

- 43.50 KB
- 2022-04-22 11:42:01 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'重油气化炭黑污水处理工程设计运行 到目前为止,采用以重油为原料部分氧化法生产的中氮肥厂达11家之多。重油气化后其裂化气中含有炭黑,采用文丘里洗涤加最终洗涤塔工艺,用210℃化学软水洗涤,以确保出最终洗涤塔的裂化气中炭黑含量控制在5mg/m3。因此洗涤水中含有大量炭黑,一般采用自然沉淀后即直接排放,对环境造成了严重污染。 浩良河化肥厂自筹资金520余万元,设计了炭黑污水处理工程,经该装置处理后的污水可全部回用,并可副产粗炭黑。1工程概述 浩良河化肥厂尿素生产原料为重油,气化后可小时副产炭黑水60余吨,此工艺废水未经任何处理,直接排入灰场进行自然沉降,由于炭黑密度较小,沉降速度较慢,沉淀后出水经常夹带炭黑,污染水源及环境。另外灰面高低不平,露出水面的灰面,经常风大起尘,严重污染了附近居民的居住环境。为此,该厂对造气车间的炭黑污水进行综合治理,建设了1套规模为60t/h的炭黑污水处理装置,并且每小时可以副产粗炭黑约1.0t,回收软化水约50t,使炭黑污水达到了零排放。2工艺流程
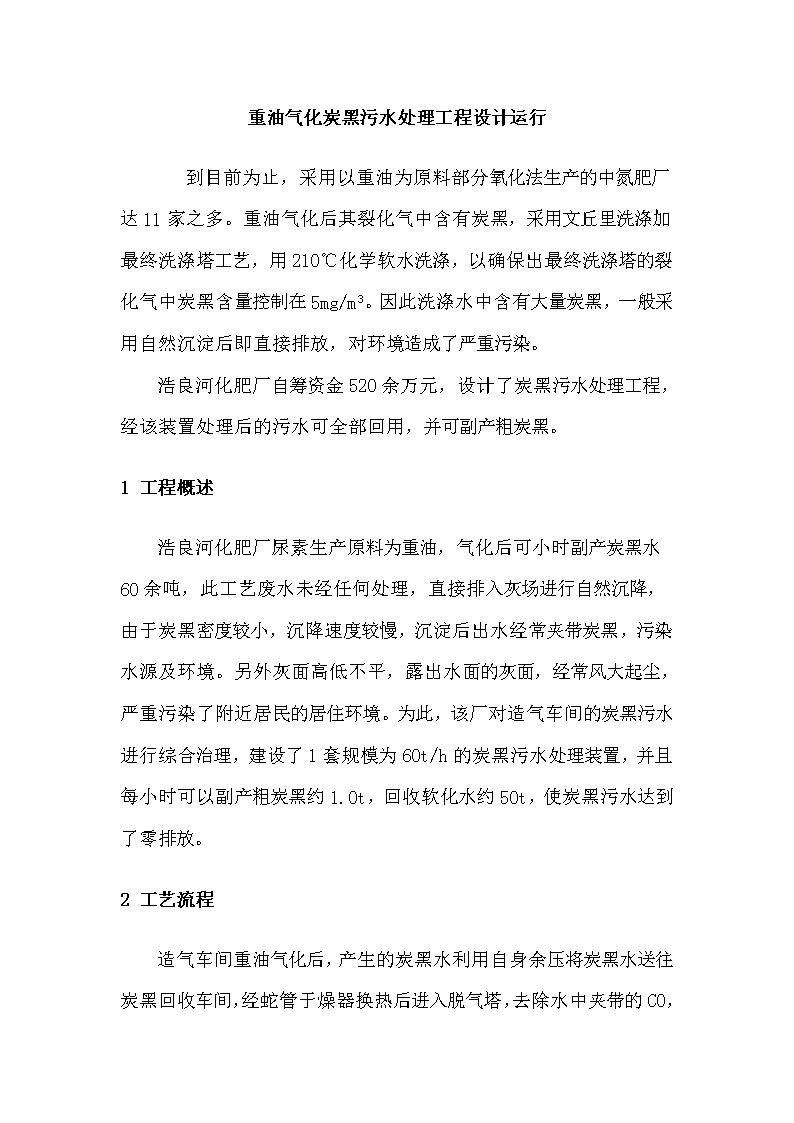
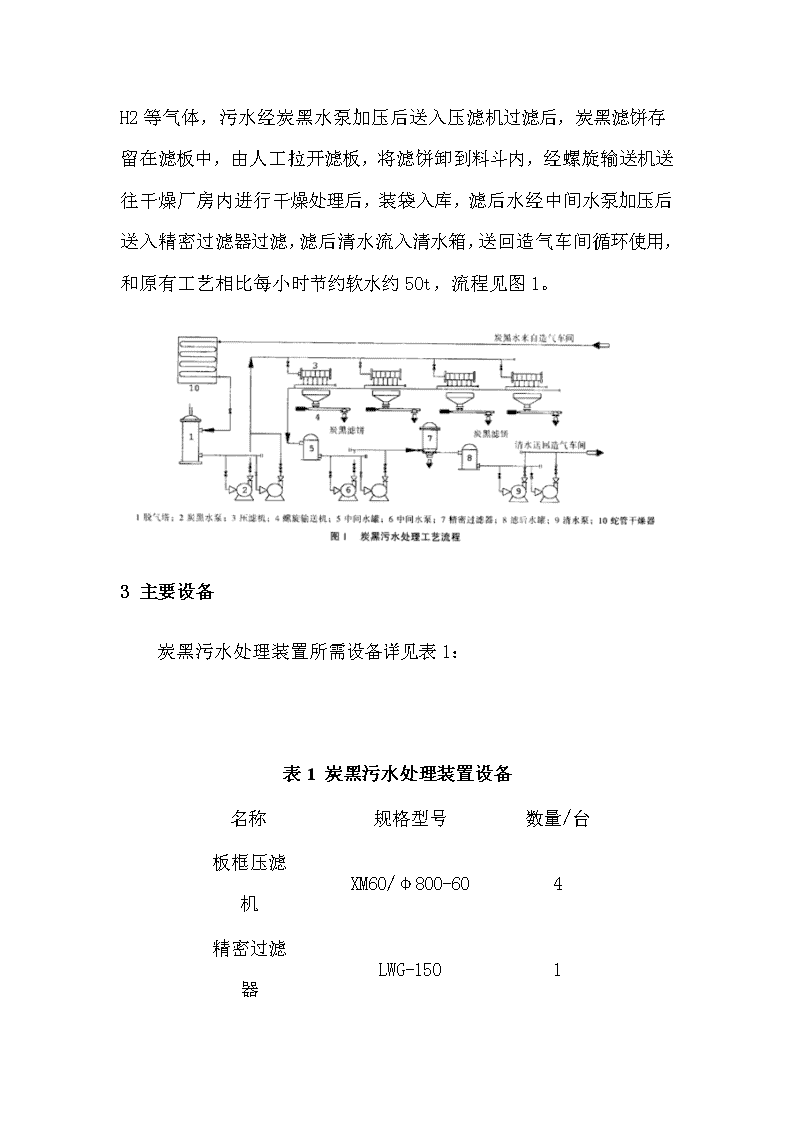
造气车间重油气化后,产生的炭黑水利用自身余压将炭黑水送往炭黑回收车间,经蛇管于燥器换热后进入脱气塔,去除水中夹带的CO,H2等气体,污水经炭黑水泵加压后送入压滤机过滤后,炭黑滤饼存留在滤板中,由人工拉开滤板,将滤饼卸到料斗内,经螺旋输送机送往干燥厂房内进行干燥处理后,装袋入库,滤后水经中间水泵加压后送入精密过滤器过滤,滤后清水流入清水箱,送回造气车间循环使用,和原有工艺相比每小时节约软水约50t,流程见图1。3主要设备 炭黑污水处理装置所需设备详见表1: 表1炭黑污水处理装置设备名称规格型号数量/台板框压滤机XM60/φ800-604精密过滤器LWG-1501
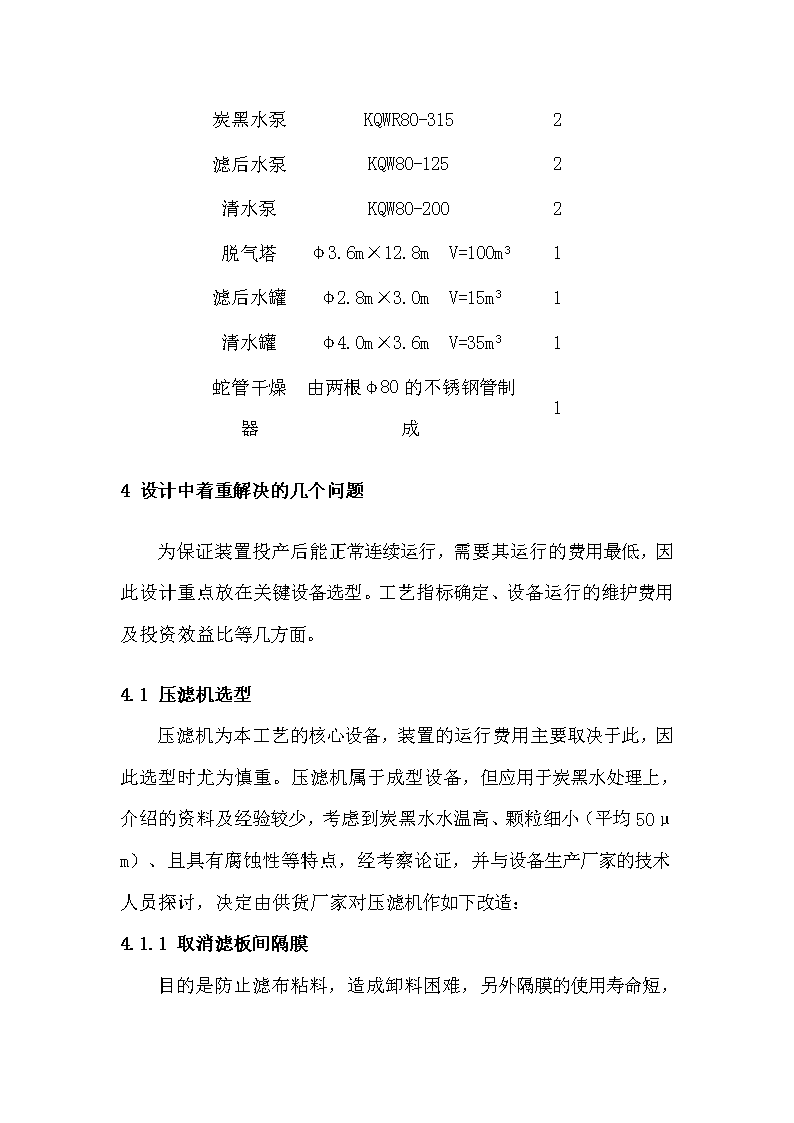
