

- 1.07 MB
- 2022-04-22 11:41:38 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'海南昌江核电环境实验室洁净管道安装施工方案安装单位:上海涤科科学仪器有限公司建设单位:海南昌江核电2013-11
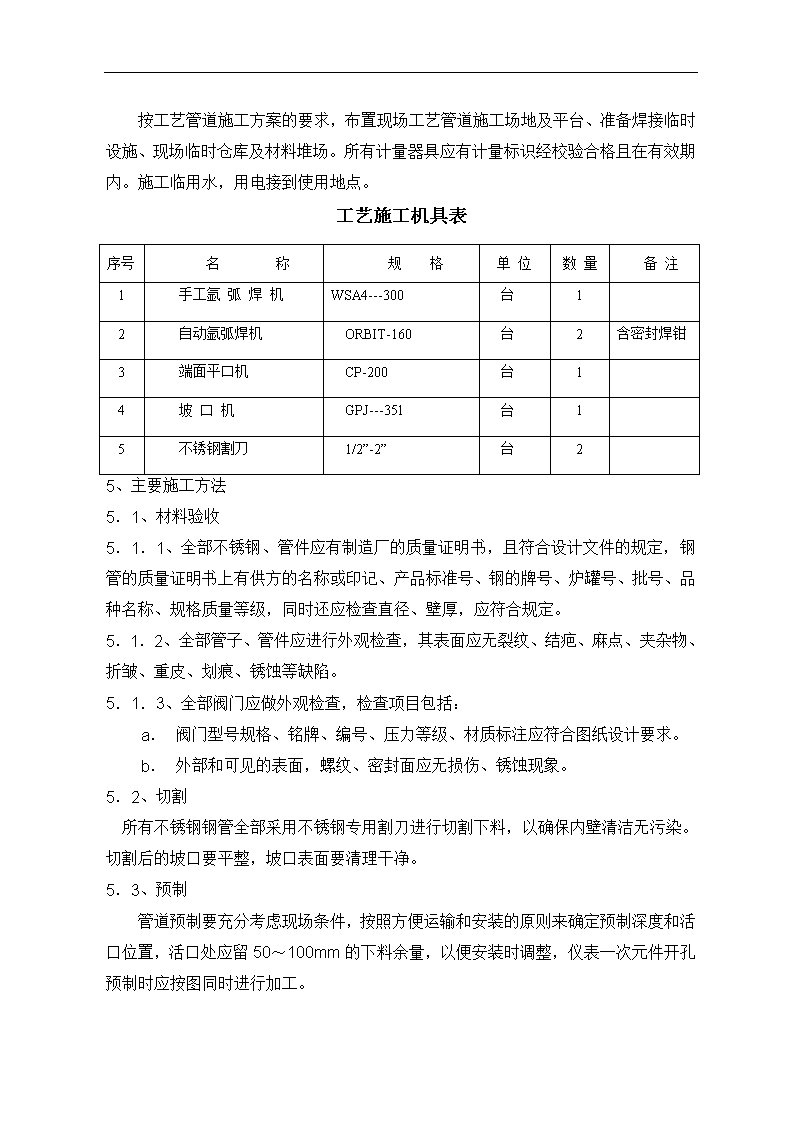
洁净管道安装施工方案1、工程概况及设计说明本工程位于海南昌江核电厂区,N2、He、AR、C2H2、N2O、AR+CH4、AR+CO2气瓶间位于一楼气瓶间内,通过管道引至各实验台、通风柜内,压缩空气来自管网,由底楼引入本大楼。气瓶间内气体汇流排全部采用原装进口自动切换器经减压、稳压后进入特气管网,送至各用气点,压缩空气由管网来,分成厂用空气及仪表空气二类,分别接入各房间用气点。特气管路主管道为3/8”,支管为1/4”。气体管道进入功能柱后,安装二级减压面板,将输出压力调整至0-6Bar,接入实验室设备。自动切换、一级减压及二级减压阀门、管路、减压阀全部采用SUS316洁净不锈钢材质。2、编制依据本方案编制依据设计图纸、合同及以下规范:序号名称编号1工业金属管道工程施工及验收规范GB50235--20102现场工业管道焊接工程施工及验收规范GB50236--20113钢熔化焊对接对射线照相和质量分级GB3323--873、主要施工工序交工材料验收管道加工预制和阀门试压合格,运往现场管道安装施工准备管道系统试压管道系统吹洗系统单体试车操作培训4、施工准备4.1、施工现场准备
按工艺管道施工方案的要求,布置现场工艺管道施工场地及平台、准备焊接临时设施、现场临时仓库及材料堆场。所有计量器具应有计量标识经校验合格且在有效期内。施工临用水,用电接到使用地点。工艺施工机具表序号名称规格单位数量备注1手工氩弧焊机WSA4---300台12自动氩弧焊机ORBIT-160台2含密封焊钳3端面平口机CP-200台14坡口机GPJ---351台15不锈钢割刀1/2”-2”台25、主要施工方法5.1、材料验收5.1.1、全部不锈钢、管件应有制造厂的质量证明书,且符合设计文件的规定,钢管的质量证明书上有供方的名称或印记、产品标准号、钢的牌号、炉罐号、批号、品种名称、规格质量等级,同时还应检查直径、壁厚,应符合规定。5.1.2、全部管子、管件应进行外观检查,其表面应无裂纹、结疤、麻点、夹杂物、折皱、重皮、划痕、锈蚀等缺陷。5.1.3、全部阀门应做外观检查,检查项目包括:a.阀门型号规格、铭牌、编号、压力等级、材质标注应符合图纸设计要求。b.外部和可见的表面,螺纹、密封面应无损伤、锈蚀现象。5.2、切割所有不锈钢钢管全部采用不锈钢专用割刀进行切割下料,以确保内壁清洁无污染。切割后的坡口要平整,坡口表面要清理干净。5.3、预制管道预制要充分考虑现场条件,按照方便运输和安装的原则来确定预制深度和活口位置,活口处应留50~100mm的下料余量,以便安装时调整,仪表一次元件开孔预制时应按图同时进行加工。
