
- 186.59 KB
- 2022-04-22 11:43:02 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准UDC667.6:629.12.011GB6747-86船用车间底漆通用技术条件Generalspecificationofshopprimersforshipbuilding木标准适用于船用钢板、型钢和成型件经抛(喷)丸表面处理达到要求的等级后施涂的车间底漆。该车间底漆作为暂时保护钢材的防锈底漆。车间底漆可分含锌粉底漆和不含锌粉底漆两种。1技术要求1.1一般要求1.1.1车间底漆的物理性能应符合产品技术要求。1.1.2为适应自动化流水线作业需要,车间底漆应能在较短的时间内卜燥。1.1.3对涂过车间底漆的钢板进行加工后,其漆膜受破坏之处应进行表面处理,并用同一种车间底漆修补。1.1.4车间底漆应对下道漆种具有广泛的配套性,并对长期暴露的车间底漆旧漆膜有良好的重涂胜o1.1.5车间底漆涂装中的劳动安全应符合国家有关规定。1.1.6切割速度的减慢不超过15%01.2技术指标产品应符合下列技术指标:项[]指标「燥时间〔251_t℃表1(指触法)〕。min5附肴力,级2漆膜厚度,}Lm含锌粉的车间底漆15-20不含锌粉的车间底漆20-25耐候0(在海洋性气候‘卜’}锈),级含锌粉的11.1111A漆(6个)1)3不含锌粉的车11111-漆(3个)])4,ik,i接"jtlJ割“t成型和恋曲③211!:J夕耐候性指标中的4级是指出现锈点的面积不超过50%.迄为保证顶日J为保证项12试验方法2.1干燥时间国家标准局198608一26发布1987一08一01实施
GB6747-86按GB1728-79《漆膜、腻f膜于燥时间测定法》进行。(指触法:手指压漆膜向前推移约]cm漆膜无明显的移位)2.2附着力按GB1720-79《漆膜附着力测定法》进行。2.3漆膜厚度2.3.1按GB1764-79《漆膜厚度测定法》中乙法进行。2.3.2流水线,},施涂于钢板上漆膜厚度的测定按附录A.1进行。24耐候性2.4.1样板的制备按GB1767-79《漆膜耐候性测定法》,钢板除锈采用喷砂进行。2.4.2测试结果按GB1766-79《漆膜耐候性评级方法》,},第6章进行。2.5焊接与切割按附录A.2进行。2.6成型和弯曲按附求A.3进行。