

- 97.77 KB
- 2023-01-03 08:31:47 发布


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
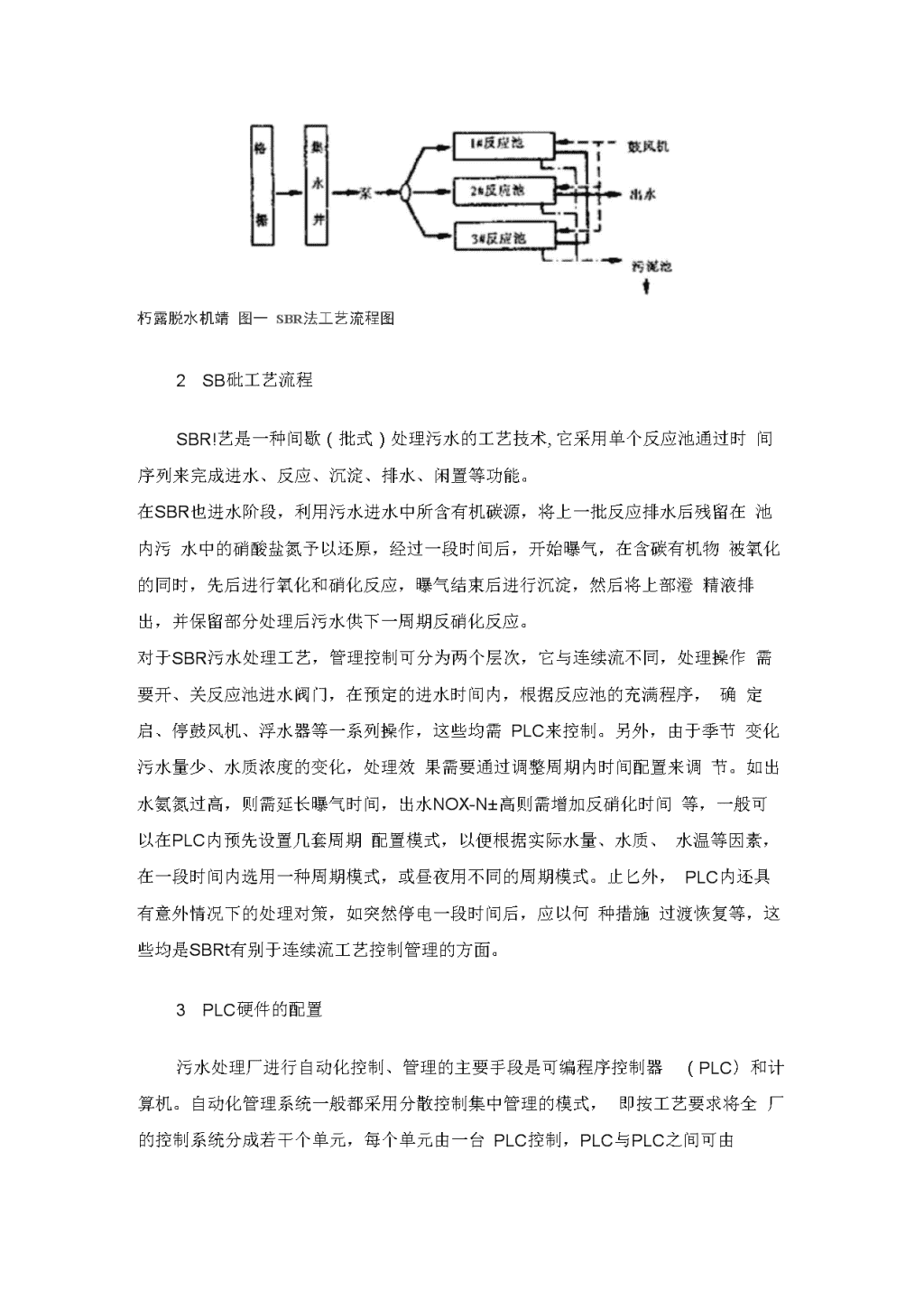
污水处理厂SBR法工艺自动化管理系统1前言污水厂的管理目前大都停留在经验决策阶段,因此污水处理质量极大程度上受管理人员素质的制约。随着污水处理水质要求的日趋严格,污水处理工艺过程更趋复杂,控制要求越来越高,管理水平将是污水处理事业进一步发展的障碍之一。近年来从国外引进设备的污水厂基本上都采用计算机管理,一般都取得了较好的效果。本文就污水处理厂SBRt工艺自动化作些探讨。1.1微机自动化管理系统的设计目前国际上普遍采用的自动化管理系统一般都采用这一模式:人-•计算机-fPLC--现场设备PLC是这一模式中的关键设备,PLC中事先已输入工艺运行的程序,PLC可以根据工艺参数按运行模式自动监控、运行设备。计算机在这一模式中起三个作用:①实时显示运行工况。②实时向PLC传送调整设备运行状态的指令。③建立数据库,储存记录运行中各参数、指标等资料。人可以通过计算机随时改变工艺运行的模式。PLC根据工艺运行的模式自动调整设备的运行,并对工况运行的数据库加以整理保存。1.2微机自动化控制系统的特点1.2.1将分散在工艺流程上各控制点的监测数据经处理后作为PLC控制的依据。1.2.2将监测的数据作为计算机选择运行模式的依据,实现PLC寸各设备有效的、自动的控制。1.2.3计算机实现对全厂运行情况有序的、集中的管理,保证操作人员对整个系统的监控。\n朽露脱水机靖图一SBR法工艺流程图1SB砒工艺流程SBR!艺是一种间歇(批式)处理污水的工艺技术,它采用单个反应池通过时间序列来完成进水、反应、沉淀、排水、闲置等功能。在SBR也进水阶段,利用污水进水中所含有机碳源,将上一批反应排水后残留在池内污水中的硝酸盐氮予以还原,经过一段时间后,开始曝气,在含碳有机物被氧化的同时,先后进行氧化和硝化反应,曝气结束后进行沉淀,然后将上部澄精液排出,并保留部分处理后污水供下一周期反硝化反应。对于SBR污水处理工艺,管理控制可分为两个层次,它与连续流不同,处理操作需要开、关反应池进水阀门,在预定的进水时间内,根据反应池的充满程序,确定启、停鼓风机、浮水器等一系列操作,这些均需PLC来控制。另外,由于季节变化污水量少、水质浓度的变化,处理效果需要通过调整周期内时间配置来调节。如出水氨氮过高,则需延长曝气时间,出水NOX-N±高则需增加反硝化时间等,一般可以在PLC内预先设置几套周期配置模式,以便根据实际水量、水质、水温等因素,在一段时间内选用一种周期模式,或昼夜用不同的周期模式。