炭黑水泵KQWR80-3152滤后水泵KQW80-1252清水泵KQW80-2002脱气塔φ3.6m×12.8m V=100m31滤后水罐φ2.8m×3.0m V=15m31清水罐φ4.0m×3.6m V=35m31蛇管干燥器由两根φ80的不锈钢管制成14设计中着重解决的几个问题 为保证装置投产后能正常连续运行,需要其运行的费用最低,因此设计重点放在关键设备选型。工艺指标确定、设备运行的维护费用及投资效益比等几方面。4.1压滤机选型 压滤机为本工艺的核心设备,装置的运行费用主要取决于此,因此选型时尤为慎重。压滤机属于成型设备,但应用于炭黑水处理上,介绍的资料及经验较少,考虑到炭黑水水温高、颗粒细小(平均50μm)、且具有腐蚀性等特点,经考察论证,并与设备生产厂家的技术人员探讨,决定由供货厂家对压滤机作如下改造:4.1.1取消滤板间隔膜
目的是防止滤布粘料,造成卸料困难,另外隔膜的使用寿命短,造价又高,至使系统的运行费用增加,为此,将隔膜改为密封橡胶圈和不锈钢丝网,经实际运行验证,橡胶圈的使用寿命可达到4~6个月。4.1.2滤布 滤布的使用周期直接关系到污水处理成本,为延长滤布的使用周期,将单层滤布改为双层滤布,且选用不同型号,实践证明滤布的周期可达到3~4个月。4.2精密过滤器 考虑到滤布损坏的情况下,炭黑水可能渗漏到系统内,影响回用水质,为此在流程中增加精密过滤器,以保证水质可完全达标回用。 从炭黑水的特性:水温高、粒径细小、吸附性强,以及压滤机出水中的炭黑含量、反洗操作的难易程度。运行周期、投资与运行费用等因素综合考虑,经现场试验,最终决定选用以聚丙烯热喷纤维膜为过滤介质的精密过滤器,其过滤精度不受进料压力波动的影响,压差低,通量高,运行费用低。从实际运行来看,选型合理,滤前水质无需投加混凝剂可完全满足过滤要求,简化了操作。4.3工艺指标的确定 从经济运行的角度,经方案比较,将炭黑水泵出口的压力定位在1.2~1.5MPa,一方面可以降低粗炭黑产品的含水率,另一方面可以充分发挥压滤机的性能。4.4厂房排气设计
考虑到压滤机的卸料操作在室内,外加北方冬季室内外温差大,卸料时瞬间产生的蒸汽量多,故在厂房设计上,层高增加了2层,排汽方式采用天窗排气,从实际运行来看,达到了目的。5运行情况 炭黑污水处理装置自投产以来,一直运行良好,经装置处理后的污水,可全部达标回用,并副产粗炭黑,成品含水率小于70%;压滤机滤布的实际使用周期大于3个月,卸料操作方便,没有出现滤布粘料情况;运行维护费用较低,总运行费用在30万元/a以内;经济效益显著,年生产按8000h计,其回收软化水和炭黑的经济效益约为206.2万元/a。达到了工艺可行、设计合理、运行稳定、操作方便、维护费用低等预期目的。 