3验收规则3.11/`I71:由生产)的检验部门按本标准规定进行检验,并应保证所有出J‘产品都符合本标准的技术指标。产品应有合格证,必要时另附使用说明及注意事项。3.2接收部门有权按本标准的规定,对产加,进行检验。如发现质a不符合本标准技术指标规定时,供需双方共同按GB3186-82《涂料产品的取样》重新取样进行复验。如仍不符合本标准技术指标规定时,产品即为不合格,接收部门有权退货。3.3产品按GB3186-82进行取样。样品应分两份,一份密封贮存备查,另一份作检验川样品。3.4供需双方应对产品包装及数量进行检捉核对,如发现包装有损漏,数最有出人等现象时,应及时通知有关部门。3.5供需双方在产品质量七发生争议时,由产品质141.监督检验机构执行仲裁检5"..4包装、标志、贮存和运输4.1产品贮存f洁洁、}几燥、密封的容器‘via容器附有标签,注明产品型号、名称、批号、取狱、11丫1一)名及生产11期。4.2产品在存放时应保持通风、}飞燥,防止日光八接照射,并应隔绝火源、远离热源,夏季温度过高}}寸应没法降温。4.3产品在运输时,应防止雨淋,E7光曝晒,并且符合运输部f一1有关的规定。4.4产品在符合4.2的存放条件下,自生产之k1起,有效贮存期按产品规定。超过贮存期可按不标准规定的1日进行检验,如结果符合要求仍可使用。
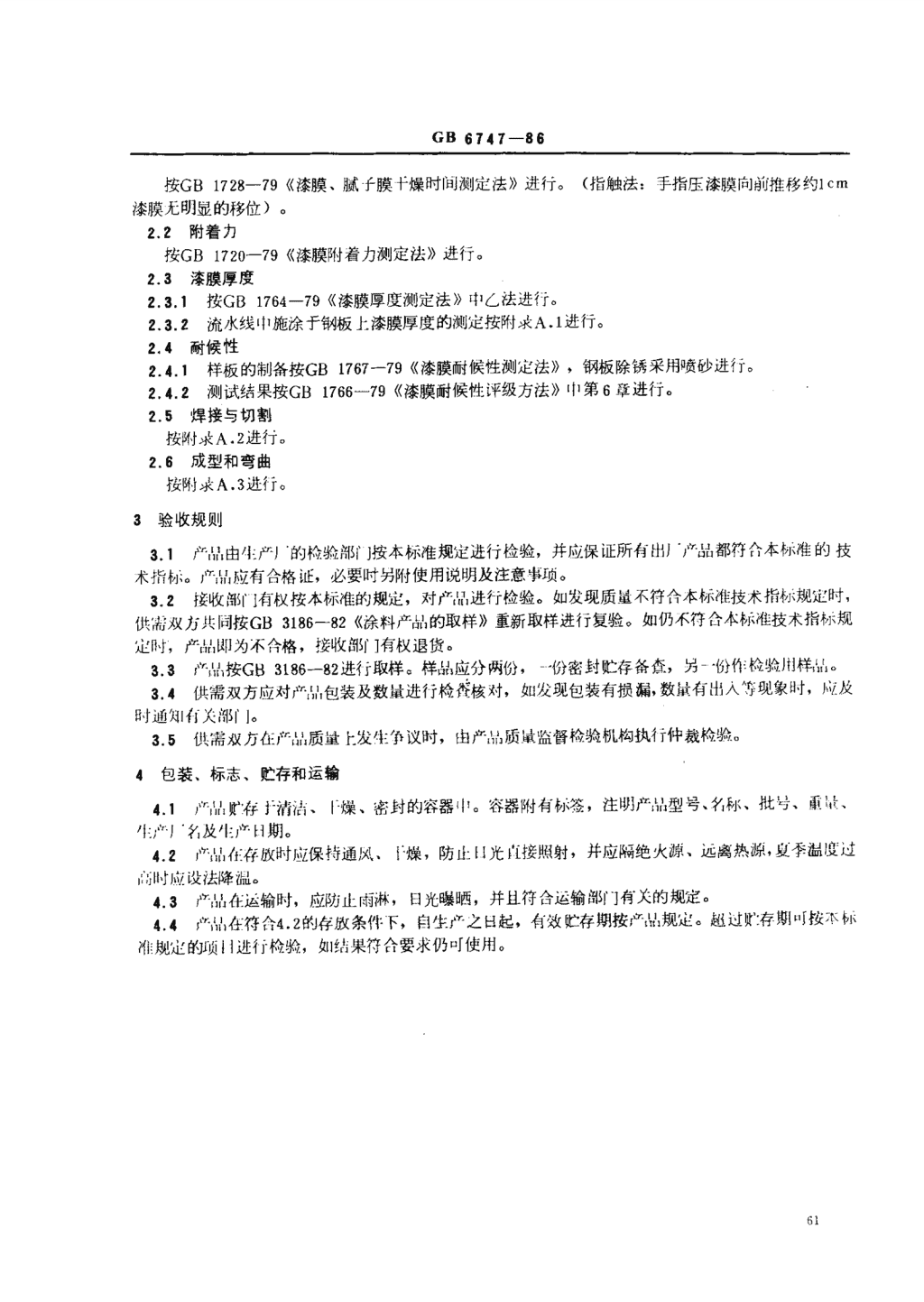
GB6747-86附录人车间底漆特性的检验方法(补充件)A.1车间底漆的漆膜厚度测定A.1.1钢板经抛丸流水线除锈后,在涂装前,于其正反两面用胶带贴上光滑的钢质检验板70mmx300mmx1mm,使检验板与钢板同时被喷涂车间底漆,干燥后作漆膜厚度测定。^1.2M板检验板的贴置应具有代表性,参见图Al.口橇图A1A.1.3每块检验板上,应测定不在同一直线上的五个任意点的漆膜厚度。A.1.4用I乍Its]ltt漆漆膜厚度测定的测厚仪,其测量误差应小十t0%.A.1.5操作方法:按照测厚仪说明书规定的方法校准测厚仪。川浸渍溶剂的棉球擦拭已磨平的钢板,将涂漆样板用胶带[IM定f-这钢板的三处,经喷涂I燥后取F样板,在一样板的五个点上测定厚度。测定结果的表达:林块样板的五个测厚点的平均厚度即为「膜的厚度。A.1.6除了进行测定的结果外,测定记录应指明本标准中未规定的操作细节以及可能影响测定结果的情U.A.2焊接与切割A.2.1焊接的组装件与原始的金属在力学匕应基本相同。