

- 563.07 KB
- 2022-04-22 11:42:16 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
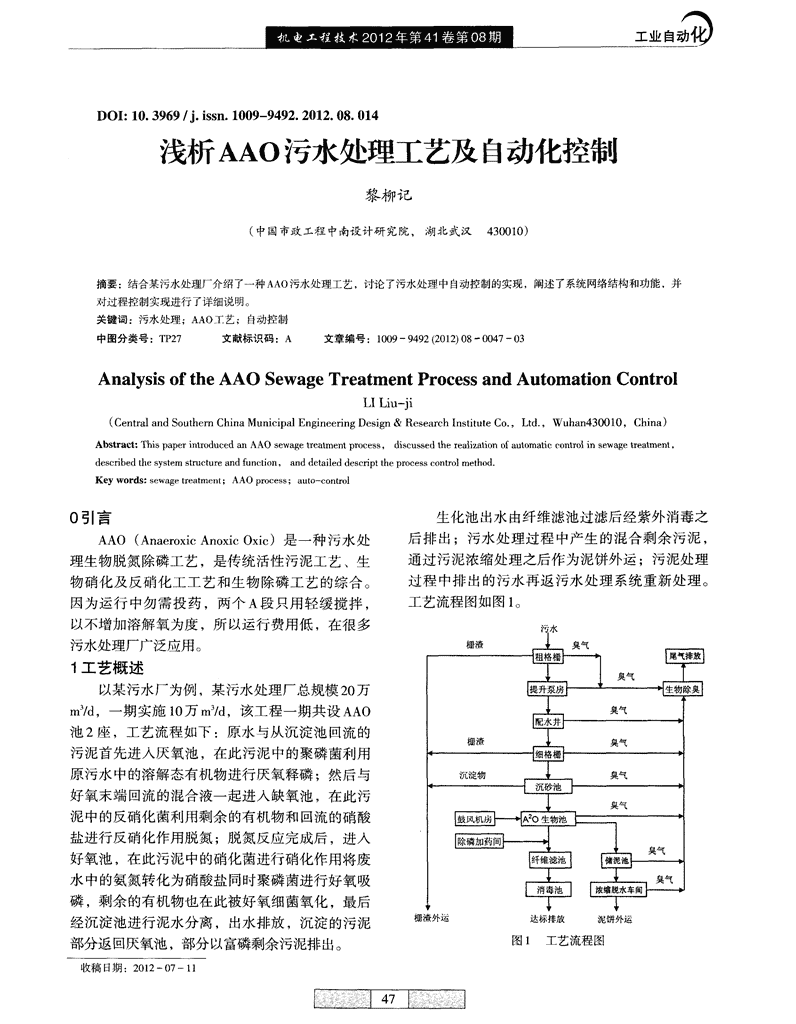
'工业自DOI:10.3969/j.issn.1009-9492.2012.08.014浅析AAO污水处理工艺及自动化控制黎柳记(中国市政工程中南设计研究院,湖北武汉430010)摘要:结合某污水处理厂介绍了一种AAO污水处理工艺,讨论了污水处理中自动控制的实现,阐述了系统网络结构和功能,并对过程控制实现进行了详细说明。关键词:污水处理;AAOI艺;自动控制中图分类号:TP27文献标识码:A文章编号:1009—9492(2012)08—0047—03AnalysisoftheAAOSewageTreatmentProcessandAutomationControlLILiu—ii(CentralandSouthernChinaMunicipalEngineeringDesign&ResearchInstituteCo.,Ltd.,Wuhan430010,China)Abstract:ThispaperintroducedanAAOsewagetreatmentprocess,discussedtherealizationofautomatiecontrolinsewagetreatment,describedthesystemstructureandfunetion,anddetaileddescripttheprocesscontrolmethod.Keywords:sewagetreatment;AAOprocess;auto—control0引言生化池出水由纤维滤池过滤后经紫外消毒之AAO(AnaeroxicAnoxicOxic)是一种污水处后排出;污水处理过程中产生的混合剩余污泥,理生物脱氮除磷工艺,是传统活性污泥工艺、生通过污泥浓缩处理之后作为泥饼外运;污泥处理物硝化及反硝化工工艺和生物除磷工艺的综合。过程中排出的污水再返污水处理系统重新处理。