止匕外,PLC内还具有意外情况下的处理对策,如突然停电一段时间后,应以何种措施过渡恢复等,这些均是SBRt有别于连续流工艺控制管理的方面。2PLC硬件的配置污水处理厂进行自动化控制、管理的主要手段是可编程序控制器(PLC)和计算机。自动化管理系统一般都采用分散控制集中管理的模式,即按工艺要求将全厂的控制系统分成若干个单元,每个单元由一台PLC控制,PLC与PLC之间可由\n专用通讯电缆连接,构成主、从PLC模式。主PLC与计算机之间有通讯线相连。PLC的配置,首先应当结合工艺、土建解决好PLC的单元布置,主要解决集控室与PLGPLCtPLC之间的距离问题。各控制单元之间的距离应尽量短。如果各控制单元的距离不大于200米,可采用主、从PLC控制模式,主PLC设在集控室,可通过通讯口与计算机直接连接,从PLC采用专用通讯线与主PLC连接。这种模式较为经济。如果PLC与PLC之间的距离较大,则通讯干扰大,可靠性差,不宜采用上述模式。可以采用具有网络功能的PLGPLC之间构成一个网络结构并与计算机相连。每个PLC独自控制一个单元,但这一模式的工程造价较高。1SBRt工艺自动化控制管理系统1.1设计规模及处理目标进水水质:BOD=150〜300mg/I,CODcr=250-500mmg/l,NHN=25〜40mg/l。出水水质:BODK20mg/l,CODc匕70mg/l,NH-N<15mg/l。日处理量5000m3/d。1.2设计原则1.2.1适用于规模较小的城市污水处理,昼夜水量变化大;1.2.2流程简洁,日后水量增长时可改为连续流常规活性污泥法工艺;1.2.3具有较好的脱氮除鳞功能(本例子未考虑脱磷);1.2.4控制、管理实现自动化,降低能耗,减少运行费用和劳动强度。1.3设备及仪表配制设置二个控制单元:进水泵房单元(PLC1);鼓风机房单元(PLC2)。集控室与进水泵房单元合在一起。鼓风机房单元电机运行状态可以通过PLC1在模拟屏上显示出来。PLC采用OMRON品:PCC200HlS\nPLC1:D1=128D0=128A1=16A0=0PLC2D1=128DO=48A1=16AO=0控制室配计算机一台、打印机一台。PC个人计算机打印机图二PLC硬件配直示意图1.1工艺操作系统污水厂的进水泵房部分一般包括入流总闸门及放泄道、格栅、集水池和提升泵。进水总闸门是为了部分进行维修需要而设置,一般情况下不操作,所以一般采用电动阀门就地操作,其工况集中显示。格栅一般采用电动消捞,根据定时或格栅前后的液位差自动运行。止匕外,还需配制垃圾皮带输送机或压榨机,整个格栅除污系统采用现场联动操作,集控室显示。在集水池内设浮球开关及液位计,进水泵的开启台数根据集水池液位升降由PLC控制启停。