刮刀,将刮刀的刀口放到细度计沟槽最深一端,与细度计表面相接触,并使刮刀的长边平行于细度计的宽边,而且要将刮刀垂直压于细度计的表面,使刮刀和槽的长边成直角。在1-2s内使刮刀以均匀的速度刮过整个表面到沟槽深度为零的一端,要施加足够的压力于刮刀上,以使沟槽中充满试样,多余的试样则被刮下4.5从刮样完了后不超过3s的时间内,以如下方法从侧面观察细度计,观察时,视线与沟槽的长边成直角,且和细度计表面的角度为不大于300,不小于200,同时要在易于看出沟槽中样品状况的光线下进行观察。注:如果由于试样的流变性能而造成在刮样后不能得到平整的图样时,可加人最低盘的适宜之稀释剂或漆剂溶液并用人工搅拌,然后重复试验,在试验报告中注明稀释情况,有时稀释试样可能发生凝聚而影响研磨细度结果。4.6观察试样首先出现密集颗粒点之处,特别是在横跨沟槽3mm宽的条带内包含有5--10个颗粒(见图3和4)的位置,在密集颗粒点出现之处的前面可能出现的分散的点可不予理会,确定此条带上限的位置,读数精确程度分别为:对量程l00Fun的细度计为5pm;对量程50um的细度计为2[um;578
对量程25fAm的细度计为1Fun;对量程15pm呼的细度计吟为0.5}M.曰鲤日鲤鲤曰鲤日鲤日鲤伞日鲤伞日伞鲤川﹄一鲤目鲤日鲤鲤国鲤平日。。图3细度计(读出值60p-)上的典型读数图4读数为14pun细度计的放大图4.7每次读数之后立即用适宜的溶剂仔细清洗细度计和刮刀。5结果的表示5.1计算计算三次测定的平均值,并以与初始读数相同的精度(见4.6)记录其结果。5.2精密度5.2.1重复性(r)由同一操作者在同一实验室,在一个短的时间间隔内,用同一设备,用本标准试验方法所获得的相同试验材料的两个单独试验结果之绝对差低于细度计量程10%时,可认为其置信度为95%.5.2.2再现性(R)不同操作者在不同实验室,采用本标准试验方法对同一材料进行试验所得两个单独试验结果之间的绝对差值低于细度计量程20%时,可认为其置信度为95%06试验报告试验报告至少应包括下列内容:a.试验产品的类型和名称;579
n所用细度计的规格;c.说明稀释情况(见4.5注);d.试验结果,以pm表示;e,商定或由其他原因造成的与规定试验操作的任何不同之处;f试验日期附录A校验槽深的方法(参考件)A.1引言细度计长期使用在上表面可能产生磨损,因而改变了槽的有效深度。因此槽深应定期校验,适用的校验方法叙述如下。A.2设备A.2.1千分表:圆柱形,可读到2p-m或更高精度,装有半径小于。.25mm的探针。A.2.2装上金属块的千分表:块长约60inm,和刮刀(2.2)的工作边有近似的尺寸,有直径为0.25二的圆弧边缘和600的夹角(见图),此金属块应提供严格卡住千分表的手段,使圆柱能垂直通过块的中心,在块的端面上刻出或加工出一条垂线,建议用绝热垫固定金属块。A.2.3参照平面:由精密研磨表面或达到机床制造工平板精度的光学平板玻璃的严格平面构成。A.2.4三角板,边长100二或更长。A.3操作步骤A.3.1用三角板(A.2.4)和铅笔或轻型划线器延长细度计的刻度。A.3.2在金属块(A.2.2)上装上千分表(A.2.1),使圆柱或探针至少凸出块的接触边0.1二。金属块放在参照平面(A.2.3)上时,调千分表的指针为0.A.3.3在细度计上放好金属块,使垂线和刻度延长线(见A.3.1)相对应,将圆柱搁在细度计的槽上。围绕它的接触边摇摆金属块,并记录千分表的最小读数。A.3.4在所选刻度上重复步骤A.3.2和A.3.3,并计算三次读数平均值。在很多刻度处进行试验,计算每个选定试验位置读数的平均值。A.3.5若平均值同任一刻度标称值的偏差大于3p.m,则此细度计应退回生产厂校验和修正〔附加说明:本标准由中华人民共和国化学工业部提出,由全国涂料和颜料标准化技术委员会归本标准由涂料检验方法分会SC2/WG24工作组负责起草。本标准主要起草人陆秀敏。580
支架60一闷9之晒支架淬火并研磨基面,使刀口同$8扩孔居中装配金属块的千分表5R了'
您可能关注的文档
- GB 6746-1986 船用油舱漆通用技术条件.pdf
- GB 6746-86 船用油舱漆通用技术条件.pdf
- GB 6747-1986 船用车间底漆通用技术条件.pdf
- GB 6747-86 船用车间底漆通用技术条件.pdf
- GB 6748-1986 船用防锈漆通用技术条件.pdf
- GB 6748-86 船用防锈漆通用技术条件.pdf
- GB 6750-86 色漆和清漆密度的测定.pdf
- GB 6751-86 色漆和清漆挥发物和不挥发物的测定.pdf
- GB 6752-86 色漆和清漆容器中物质量的测定.pdf
- GB 6753.2-86 涂料表面干燥试验 小玻璃球法.pdf
- GB 6753.3-86 涂料贮存稳定性试验方法.pdf
- GB 6753.5-86 涂料及有关产品闪点测定法 闭口杯平衡法.pdf
- GB 6753.6-86 涂料产品的大面积刷涂试验.pdf
- GB 6822-1986 船底防污漆通用技术条件.pdf
- GB 6822-86 船底防污漆通用技术条件.pdf
- GB 6823-1986 船舶压载舱漆通用技术条件.pdf
- GB 6823-86 船舶压载舱漆通用技术条件.pdf
- GB 6824-1986 船底防污漆铜离子实海渗出率测定法.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明