因为运行中勿需投药,两个A段只用轻缓搅拌,工艺流程图如图1。以不增加溶解氧为度,所以运行费用低,在很多污水处理厂广泛应用。臭气粗格栅卜——-.1l尾气排放1工艺概述臭气以某污水厂为例,某污水处理厂总规模20万提升泵房生物除臭m/d,一期实施l0万m。/d,该工程一期共设AAO臭气池2座,工艺流程如下:原水与从沉淀池回流的栅渣臭气污泥首先进人厌氧池,在此污泥中的聚磷菌利用细格栅●●__-_——原污水中的溶解态有机物进行厌氧释磷;然后与沉淀物—L臭气沉砂池好氧末端回流的混合液一起进入缺氧池,在此污臭气泥中的反硝化菌利用剩余的有机物和回流的硝酸o生物池盐进行反硝化作用脱氮;脱氮反应完成后,进入除磷加药间好氧池,在此污泥中的硝化菌进行硝化作用将废纤维滤池空水中的氨氮转化为硝酸盐同时聚磷菌进行好氧吸磷,剩余的有机物也在此被好氧细菌氧化,最后栅渣外运达标排放泥饼外运经沉淀池进行泥水分离,出水排放,沉淀的污泥部分返回厌氧池,部分以富磷剩余污泥排出。图1工艺流程图收稿日期:2012—07—11—■·———————]●·—]慝睦芝越_薯薯j47。鼍曩jj:蛊蓝薹筮董l蓝t篷盖篷&一翻
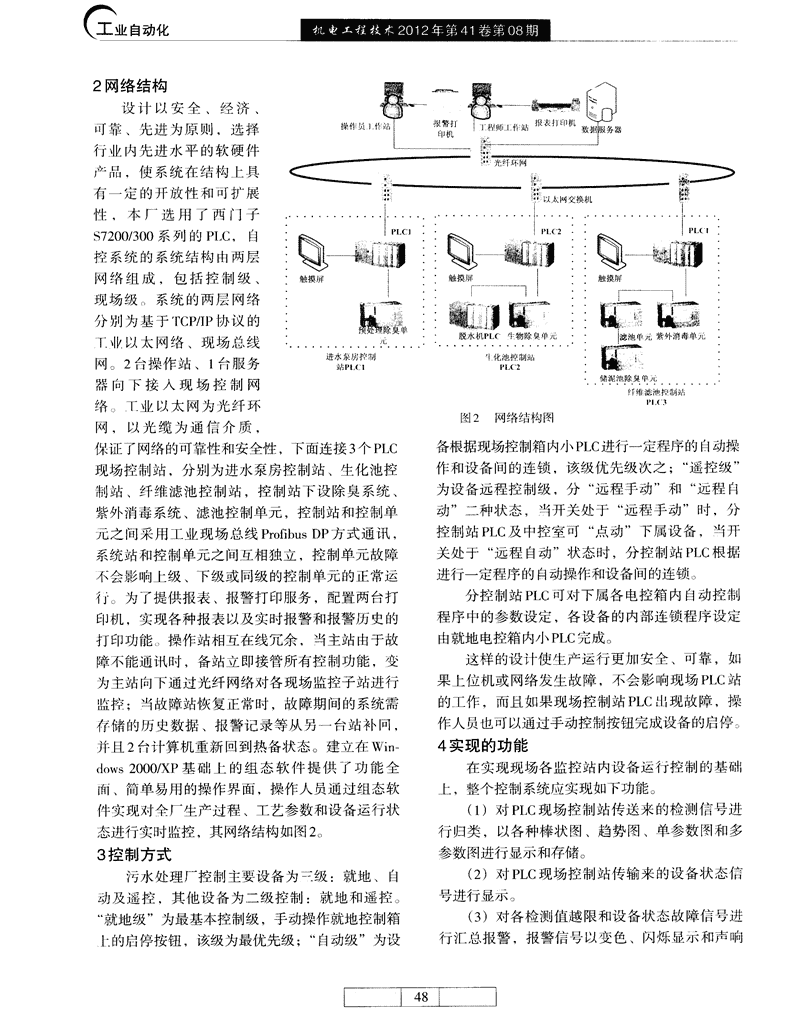
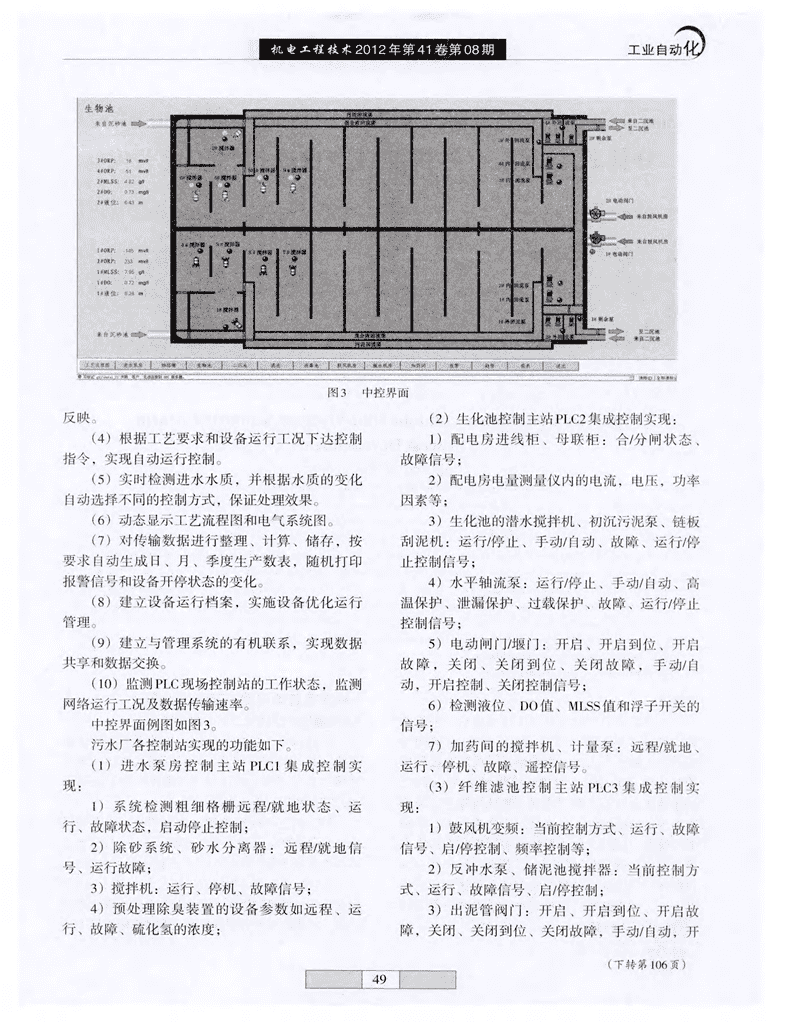
自动化2网络结构设计以安全、经济、呵靠、先进为原则,选择行业内先进水平的软硬件产品,使系统在结构上具有一定的开放性和可扩展性,本厂选用了西门子$7200/300系列的PIC,白控系统的系统结构南两层网络组成,包括控制级、现场级。系统的两层网络分圳为基于FCP/IP协议的T、I以太网络、现场总线网。2台操作站、1台服务储泥池除照器向下接入现场控制网纤维滤池挖制站I,1(3络.T业以太网为光纤环图2I碉络结构图网,以光缆为通信介质,保证了网络的可靠性和安全性,下面连接3个PLC备根据现场控制箱内小PLC进行一定程序的自动操现场控制站,分别为进水泵房控制站、生化池控作和设备问的连锁,该级优先级次之;“遥控级”制站、纤维滤池控制站,控制站下设除臭系统、为设备远程控制级,分“远程手动”和“远程自紫外消毒系统、滤池控制单元,控制站和控制单动”二种状态,当开关