管道组成件的焊接、无损探伤、加工、组装和检查,应符合规范有关规定。预制管段应具有足够的刚性,必要时可进行加固,以保证存放及运输过程中不产生变形。预制完毕的管段,应将内部清理干净,及时封闭管口,保持管内清洁。5.4、管道焊接5.4.1、焊接采用原装进口管管全自动焊机进行环缝焊接,密封焊钳、内外充氩保护。管管环缝自动焊接将管管之间传统的机械连接方式转变为自动焊接方式,这是一种非常精确的适合精密管路系统的焊接方法,采用高纯氩气进行内外保护,单面焊双面成形。先进管管自动焊接系统包括数字化控制器,输入管路直径和厚度,就可以自动生成焊接工艺程序,同时还能实时显示各项焊接参数。自动焊接工艺特别适用于焊接高清洁度、耐高压、高纯度的不锈钢管路系统。自动焊设备介绍:
自动焊接施工方法如附图:焊接施工作业内壁焊缝成形5.4.2、焊接试样5.4.2.1、焊接工艺评定在本工程施工前,我们会按照本工程管道管径及材质,制作焊接工艺卡,并按照焊接工艺卡各项工艺参数,提供各规格管道焊缝试样,焊缝试样按施工工艺规范要求对以下各项进行测试确认:●焊缝外焊道宽度检测:焊缝外焊道宽度须一致,外焊缝宽度应小于3倍壁厚;●焊缝内焊道宽度检测:焊缝内焊道宽度须一致,内焊缝宽度须大于1.5倍壁厚;●焊缝拉伸强度检测:焊接工艺评定时,应对焊件试样进行拉伸强度测试,拉伸强度应不小于350MPa。5.4.2、每天焊接作业前按焊接工艺卡工艺参数要求,焊接焊件试样,焊件试样合格后方可开始施焊(检查外观质量、检测焊缝内外焊道宽度)。5.4.3、管道焊接5.4.3.1、对于预制焊接好的管道组成件及管段,架管作业后进行自动焊接,焊接操作应遵循如下要求:●点固焊高度不超过壁厚的1/4;●焊后自然空冷;●阴雨天气,相对湿度大于90%时,除非采取防护措施(如预热15℃以上等),否则严禁施焊;
●每天焊接前应进行样件试焊,试样合格后才能进行正式焊接,正式焊接时焊接工艺应与试焊焊接工艺相同;5.5、焊缝检验●质检人员应对所有焊缝的外观进行检查,焊缝的外观质量应符合GB50236-97的要求。发现焊缝缺陷超过规定时,必须进行返修;●当抽样检验未发现需要返修的焊缝缺陷时,则该次抽样代表的一批焊缝应认为全部合格;当抽样检验发现需要返修的焊缝缺陷时,除返修该焊缝外,还应采取原规定方法按下列规定进一步检验:a.出现一道不合格焊缝应再检验两道该焊工所焊的同一批焊缝。b.两道焊缝均合格时,认为检验所代表的这一批焊缝合格。c.当这两道焊缝又出现不合格时,每道不合格焊缝应再检验两道该焊工的同一批焊缝。d.当再次检验均合格时,可认为检验所代表的这一批焊缝合格。e.当再次检验又出现不合格时,应对该焊工所焊的同一批焊缝全部进行检验。③对不合格焊缝的返修:返修前应进行质量分析,当同一部位的返修次数超过两次时,应制订返修措施并经审批后方可进行返修。5.7、管道安装要求5.7.1、管道在安装前应对设备管口、预留孔洞、钢结构等涉及管道安装的内容进行复核。5.7.2、管道的坡度应按图纸的要求进行调整,调整方法可以利用支座达到坡度要求,焊缝应设置在便于检修、观察的地方。5.7.3、管道与机器连接前应防止强力相对,在自由状态下检查平行度和同轴度。5.7.4、阀门安装前,按设计文件核对其型号,并按介质流向确定其安装方向。当阀门与管道以法兰或螺纹方式连接时,阀门应在关闭状态下安装;如以焊接方式安装时,阀门不得关闭。5.7.5、仪表元件的临时替代:所有仪表元件安装时,均采用临时元件替代,等试压、冲洗、吹扫工作结束后,投料前再正式安装。6、管道的测试6.1、管路测试包括强度测试、气密性测试及泄漏量测试。6.2、管路测试标准