该厂炭黑污水主要污染物为炭黑、氰化物、重金属,一般炭黑的质量分数在0.58%,氰化物总的质量分数小于0.00003%,Fe,Ni,Co,Cu等重金属的质量分数均小于0.00002%,因此,本工艺主要处理污染物为炭黑,黑色的炭黑污水经装置处理后,出水无色、浊度小于5度,实际进装置的污水量约60t/h,去除炭黑夹带的水量、卸料操作漏量(循环回收)及其他用水量等,每小时可重复利用软水约50t。6结语
采用2级过滤对造气车间重油气化产生的炭黑污水进行综合治理,既治理了污水又可副产炭黑、回收软化水和热量。既使炭黑污水实现零排放,又彻底解决了炭黑对环境的污染,保护了当地的水资源,有显著的经济效益和社会效益。重油制气污水处理系统(A/O)技术改造 广州油制气厂采用重油催化裂解生产管道煤气,生产废水经气相色谱和质谱联用(GC-MS)分析含有97种化学组分,其中芳烃类化合物的含量占废水中有机物的一半以上。被列人58种中国环境优先控制污染物和美国环保局(EPA)优先控制物名单的有机物多达21种之多[l]。厂基建阶段投人2700多万元兴建了一套污水处理系统,原设计对生产污水的污染物浓度预测偏低,预测COD值为mg/l,NH3—N值为6070mg/l,而实际值远高于预测值,给污水处理增加了难度。2原有设施工艺简介缺氧一好氧处理工艺,简称A/O工艺,是目前国内应用最为广泛的一种废水处理工艺。该工艺在一级兼性厌氧处理后接好氧表曝处理。这种工艺的优点是可以用于高浓度工业废水处理。其处理的水量大,操作较简单。
广州油制气厂废水处理系统就是在隔油、浮选后采用A/O生化处理工艺(图1)。缺氧池采用由下而上的进水方式;另外与一般推流式A/O工艺不同的是,采用了七十年代开发的合建式曝气池,这种曝气池集曝气、沉淀于一体,采用表曝机加强曝气。台建式曝气池已被证明曝气效率低下,八十年代后期逐渐已被淘汰。另外,由于设计污水处理量偏大,系统不能连续运行;经验不足,运行参数不完善,对系统运行的各影响因素把握不十分清楚;曝气池曝气能力不足,导致系统中生化处理过程所需降解菌含量较低。3前期改造由于污水处理系统存在的设计、基建等方面的先天不足,以致投入运行后给污水处理工作带来很大困难。自1992年开始,逐步对污水处理系统进行工艺、设备和基建等进行完善和改造。