处于“远程手动”时,分元之间采用工业现场总线ProfibusDP方式通讯,控制站PLC及中控室可“点动”下属设备,当开系统站和控制单元之间互相独立,控制单元故障关处于“远程自动”状态时,分控制站PLC根据不会影响上级、下级或同级的控制单元的正常运进行一定程序的自动操作和设备问的连锁。行。为了提供报表、报警打印服务,配置两台打分控制站PLC可对下属各电控箱内自动控制印机,实现各种报表以及实时报警和报警历史的程序中的参数设定,各设备的内部连锁程序设定打印功能.操作站相互在线冗余,当主站由于故由就地电控箱内小PLC完成。障不能通讯时,备站立即接管所有控制功能,变这样的设计使生产运行更加安全、可靠,如为主站向下通过光纤网络对各现场监控子站进行果上位机或网络发生故障,不会影响现场PLC站监摔;当故障站恢复正常时,故障期间的系统需的工作,而且如果现场控制站PLC出现故障,操仔储的历史数据、报警记录等从另一台站补同,作人员也可以通过手动控制按钮完成设备的启停。并且2计算机重新回到热备状态。建立在Win一4实现的功能(tOWS2000/XP基础上的组态软件提供了功能全在实现现场各监控站内设备运行控制的基础向、简单易用的操作界面,操作人员通过组态软上,整个控制系统应实现如下功能。件实现对伞厂生产过程、工艺参数和设备运行状(1)对PIJc现场控制站传送来的检测信号进态进行实时监控,其网络结构如图2。行归类,以各种棒状图、趋势图、单参数图和多3控制方式参数图进行显示和存储。污水处理厂控制主要设备为i级:就地、自(2)对PLC现场控制站传输来的设备状态信动及遥控,其他设备为二级控制:就地和遥控。号进行显示。“就地级”为最基本控制级,手动操作就地控制箱(3)对各检测值越限和设备状态故障信号进J的启停按钮,该级为最优先级;“自动级”为设行汇总报警,报警信号以变色、闪烁显示和声响l【j】————————4————8...。...II......—.,———————I.............—,,——————