A.2.2由烨接和切割所破坏的漆膜,在焊接或切割缝的每一边都不应超过20--oA.2.3t{"接处应符合A.2.11.4.A2.4按图A2和图A3所小,截取拉力、冷行、冲击试饭。A.2.5根Vtsl*i"T}l的特性来确定4=-llil底漆的影响,按A.2.6及A.2.8进行。A.2.6币}对接flL件应用15一20mm厚的板材进行试验。必须用V型缺「!在尹碑士妄前表101]边缘Yi如卜处PI!a。组件1—按制造I的说明沁喷涂。
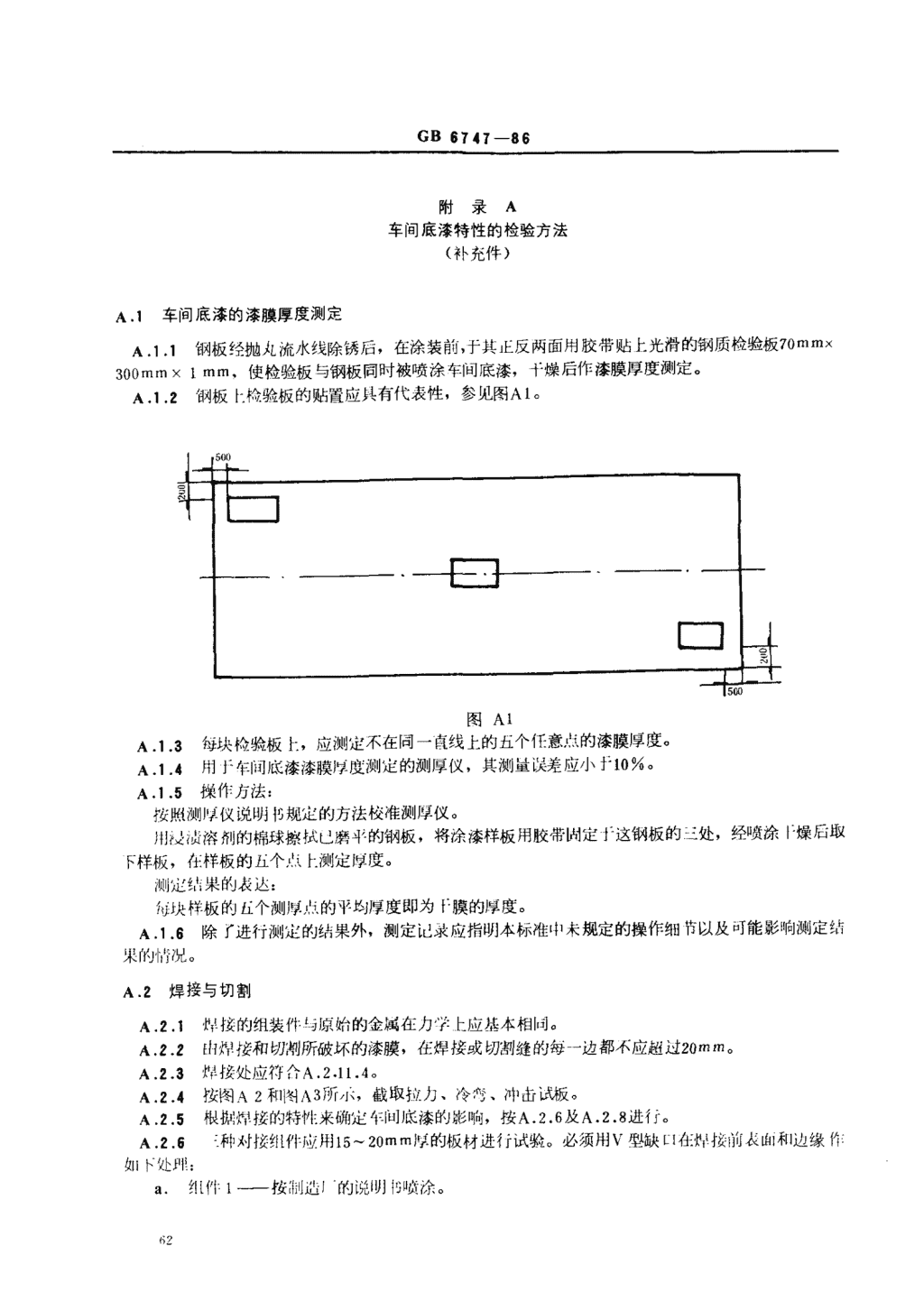
GB6747-86b.组件2—喷涂的厚度人约为制造!说明("z厚度的M1倍。:.flL件3—不喷涂。A.2.7坛个试验组件应按F列试验:a.x射线拍片在检杏时应有大J二板厚2%的灵敏度,山一架图象质址指小器显小出来。b.宏观照相。这些相片可以是实际尺寸井应靠近每一焊缝瑞部和III央处拍摄。c.:!、反向的弯曲试验。试板应用压力或锤了围绕着一个fl径等f板if3倍的定径怜来夸曲,‘呀曲}变为120。d.川I击试验。应按雕备的几只却贝V型缺11,在室温(2511℃)III进行。e.车间底漆「膜厚度的测定。做一块70mmx300mmxImm冷轧钢质检验板。比检验板与伴接钢板同时喷涂乍间底漆,!几燥后应测定不在同,I"t线卜的五个任意点的厂膜厚度平均值即为厂膜的)"r-度。A.2.8对1几V型缺1.1冲击试验.具平均试验结果应符合木章r5的有关规定,3个试验允6`I有一个个别fti可以小f-所需的’I"均fl"i但不得小I"平均仇的70%aA.2.9试驮应在}1d家船检局的验船师在场的洁HF,由如J从书这项!作的独}i:的实验室来进{r,试,yl,报告和11本应和XI寸线拍片与宏观图一起提交审改。A.2.10焊接试板时的电流,应按制造)一推养的电流,若一种焊接材料对交、以流电均能用时,则刃‘制试版时]Iv.采月J交流电。A.2.11对接试板A.2.11.1对接试板的炸制和试样的截取应符合F列规定:a.对接试样的厚度为15-20mm,宽度不小fl00mm,长度应足够提供截取规定数iii和尺寸的试样,焊缝坡L1为V型,坡1a角度为60,焊缝kilal隙为2一3mm,试板形状与规格按图A2及图A3所小。b.对接试板的钢板与所试验的焊条等级应相适应,见F表规定。Pd.条"9级SH422.01SH422.01S日427.01SH427.02SH506.02S11507.01试板"iMl`-k入f3或[)D或E36,D30D36,E36D36、C36C.