

- 100.78 KB
- 2022-04-22 11:23:23 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'天脊中化高平化工40-60项目A管桥工艺管道施工方案山西省工业设备安装公司天脊40-60项目部2005年9月1日
目录1、工程概况2、编制依据3、施工方案4、安全措施5、机具计划6、劳动力计划工艺外管网施工方案
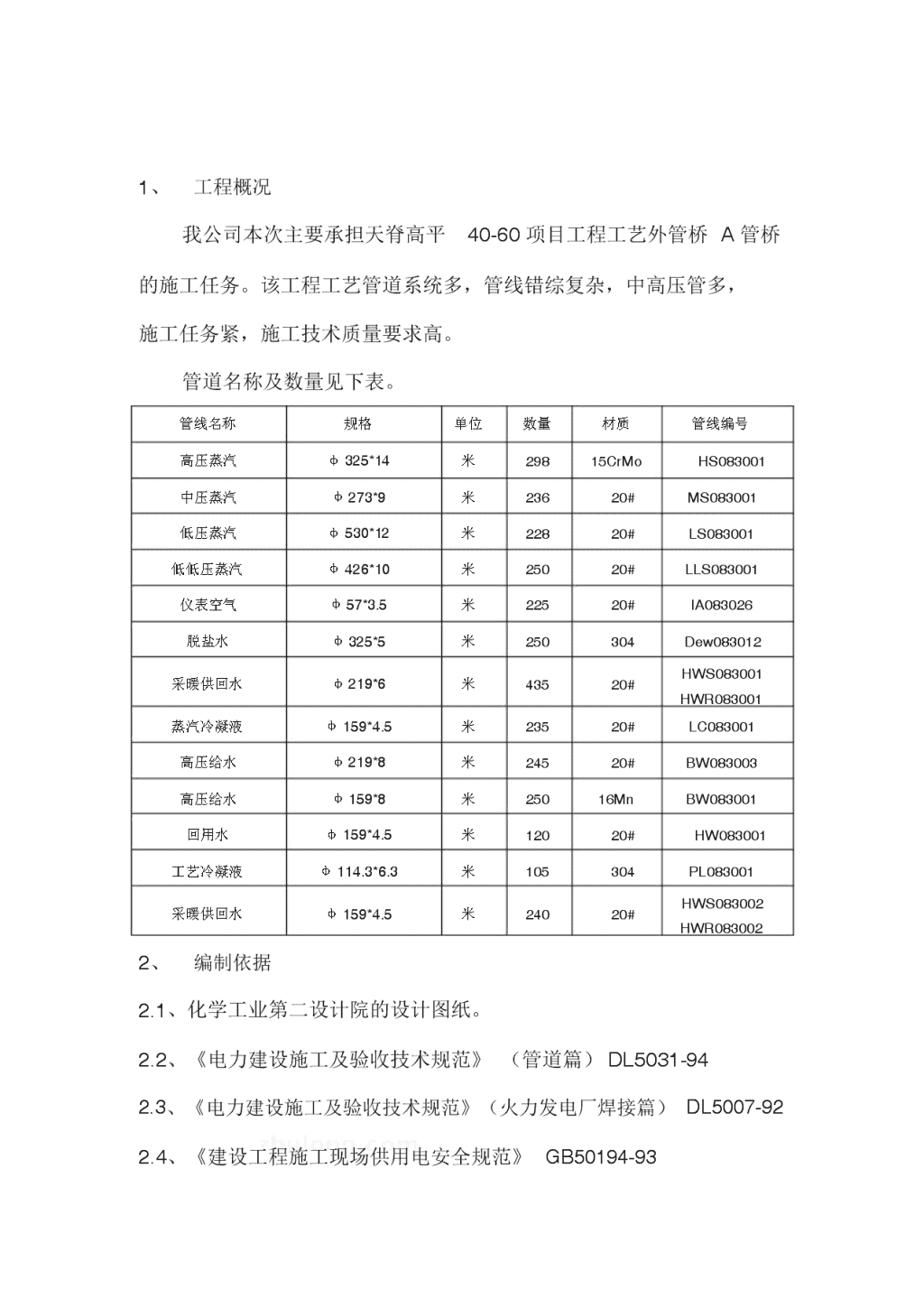
1、工程概况我公司本次主要承担天脊高平40-60项目工程工艺外管桥A管桥的施工任务。该工程工艺管道系统多,管线错综复杂,中高压管多,施工任务紧,施工技术质量要求高。管道名称及数量见下表。管线名称规格单位数量材质管线编号高压蒸汽φ325*14米29815CrMoHS083001中压蒸汽φ273*9米23620#MS083001低压蒸汽φ530*12米22820#LS083001低低压蒸汽φ426*10米25020#LLS083001仪表空气φ57*3.5米22520#IA083026脱盐水φ325*5米250304Dew083012采暖供回水φ219*6米43520#HWS083001HWR083001蒸汽冷凝液φ159*4.5米23520#LC083001高压给水φ219*8米24520#BW083003高压给水φ159*8米25016MnBW083001回用水φ159*4.5米12020#HW083001工艺冷凝液φ114.3*6.3米105304PL083001采暖供回水φ159*4.5米24020#HWS083002HWR0830022、编制依据2.1、化学工业第二设计院的设计图纸。2.2、《电力建设施工及验收技术规范》(管道篇)DL5031-942.3、《电力建设施工及验收技术规范》(火力发电厂焊接篇)DL5007-922.4、《建设工程施工现场供用电安全规范》GB50194-93
2.5、《建筑施工高处作业安全技术规范》JGJ80-913、施工方案3.1、施工程序:管道、管件检验——管内壁喷砂处理——管道运输摆放——管道预制及滑托制作——管道吊装——坡口加工及对口焊接——焊口X光探伤——管道水压试验。3.2、管道、管件检验3.2.1、管子、管件、管道附件必须具有制造厂的合格证证明书,其规格、材质及技术参数应符合设计图纸要求。3.2.2、管子、管件、管道附件在使用前,应进行外观检查,其表面应光滑、无裂纹、划痕等缺陷。3.2.3、高压蒸汽管道的管子、管件、管道附件在使用前,应逐件进行光谱复查,并作出材质标记。3.3、管内壁喷砂处理及管道运输3.3.1、为确保管道内部的清洁度,对高压蒸汽管道、中压蒸汽管道、低压蒸汽管道、低低压蒸汽管道、高压给水管道的内壁进行喷砂处理,喷砂后,应将管口封堵好。3.3.2、管道喷砂处理后,运输至A管桥,并沿着A管桥摆放整齐,进行予制。但要注意不得妨碍车辆的通行。3.4、管道坡口加工及对口要求。3.4.1、管子的坡口形式和尺寸如下图所示:(V型坡口)
