

- 2.31 MB
- 2023-01-02 08:31:24 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
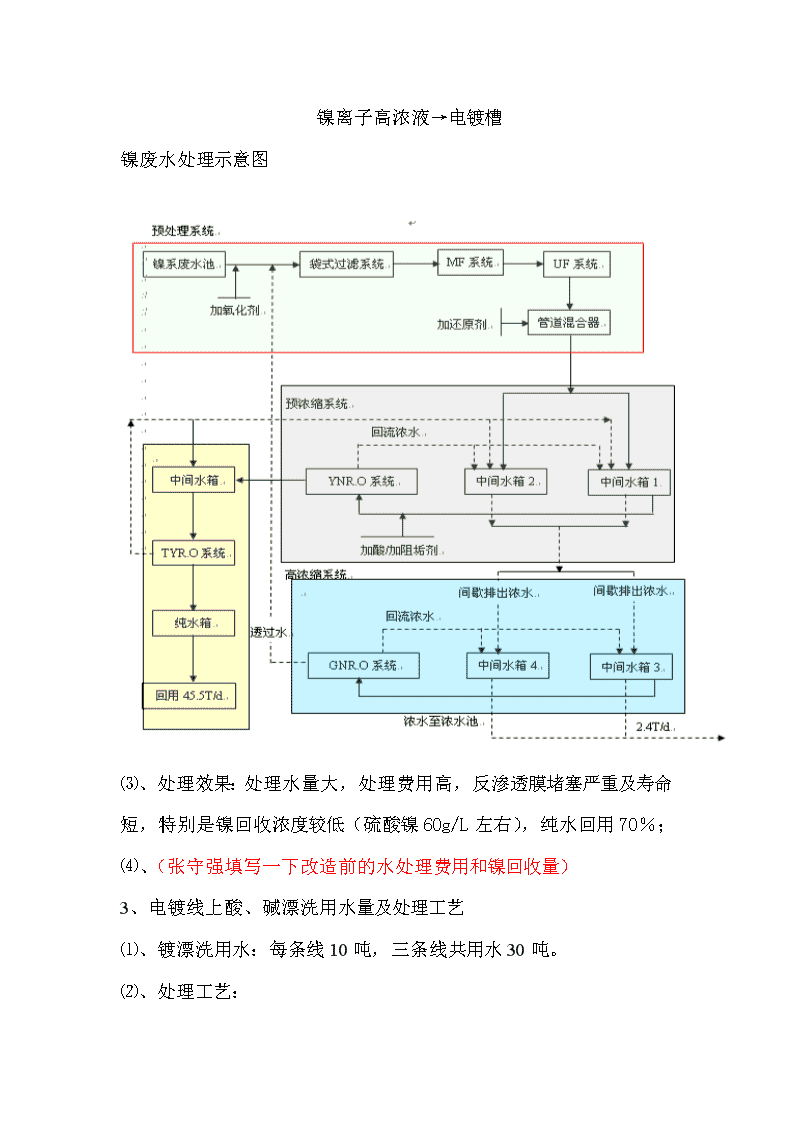
电镀水处理改造前后对比工艺一、电镀生产工艺1、镍-镍-铬电镀(三条)⑴、电镀工艺:上挂-除油-清洗-弱腐蚀-清洗-半亮镍-活化-光亮镍-清洗-镀铬-清洗-下挂⑵、电镀主要材料:镍板、铬酐、盐酸、硫酸、氢氧化钠二、改造前水处理工艺1、镀铬漂洗用水量及水处理工艺:⑴、镀铬漂洗用水:每条线8吨,三条线共用水24吨。⑵、处理工艺:铬废水→反应池→调节池→压滤→清水→回用即采用XFZ重金属废水处理设备,对铬废水进行旋流化学一步法(钡盐法)处理,除去废水中的六价后,处理清水用于镀前酸洗和振动研磨工序。铬渣(铬酸钡)集中定点存放;⑶、处理效果:处理水量大,处理费用高;⑷、(张守强填写一下改造前的水处理费用和铬渣量)处理工艺:2、镀镍漂洗用水量及水处理工艺:⑴、镀镍漂洗用水:每条线10吨,三条线共用水30吨。⑵、处理工艺:镍漂洗水收集池→活性炭过滤系统→统加药反应系统→保安过滤系统→超滤膜系统→反渗透膜分离系统→↓→透过水→电镀清洗用水\n 镍离子高浓液→电镀槽 镍废水处理示意图⑶、处理效果:处理水量大,处理费用高,反渗透膜堵塞严重及寿命短,特别是镍回收浓度较低(硫酸镍60g/L左右),纯水回用70%;⑷、(张守强填写一下改造前的水处理费用和镍回收量)3、电镀线上酸、碱漂洗用水量及处理工艺⑴、镀漂洗用水:每条线10吨,三条线共用水30吨。⑵、处理工艺:\n酸碱废水→化学调节→好氧生化→生化池(MBR)→初级过滤→反渗透膜(OR)→电镀线酸、碱漂洗水处理示意图⑶、缺点:反渗透膜堵塞严重及寿命短,处理水质差;⑷、(张守强填写一下改造前的水处理费用和镍回收量)4、改造前电镀用水概况⑴、镀铬漂洗水24吨/天,经处理后回用到电镀前酸、碱漂洗及振动研磨;⑵、镀镍漂洗水30吨/天,经处理后21吨回用到电镀线漂洗用水、9吨高盐水回用到镀前酸、碱清洗水以及冲厕;⑶、、电镀线上酸、碱漂洗30吨/天,经处理后24吨回用到电镀线漂洗用水、6吨高盐水回用到镀前酸、碱清洗水以及冲厕;⑷、、电镀前处理酸、碱漂洗及振动研磨废酸约20吨/天(上述三项铬、镍及酸、碱处理水)\n,经PH调节,然后板框压滤后,用于锻压车间辊锻模、中频炉冷却用水。三、改造后水处理工艺首先,在电镀线铬、镍漂洗水工序采用我公司发明专利《间歇式逆流雾化反喷淋》技术,大幅度地降低清洗用水量,尽可能把”废水”消灭在生产过程中。比原漂洗工艺可节水90%左右,真正实现电镀少用水,少排放之目的。1、在电镀线铬漂洗水:⑴、采用我公司发明专利《间歇式逆流雾化反喷淋》技术,减少镀铬漂洗水90%左右(约3~6吨/天),然后采用XFZ重金属废水处理设备,对铬废水进行旋流化学一步法处理(钡盐法),处理清水用于镀前酸洗,铬渣集中存放后,委托青岛新天地固体废物有限公司进行处理。