一般SBM设初沉他。反应池假设为三组,每组容积1600m3,每组反应池设鼓风机二台(30m3/min;20m3/min),设置浇水器二台(每台流量450m3/h),设置搅拌机四台。周期设计为进水2小时,曝气4.5小时,沉淀0.75小时,排水0.75小时,整个周期为8小时。1.首先第一组进水,开启第一组进水电动阀门,同时给出信号,进水泵准予启动;2.第一组反应池液位上升至某一设定值时,启动水下搅拌器;3.第一组反应池内液位达到设定最高值时,关闭进水电动阀门;4.鼓风机开启受二个因素制约,一是时间,时间控制主要是反硝化搅拌反应需一定时间;二是液位,进水后反应池充满到一定程序再开鼓风机。二个条件必须同时满足。开启鼓风机的同时,关闭搅拌机;5.鼓风机启动台数需根据反应池溶解氧数值来确定。一般有如下三种方案:方案、方案二采用先同时开启两台风机,当溶解氧到达某一设定值后,可改为一台,继续曝气,直到设定曝气时间结束再停机。方案三采用大小风机交替使用,\n使溶解氧到达某一设定值;3.第一组反应池进水结束后,如第二组反应池已做好进水准备,则打开第二组电动进水阀。如第二组不能进水,则给出信号,停进水泵,等到第二组反应池允许进水时打开电动进水阀,同时启动进水泵;曝■剧炳启动方案一130献/mln•=……比—'''''■士格解取值到达1Ong/1,关闭方桀二:30n//min==法金■值到达-0M八,关闭20nli/向U1一门TF-EF二.二■>才尊口-押口、/,■卜■■==椎睇裳值利边交费20m1/tain«■・-・-,====;=;==图三鼓风机启闭方案4.在曝气结束前,根据时间设定,打开排泥阀,排反应池混合液,排泥量可通过时间或反应池液位由工艺设计根据泥龄来确定,并可调整;5.停机后开始计时,即反应池进入沉淀阶段。一般沉淀45分钟后即可浑水;6.沉淀阶段结束时,给出信号,开启浮水器。浮水器开启时间主要受液位控制(即排水量要求),浮水总量(以液位反应)到达后,给出信号关闭浮水器,此时进入闲置期待命,再转入进水期;7.第二、第三个反应池操作也相同;8.当发生停电或其他意外事故使反应池中断工作,再恢复时,由于外管道内积存污水较多,需及时抽送,可选改为人工操作,待正常后再切入自动运行。或由PLC按照事先设定的应急程序操作,再过渡到正常运行;9.由于冬季、夏季水质水量水温的变化,需要调整曝气时间、排泥量、污水排出比等,因此可按照设计要求,形成多套运行周期程序,根据排水水质来选择合适的周期;也可在一天中采用不同周期运行。图四是其中一种运行周期程序。