a=30°~35°b=3㎜p=1~2㎜3.4.2、用火焰切割切制坡口后,应将割口表面的氧化物、熔渣及飞溅物用磨光机打磨干净,并发出金属光泽。3.4.3、管道对口时,局部错口值不应超过壁厚的10%且不大于1㎜。3.4.4、对脱盐水管道φ325*5,工艺冷凝液管道φ114.3*6.3,材质为304,坡口的加工采用磨光机直接打磨的方法进行。3.4.5、管道正式对口焊接前,要求用白布团清理干净,并责专人检查后,才能对口焊接。3.5、管道焊接3.5.1、焊接工艺及焊条、焊丝的选用根部焊其它焊道焊后管道名称规格材质道及焊及焊条焊前预热丝热处理高压蒸汽φ325*1415CrMnTIGR30SMAWR307670~700℃150~250℃恒温0.5h中压蒸汽φ273*920#TIGJ50SMAWJ422低压蒸汽φ530*1220#TIGJ50SMAWJ422低低压蒸汽φ426*1020#TIGJ50SMAWJ422仪表空气φ57*3.520#TIGJ50脱盐水φ325*5304SMAWA132工艺冷凝液φ114.3*6.3304TIGSMAWA132采暖供回水φ219*620#SMAWJ422采暖供回水φ159*4.520#SMAWJ422回用水φ159*4.520#SMAWJ422
蒸汽冷凝液φ159*4.520#SMAWJ422高压给水φ219*820#TIGJ50SMAWJ422高压给水φ159*4.516MnTIGJ50SMAWJ506、507备注:TIG手工钨极氩弧焊SWAW手工电弧焊3.5.2、焊条、焊丝等均应有制造厂的质量合格证,电焊条必须按制造厂的说明书要求进行烘干,烘干后放入保温箱内,随用随取。3.5.3、在对口根部点固焊时,其焊接材料、焊接工艺、焊工和予热温度等应与正式施焊相同,且点固焊后应检查各个焊点质量,如有缺陷应立即清除,重新进行点焊。3.5.4、氩弧焊打底时,管内不得有穿堂风,氩弧焊打底过程中,仔细检查根部焊缝,确保根部无可见缺陷,打底完成后应立即进行次层的焊接,厚壁管氩弧焊打底的焊层厚度不大于3㎜。3.5.5、严禁在被焊件表面引燃电弧、试验电流或随意焊接临时支撑物。3.5.6、高压蒸汽管道焊前预热采用电加热方式进行,预热温度为150~250℃。3.5.7、焊口焊完后应进行清理,经自检合格后,在焊缝附近打上焊工本人的代号钢印。3.5.8、脱盐水φ325*5,工艺冷凝液φ114.3*6.3材质为304的管道焊接前应在焊口两侧涂上白灰,以便于清除焊接过程中产生的飞溅物。3.5.9、材质为304的管道焊接后,对焊口应进行酸洗钝化,具体配方为20%硝酸,10%氢氟酸,70%水。3.5.10、管道焊接接头类别及X光探伤比例。管道名称焊口类别X光探伤比例
高压蒸汽管道Ⅰ50%其它管道Ⅱ5%3.6、支吊架安装3.6.1、管道支吊架的型式、材质、加工尺寸及精度应符合设计图纸的规定。3.6.2、滑动支架的工作面应平滑灵活,无卡涩现象。3.6.3、管道安装时,应及时进行支吊架的固定和调整工作,支吊架位置应正确,安装应平整、牢固,并与管子接触良好。3.6.4、滑托与管道焊接时,应由合格焊工认真施焊,焊完后并应检查有无咬肉等焊接缺陷。