3.1除油工序的改造前处理工序中,将原有三格沉降池的焦油循环水池改为经过五格沉降池,沉降时间延长一倍以上,大大提高了焦油的沉降效果,使溢流往污水处理系统的焦油水含油量降低一半以上,减轻了污水系统隔油工序的处理负荷;在油水分离器的底部开口接排油管并加蒸汽伴热装置,定期把下层油物排人新建的污油池处理,提高了油水分离器的除油效果。经隔油工序处理的污水石油类浓度显著降低,由改造前的800mg/l降到350mg/L左右,各种污染物的去除率明显提高。3.2浮选工序的完善
原设计没考虑浮选产生的油泡沫水的处理办法,投运后只能外运处理,费用较高。1995年建成一套压滤装置对油泡沫水进行回收处理;把浮选工序由原两池并联,一开一备改为既可串联又可并联运行,增加一套加药、溶气装置,提高了浮选效果;增加了一条回流管,可把不符合生化进水要求的浮选出水和厌氧吸水井的污水回流到浮选池进行处理;加强了对浮选池和溶气释放器的定期清理工作,使浮选工序的作用得到最大限度的发挥,见表2:3.3初步完善污水生化工序生活污水原从厌氧池进入污水处理系统的途径改为可从浮选工序进入,当生活污水含油高时可先经浮选除油处理后再进入厌氧池,避免可能对生化造成的负面的影响;在表曝机上安装变频调速装置,确保曝气池的稳定运行。通过多年的努力,污水处理工作发生了显著的变化,外排口水质达标率逐年提高,见表3。4污水处理系统的深度改造经过多年的改造,现有污水处理系统的潜力已基本得到发挥,但是NH3-N和COD却一直无法达标。因此在"一控双达标"中被列为省管项目。广州油制气厂通过广泛调研和深人论证,认识到只有对系统进行深度改造,采用切实可行的技术才有可能最后使NH厂N和COD达标,并与广东省微生物研究所会作,进行了以下的工作。4.1实验装置
本着节省环保投资的原则,按照现场生化处理系统的尺寸,按比例缩小构建了缺氧一好氧实验装置,以期待实验结果应用于原系统改造。待处理的废水在调节池混合后用泵打入缺氧生物滤池,然后经过好氧活性污泥曝气、澄清过滤后外排。工艺流程如图2所示。4.2实验实验分为三个阶段进行,第一阶段主要是选育降解微生物和脱氮微生物,向实验反应器中投加和驯化;第二阶段调整运行参数争取出水达标;第三阶段进行各种条件下的数据积累。4.2.1降解菌的选育和驯化由于废水可生化性较差,C/N比失调和在去除高浓度氨氮的压力下,如果曝气池系统活性污泥得不到足够的营养,异氧型微生物会逐渐消耗自身,导致污泥矿化,污泥浓度下降。在此特殊情况下为保证微生物含量,不能用常规的微生物发酵的方法进行,实验室选育的高效降解菌在混合培养和投加到处理系统中时,只能循序渐进,反复驯化。如果用常规的丰富培养基大量培养降解菌,投加到废水中降解菌的降解活性会下降,甚至完全不能生长。4.2.2影响处理系统效果的因素