4.5计量监测系统:4.5.1集水池内设上、中、下液位开关及液位计,并设上、下限报警;\n4.5.258R反应池内设上、下液位开关;4.5.3进出水流量,显示瞬时值及积算值,并在计算机内存放,提供日处理量供打印报表;4.5.4在集水井监测进水PH及进水温度,其日最高值和平均值供报表打印;4.5.5鼓风机空气量需计量积算,提供日报表打印;4.5.6SBR池溶解氧供日报表打印;4.5.7排泥量积算并提供日报表打印。5PLC过程控制本系统采用两种模式来实行控制。5.1手动,现场“手动/自动”选择开关切换到手动,可由现场开关直接控制设备,这是最高优先级的控制,在这一模式下,PLC仅对运行状态作监视。5.2自动,现场“手动/自动”选择开关切换到自动,在这一模式下PLC能根据测量参数自动控制设备的运行。自动模式又可分为2种控制方式,我们在PLC的运行程序中设置了上位机控制方式与PLC控制方式。比OD。圜谓S]4:00k;40:S:O022掰0;O)2;QQ4;tt>5;0O图四SBR反应池运行同期程序举例5.2.1上位机控制方式:在计算机上,可以将控制方式切换到上位机控制,这时PLC接收上位机发出的指令,也即我们可以通过计算机直接遥控现场设\n备。5.1.1PLC控制方式,PLC按上位机设定的运行模式自动控制设备运行,出现故障会及时报警。(1)格栅单元进水闸门现场控制,PLC监视。格栅装置:现场设置格栅、皮带转送机、压榨机联动控制系统,可由现场控制,也可由PLC控制。(2)集水井单元PLC根据液位仪测量值及上、中、下液位开关自动控制泵。关闭泵后须等待10分钟才能启动,以保证泵不频繁启动(紧急启动不受此限制)。在启动、停止过程中,PLC自动检查泵的运行状况,判别是否出现故障并报警。计算机自动记录各泵的运行时间,并使之尽量相等。进水流量、PH值、温度测量信号经PLC的Ato转换后送计算机显示、存储。(3)SBR池单元溶解氧测量值及上、下液位开关信号送PLGPLC根据设定的时间参数、上下液位开关信号启闭进水电动阀门和滗水器,计算机自动记录进水、出水时间。(4)应急措施突然停电:计算机会自动检查停电时刻设备运行状况,提示用户紧急处置的步骤、停电时期的注意事项及复电开机的步骤。6监控及管理界面的开发监控及管理界面采用人机界面(MMI)软件包二次开发而在。我们采用了用于控制系统数据采集、图形组态监控和管理的通用软件包一FAGM该软件在MicrosoftWindows3.2/95中文环境中运行,运用软件设计了SBR&工艺总流程图和相应的各个控制单元的图形界面,控制及管理软件具有如下功能:6.1工艺流程图监控、仪表面板;6.2数据记录和统计报表;6.3数据保存、分析和数据记录追忆;\n6.1报警显示、保存和打印;6.2设备工作状态控制和工艺参数设定;6.3用鼠标点动控制设备输出。本系统已在太阳岛污水处理工程、吉化丙烯腈废水预处理工程、金玉兰广场污水处理工程中实现,控制效果良好。