与开发为重油及燃烧产物的污染程度(钒含量的诊断结果。PPM):3结语为尘埃污染程度(硅含量);在已有的机械占文障诊断系统中,多为依据规z为磨损大颗粒读数;则“IF—THEN”结构,JJ【lL确定件理沦和主观td,为磨损小颗粒渎数;Bayes方法来实现系统作的产生式系统,本义为当损烈度;在集合理论及家诊断知识结构为埘集的前提№为磨损颗粒浓度;下,给⋯r一种适刖于占叟障诊断类的于辑为润滑油铁元素浓度;算子进行推理运算的推理模犁及算法实脱水诊//,32为润滑油铜元素浓度;断实例试运行后,Lj实际情况基小相符由于本为润滑油铬元素浓度;实例仅为一很小的予系统的诊断模块,l}1。-时gg3.4为润滑油铝元素浓度;关系,知识获取面窄,所以本系统的诊断结果//,35为润滑油铅元素浓度。限于“LE常”与“异常”的判别和仆计}I睦擦故南罔2可见整个诊断分为阿级,首先南检测障的【]『能性,至于故障原[大J和故障部位的诊断还f¨的基本表象值“z,,,l~15推出.;由未涉及到,所以系统功能的增强还需要做州应的“21,//,22,/,23,/-/,24卡巨H;U2;“3】,t/,32,M33,M34,tg35十隹知识扶取t作。;然后把推出的结论{,,}再作为参参考文献:数并赋予一定的权值推出最终结果。『11邵虹,崔文成,张继武,等.医疗诊断专家系统研究在对大量检测值分析的基础上,又参照专家进展lI].小型微型计算机系统,2003,24(3):499-512.的诊断经验值,对各基本表象值做了等级划分并2]张晓丹,赵海.模糊专家系统在故障诊断中的应用研导fII推理矩阵如下:究『J].计算机工程与应用,2004,40(3):2l一22.R=(0.772,0.660,0.997,0.707,0.897)[3]程里春.保并交映射与["tizzy关系方程[J].模糊系统R=(0.987,0.973,0.859,0.982)与数学,1987(1):71—79.RF(0.862,0.964,0.816,0.916,0.751)『4]牛福春,顾海明.基于模糊规则的故障诊断专家系统R=f0.915,1,11l_J].微计算机信息,2008(19):207—208,1l9.在此诊断流程上,可以看到推理过程与专家[5]吴明强.故障诊断专家系统研究的现状与展望[.判定故障的一般丁作过程非常吻合;数据与知识计算机测量与控制.2005,I2(13):0104.p配,产生中间结果,然后再配,直至输出最终结果。