生物处理法的关键是微生物。废水处理系统的酸碱度、有毒物质浓度以及处理的温度对微生物均会产生强烈的影响,导致处理效果发生很大的改变。在文献或某些废水处理工艺中,PH值要求为6刃,而实验中发现PH在8.5则的废水对废水处理系统会产生较强的负面影响;在水质恶劣的情况下,分隔的缺氧池可以并联、串联或交替灵活运行,充分发挥生物膜结构对废水中有毒物质的吸附、降解和减毒的缓冲作用;在受到高浓度有毒物质冲击中毒后,缺氧池表层的填料可以更换,以减轻毒害物质对处理系统的毒害作用;同样温度对去除氨氮的影响也十分重要。处理气温下降到2~15℃时,硝化细菌活性大幅度下降(表4)。4.3污水处理系统改造根据实验情况,瑞系统实际,对系统进行深度必造。4.3.1应用生物强化技术常规废水处理系统中高效降解菌和硝化菌存在的数量不多,为了用于改造系统,利用饥饿育种、选择性压力等方法选育能有效分解废水中难降解有机物的微生物共7属117株,其中包含了较少见报道的杂环化合物降解菌;还富集、筛选了脱氮的硝化细菌株。由于难降解、有毒的工业废水处理系统中的微生物的数量和增殖速度都远远低于一般无毒、高浓度有机废水处理系统的微生物,经过投加和驯化高效降解菌和硝化细菌,系统中缺氧池填料和活性污泥中培养的微生物的数量达到了较高的数量级,微生物的数量在低温季节仅比夏季低一个数量级。系统的处理效果有了较大的提高。
4.3.2进一步改进缺氧一好氧处理工艺目前国内缺氧一好氧工艺中缺氧池大多数采用由下部进水的方式,这种水解一酸化处理工艺对高浓度有机废水具有较为独特的优点。但当处理含有还原型化会物较多的石油化工废水生物处理的反应则应以好氧型反应为主。在下部进水的缺氧池中,填料由于浸泡在水中,生物缺氧程度较高;系统改造使用上部的进水方式,缺氧池的填料表面形成三维的生物膜,生物膜表面的微生物代谢类型在废水流经时主要是好氧型,能更有效处理废水。4.3.3更换缺氧池填料微生物具有较强的吸附性能,采用多孔的填料充填缺氧池,投加降解菌和硝化细菌,通过对附着生长型微生物的挂膜驯化,可在多孔填料表面形成含有较多数量微生物的生物膜,即使在冬季低温和高浓度COD、NH3—N下,缺氧池仍可保持1×1O6~l.7×1O7个细菌/克填料,有效的增强了缺氧池的抗冲击能力和减毒作用。在进水正常时,缺氧池的作用表面上看起来不明显,在进水不正常时,缺氧池的减毒作用就能极大地减轻毒害物质对好氧活性污泥的强烈影响。5改造达到的技术指标及存在问题