3.7、管道系统的试压3.7.1、管道系统的严密性试验宜采用水压试验,其水质应洁净,充水应保证能将系统内空气排尽,其试验压力如下表:管道名称工作压力(Mpa)试验压力(Mpa)高压蒸汽HS0830015.36.63中压蒸汽MS0830012.73.38低压蒸汽LS0830010.60.75低低压蒸汽LLS0830010.30.38高压给水BW-083001-1508.010高压给水BW-083001-2003.64.5脱盐水Dew0830120.50.63回用水HW0830010.30.38蒸汽冷凝液LC0830010.60.75工艺冷凝液PL0830013.254.06仪表空气IA0830261.01.25采暖供回水0.60.75
3.7.2、水压试验宜在水温与环境温度5℃以上进行,否则必须根据具体情况,采取防冻及防止金属冷脆折裂等措施。3.7.3、管道系统水压试验时,当压力达到试验压力后应保持10min,然后降至设计压力,对所有接头和连接处进行全面检查,整个管路系统除了泵或阀门填料局部地方外,均不得有渗水或泄漏的痕迹,且目测无变形。3.7.4、在管道系统试验过程中,如发现渗漏,应降压消除缺陷后再进行试验,严禁带压修理。3.7.5、结束试验后,应及时排净系统内的全部存水,并拆除所有临时支吊架、盲板及加固装置。4、安全措施4.1、施工班组每周一必须召开安全例会,分析检查上周安全情况,确定本周安全工作安排,切实做到施工和安全工作同步进行。4.2、电焊工、起重工、维修电工等特殊工种作业人员必须持证上岗。4.3、施工现场临时电源线一定要沿墙、柱架空敷设,严禁在地面上乱拖线。4.4、所有手持电动工具、电源闸箱、电焊机等均要安装漏电保护器,并有专人管理。4.5、电焊机等设备现场必须设防雨棚,并要求采取可靠的接地措施。4.6、施工现场高空作业多,一定要系好安全带,穿好防滑鞋。4.7、脚手架搭设一定要牢固可靠,跳板两端必须用10#铁丝绑扎好。4.8、吊装作业中,设专人指挥,严禁违章指挥。
4.9、管道对口时,严禁用手触摸管口,以防挤伤手指。4.10、使用磨光机时,一定要戴好防护镜,以防脏物溅入眼内。4.11、严格执行有关安全操作规程,杜绝酒后上岗。4.12、管道焊口X光探伤时,要拉好警戒线,并通知周围人员撤离至安全地带。5、机具计划机具名称规格型号单位数量吊车8吨台1吊车25吨台1磨光机φ125台10电焊机直流台4电焊机交流台4平板车辆1倒链3吨个2倒链2吨个6焊条烘干箱个1光谱分析仪台1X光探伤机台16、劳动力计划电焊工管工壮工起重工电工8人8人20人2人1人
下面为附送毕业论文致谢词范文!不需要的可以编辑删除!谢谢!毕业论文致谢词我的毕业论文是在韦xx老师的精心指导和大力支持下完成的,他渊博的知识开阔的视野给了我深深的启迪,论文凝聚着他的血汗,他以严谨的治学态度和敬业精神深深的感染了我对我的工作学习产生了深渊的影响,在此我向他表示衷心的谢意这三年来感谢广西工业职业技术学院汽车工程系的老师对我专业思维及专业技能的培养,他们在学业上的心细指导为我工作和继续学习打下了良好的基础,在这里我要像诸位老师深深的鞠上一躬!特别是我的班主任吴廷川老师,虽然他不是我的专业老师,但是在这三年来,在思想以及生活上给予我鼓舞与关怀让我走出了很多失落的时候,“明师之恩,诚为过于天地,重于父母”,对吴老师的感激之情我无法用语言来表达,在此向吴老师致以最崇高的敬意和最真诚的谢意!