⑵、处理工艺:铬水收集池→除铬反应池→压滤机→↓→透过水→除钡池→回用 污泥池 废水处理示意图\n⑶、处理效果:处理水量处理费用大大降低,;1、镀镍废水处理设备:⑴、在电镀线镍漂洗水、采用我公司发明专利《间歇式逆流雾化反喷淋》技术,减少镀铬漂洗水90%左右(约3~6吨/天),然后采用离子交换与RO回用技术进行处理,可全部回收镍离子;⑵、镀镍废水处理工艺:镍系回收水储槽→原水泵→20μ前置过滤器→1μ过滤器→自动碳滤槽→自动阳离子树脂塔→自动阳离子树脂塔→自动阴离子树脂↓再生液镍回收↓再生液镍回收→精密滤芯过滤器→反渗透膜(RO)→镍系线上水洗槽镍废水处理示意图\n⑶、处理效果:处理水量和处理费用大大降低,反渗透膜寿命延长,特别是镍回收浓度得到提高(硫酸镍120g/L左右),纯水回用95%;1、电镀线上酸、碱废水处理设备:⑴、在原水处理系统中增加UF超滤系统,保证反渗透膜的处理效果和出水水质,80%纯水得到回用。即膜生化反应器衍生技术(MBR+UF+RO)进行处理;⑵、处理工艺酸碱废水→化学调节→好氧生化→生化池(MBR)→初级过滤→超滤(UF)→反渗透膜(OR)→电镀线废水处理示意图⑶、处理效果:提高反渗透膜的寿命,提高纯水利用率;\n1、振动研磨废水、线下酸、碱废水、底面废水处理设备:⑴、采用砂滤+碳滤+气浮+斜管沉降固液分离技术;将镀前酸、碱废水、振动研磨清洗水、刷光水以及车间地面水全部进入缓冲池进行酸、碱中和自然调节,采用斜管沉降固液分离后,再打入连续砂滤器和碳滤,进行二次过滤净化处理,处理净水自流到蓄水池,然后由泵再打入高位槽进行再次回用;沉淀泥浆由污泥泵打入板框压滤机进行脱水,污泥暴晒后集中存放制砖,清水流入蓄水池再利用。处理工艺:采用砂滤+碳滤+气浮+斜管沉降固液分离技术;废水处理示意图⑶、处理效果:可充分再利用水资源;\n5、新增纯水处理系统,补充电镀线用水;上述处理后的电镀漂洗水全部再采用中水回用技术,根据水的等级分别再用于电镀线、振动研磨、酸、碱清洗和锻压车间辊锻模、中频炉冷却用水。4、改造后电镀用水概况⑴、镀铬漂洗水3~6吨/天,经处理后回用到电镀前酸、碱漂洗及振动研磨;⑵、镀镍漂洗水3~6吨/天,经处理后4~5.5吨回用到电镀线漂洗用水、0.5吨高盐水回用到镀前酸、碱清洗水和振动研磨;⑶、电镀线上酸、碱漂洗30吨/天,经处理后25吨回用到电镀线漂洗用水、4.5吨高盐水回用到镀前酸、碱清洗水和振动研磨;⑷、、电镀前处理酸、碱漂洗及振动研磨废酸约8吨/天(上述三项铬、镍及酸、碱处理水),采用砂滤+碳滤+气浮+斜管沉降固液分离技术,部分回用部分用于锅炉脱硫塔、锻压车间辊锻模、中频炉冷却用水。(锻压辊锻模冷却时产生大量水蒸气,同时结晶出盐份与氧化皮一切带出)。总之,在该项目中采用不同电镀废水处理工艺,具有自动化程度高,不产生二次污染,处理效果稳定的优点。雾化喷淋逆流漂洗技术,不仅从源头上治理,减少了电镀废水的产生量,而且还在末端回收重金属和水资源,达到了“节能减排,循环利用”的目的,产生了良好的经济效益、环境效益和经济效益。