第~作者简介:朱建华,男,1962年生,河南信刚人,倾用户在调用建造模块形成推理链表后,即可讲帅。研究领域:数据库、络安令技术、算法没汁。已发表论文2篇..输入检测到的现象值来进行诊断,系统~LNt,会给f编辑:向飞)}“一些巾问结果并告知缺少的尚需检测的现象号,通过用户与系统的多次交互,最后给出确切(上接第49页)启控制、关闭控制信号;信息采集、信息集成、信息传递为主,企业的4)污泥浓缩脱水机:当前工作状态、故障、生产工艺调度、水质监测、自动投加药等技术密遥控状态;切结合的生产自控信息网络,其数据确、出厂5)紫外线消毒:远程/就地、运行、停机、水质符合同家标准,整个系统只需巾央管理中心敝障信号;操作人员就能够保证系统的正常运行,降低了成6)检测}十{水水质参数,包括COD、PH、SS本和费用,提高了企业的经济效益和竞争力.值、空气流量、压力、温度等。5结语作者简介:黎柳记,,1968年生,湖北武汉人,大学本随着该项日的建成,设备的移交投运,污水科,高级【程师。研究领域:电气自动化设计f编辑:阮毅)处理自控系统及生产自动化形成厂以生产过程的il106l1'
您可能关注的文档
- 污水处理工艺对污泥热解半焦热解特性的影响.pdf
- 石油炼制企业含油污水处理工艺分析.pdf
- 试论厌氧氨氧化污水处理工艺及其实际应用研究进展.pdf
- 降低活性污泥膨胀的污水处理工艺.pdf
- CAST污水处理工艺在寒冷地区的应用.pdf
- 两种典型污水处理工艺中痕量重金属迁移规律研究.pdf
- 污水处理工艺培训..ppt
- 市政污水处理工艺及其回用利用技术.pdf
- 污水厂污水处理工艺的设计建议分析.pdf
- 乡镇污水处理工艺比较.doc
- CASS污水处理工艺简介(工艺比较和详细流程图).doc
- 关于几种城市污水处理工艺的探讨.doc
- 各类污水处理工艺及优缺点.doc
- [精品]关于城市污水处理工艺及发展探讨.doc
- 生活污水处理工艺流程.doc
- 油库污水处理工艺解析.docx
- 探讨油田污水处理工艺技术与应用发展.doc
- 有关城市污水处理工艺设计的探讨.doc