感谢这三年来我的朋友以及汽修0932班的四十多位同学对我的学习,生活和工作的支持和关心。三年来我们真心相待,和睦共处,不是兄弟胜是兄弟!正是一路上有你们我的求学生涯才不会感到孤独,马上就要各奔前程了,希望(,请保留此标记。)你们有好的前途,失败不要灰心,你的背后还有汽修0932班这个大家庭!最后我要感谢我的父母,你们生我养我,纵有三世也无法回报你们,要离开你们出去工作了,我在心里默默的祝福你们平安健康,我不会让你们失望的,会好好工作回报社会的。致谢词2在本次论文设计过程中,感谢我的学校,给了我学习的机会,在学习中,老师从选题指导、论文框架到细节修改,都给予了细致的指导,提出了很多宝贵的意见与建议,老师以其严谨求实的治学态度、高度的敬业精神、兢兢业业、孜孜以求的工作作风和大胆创新的进取精神对我产生重要影响。他渊博的知识、开阔的视野和敏锐的思维给了我深深的启迪。这篇论文是在老师的精心指导和大力支持下才完成的感谢所有授我以业的老师,没有这些年知识的积淀,我没有这么大的动力和信心完成这篇论文。感恩之余,诚恳地请各位老师对我的论文多加批评指正,使我及时完善论文的不足之处。
谨以此致谢最后,我要向百忙之中抽时间对本文进行审阅的各位老师表示衷心的感谢。开学自我介绍范文:首先,我想说“荣幸”,因为茫茫人海由不相识到相识实在是人生一大幸事,更希望能在三年的学习生活中能够与大家成为好同学,好朋友。其次我要说“幸运”,因为在短暂的私下接触我感觉我们班的同学都很优秀,值得我学习的地方很多,我相信我们班一定将是团结、向上、努力请保留此标记。)的班集体。最后我要说“加油”衷心地祝愿我们班的同学也包括我在内通过三年的努力学习最后都能够考入我们自己理想中的大学,为老师争光、为家长争光,更是为了我们自己未来美好生活和个人价值,加油。哦,对了,我的名字叫“***”,希望大家能记住我,因为被别人记住是一件幸福的事!!)查看更多与本文《高中生开学自我介绍》相关的文章。'
您可能关注的文档
- 与污水管道施工方案.doc
- 动力管道施工方案.doc
- 外网管道施工方案详解.doc
- 室外管道施工方案.doc
- 排污管道施工方案.doc
- 水网段管道施工方案.doc
- 管道施工方案.docx
- 呼伦贝尔某区室外排水管道施工方案_secret.docx
- 外网管道施工方案.docx
- 斜沟煤矿管道施工方案.docx
- 架空管道施工方案.docx
- 某市政工程雨水管道施工方案_secret.docx
- 某市主干道雨污水管道施工方案.docx
- 某给水管道施工方案.docx
- 某道路燃气管道施工方案_secret.docx
- 桂湖雨污水管道施工方案.docx
- 热力管道施工方案_secret.docx
- 热力管道施工方案_secret71866.docx