测试项目合格标准强度测试充气过程中,观察充气管道上压力表的压力值;试压介质为氮气,试验压力应为设计压力的1.15倍;当压力表的压力值显示为1.15MPa,停止加压充气;试验时,应缓慢升压,当压力升至试验压力的50%时,如未发现异状或泄漏,应继续按试验压力的10%逐级升压,每级稳压3min,直至试验压力;应在试验压力下稳压10min,每隔2分钟需要记录一次压力值;测试结束后应依据压力记录值做出压力-时间曲线,并计算管道系统的泄漏率。气密性测试泄漏量测试6.3、有关压力测试补充说明①必须采用专用的保压测试仪进行保压及气密性测试,并提供保压仪测试记录纸。②鉴于本工程管道气体压力较低,保压及气密性测试均采用洁净氮气进行。③压力试验时,无关人员不得进入。压力试验完毕,不得在管道上进行修补。④符合压力试验要求的气体已备齐。⑤按试验要求,管道已经加固。⑥待试管道与无关系统已用盲板或采取其它措施隔开。⑦待试管道上的安全阀及仪表元件等已经拆下或加以隔离。⑧当试验过程中发现泄漏时,不得带压处理。消除缺陷后,应重新进行试验。⑨气密试验重点检验阀门、卡套连接处、放空阀、排气阀、排水阀等。⑩管道在压力试验合格后,应按吹洗方案组织管道的吹扫或清洗工作。
建设单位和项目名称施工单位评定报告编号工艺规程编号日期产品材质及厚度316焊接材料牌号自熔焊接接头型式√焊接方法和位置GTAW水平固定坡口及接头型式电源种类直流极性反接和其他尺寸:予热温度(最低值)/℃层间温度(最低值)小于60℃后热温度/℃保温时间/冷却/加热方式/其他焊缝层道数运条方式焊条(丝)直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/分)线能量焦耳/cm其他1GTAW53~587~1166.8氩气保护2GTAW53~587~1166.8氩气保护技术说明编制日期审核日期焊接工艺规程批准:
7、现场施工管理7.1、质量管理1)认真学习施工规范、规格,学习和掌握设计施工图,严格按照施工图和验收规范及施工组织设计施工;2)持上岗证,重要部位,重要工序必须持有效合格证书的工人上岗;3)实行班前质量交底制度,各工种负责人在布置任务时,应进行施工质量交底,并记入施工日记,确保按图纸施工和符合施工验收规范要求;7.2、安全生产及技安防火管理1)严格执行施工现场工地的安全规章制度,严禁无证上岗。2)进入现场应走安全出入口,戴好安全帽。3)进入现场严禁吸烟、乱扔杂物,安全文明施工。4)严禁乱扔、乱接供电线,禁止乱动带电设备。并做到人走断电。5)登高1.5米以上时,应带安全带。7.3、文明施工管理1)施工人员进行文明施工教育,建立文明施工的奖惩制度,做到有检查、有记录、有措施、有落实,对分段进场的做好文明施工教育工作。2)佩戴胸卡,整齐着装,语言文明。3)有严格的成品保护措施和制度,大小临时设施和各种材料、构件、半成品按平面布置堆放整齐。4)机具设备状况良好,使用合理,施工作业符合消防安全要求。7.4、环境卫生管理1)施工现场要勤打扫,保持整洁卫生,场地平整,各类物资堆放整齐,道路畅通,无堆放物,物散落物,做到无积水、无黑臭、无垃圾,排水顺畅。生活垃圾与建筑垃圾分别定点堆放,严禁混放,并及时清理。2)施工现场零散材料和垃圾,要及时清理,垃圾临时堆放不得超过一天。3)建筑物内清除的垃圾渣土,要通过临时搭设的竖井或利用电梯等措施稳妥下卸,严禁从门窗口向外抛掷。'