对接试板的F13接采用平对接"Nf井川相应的烨条,若检验部门需要可加焊一块试板。^2.11.2平对接r;".缝试板,板1"}-16mm>A级钢板,"y条SH422.01,第1道用似.0mm.}条$l底,儿余用诱5.Omm焊条。NA反面铲根,并用04.Omm焊条封面,正反焊缝加强高不小于ammo钾接过程iii,练焊完道,试板应放置在砂止的空I洲,使焊缝冷却到250℃以F,然后4A`一道。A.2.11.3X射线拍片‘。拍片检杏时应有大J"板厚2%的灵敏度,由」架图象质胶指.7:器显示出来。A.2.11.4宏观照扣。应拍弃近侮一灯缝端部和‘},央处,压扁试验,看根部情况,100mmki=缝长度,气孔火iii不超过2个(根部的表面气孔不计)。A.2.11.5试样加[见图A2,图A3。
GB6747-860^图AZ
GB6747-86
您可能关注的文档
- GB 6738-86 电测量指示和记录仪表及其附件的安全要求.pdf
- GB 6740-86 漆料挥发物和不挥发物的测定.pdf
- GB 6741-86 均匀漆膜制备法(旋转涂漆器法).pdf
- GB 6742-86 漆膜弯曲试验(圆柱轴).pdf
- GB 6743-86 色漆和清漆用漆基酸值的测定法.pdf
- GB 6744-86 色漆和清漆用漆基皂化值的测定法.pdf
- GB 6745-86 船壳漆通用技术条件.pdf
- GB 6746-1986 船用油舱漆通用技术条件.pdf
- GB 6746-86 船用油舱漆通用技术条件.pdf
- GB 6747-86 船用车间底漆通用技术条件.pdf
- GB 6748-1986 船用防锈漆通用技术条件.pdf
- GB 6748-86 船用防锈漆通用技术条件.pdf
- GB 6750-86 色漆和清漆密度的测定.pdf
- GB 6751-86 色漆和清漆挥发物和不挥发物的测定.pdf
- GB 6752-86 色漆和清漆容器中物质量的测定.pdf
- GB 6753.1-86 涂料研磨细度的测定.pdf
- GB 6753.2-86 涂料表面干燥试验 小玻璃球法.pdf
- GB 6753.3-86 涂料贮存稳定性试验方法.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看