国内调研表明,由于资金、设计缺陷和管理等原因,有些油制气厂处理设施瘫痪,无法运行,污水甚至未经任何处理直接外排。在调研时,某煤气厂污水处理系统正常运行,但由于污水发生量较大,系统不堪重负,处理效果不佳,COD和NH3—N严重超标。只有上海某厂和北京某厂处理效果稍好(表8),但都不能完全达到国家一级排放标准,即COD≤l50mg/L,NH3-N<20mg/L。通过对系统的改造调试和对微生物的驯化,油制气生产废水在mg/L、NH、-N在58-182mg/L时,可以达到广州市的地方排放标准,COD≤110mg/L,NH3—N≤l0mg/L(图3)。利用普通缺氧一好氧处理工艺(A/O)在不投加外源碳源的情况下达标的结果在国内尚未见报道。广州油制气厂有着特殊的生产特点,在冬季气温较低时,供气量较大,这时微生物的活性较低,污水发生量大,NH3-N和COD含量又较高,污水处理相当困难,对这种情况仍需不断的探索。6结论将生物强化技术应用于含有高浓度氨氮和难降解有机物的工业废水处理可以取得良好的效果。通过选育能有效降解废水中难降解有机物的降解菌和生物脱氮微生物;改进缺氧生物滤池的填料;将生物膜处理方法和活性污泥处理方法有机的结合起来,使处理系统的减毒作用和处理效果可以明显增加。结果表明,这种微生物处理法不依赖特殊的处理构筑物,运行相对简单、经济。对高浓度氨氮不需要投加碳源,具有良好的应用前景。
'
您可能关注的文档
- 县城工业园区污水处理工程可行性研究报告
- 新湖石化abs污水处理工程调试及运行
- 某城镇生活污水处理工程设计
- 吴起医院污水处理工程结构设计施工组织设计
- 越溪村灰场自然村生活污水处理工程
- 河北省某种猪厂污水处理工程优秀毕业设计完整版(140页)
- 污水处理工程施工方案
- 宰鸡厂污水处理工程及有关问题探讨
- 污水处理工程环评报告表
- 污水处理工程调试及试运行指导手册
- 湖南某城市10万m3天生活污水处理工程设计
- 黑龙江省大庆市污水处理工程设计
- 南京秦淮河污水处理工程开挖埋管施工方案
- 吉林某汽车产业园污水处理工程降水施工方案
- 吉林某汽车产业园污水处理工程水池施工方案
- 湖南某煤矿污水处理工程运行调试方案
- 宁波市某村生活污水处理工程方案设计
- 山东某小区生活污水处理工程技术方案