

- 75.50 KB
- 2022-12-07 09:25:17 发布


- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
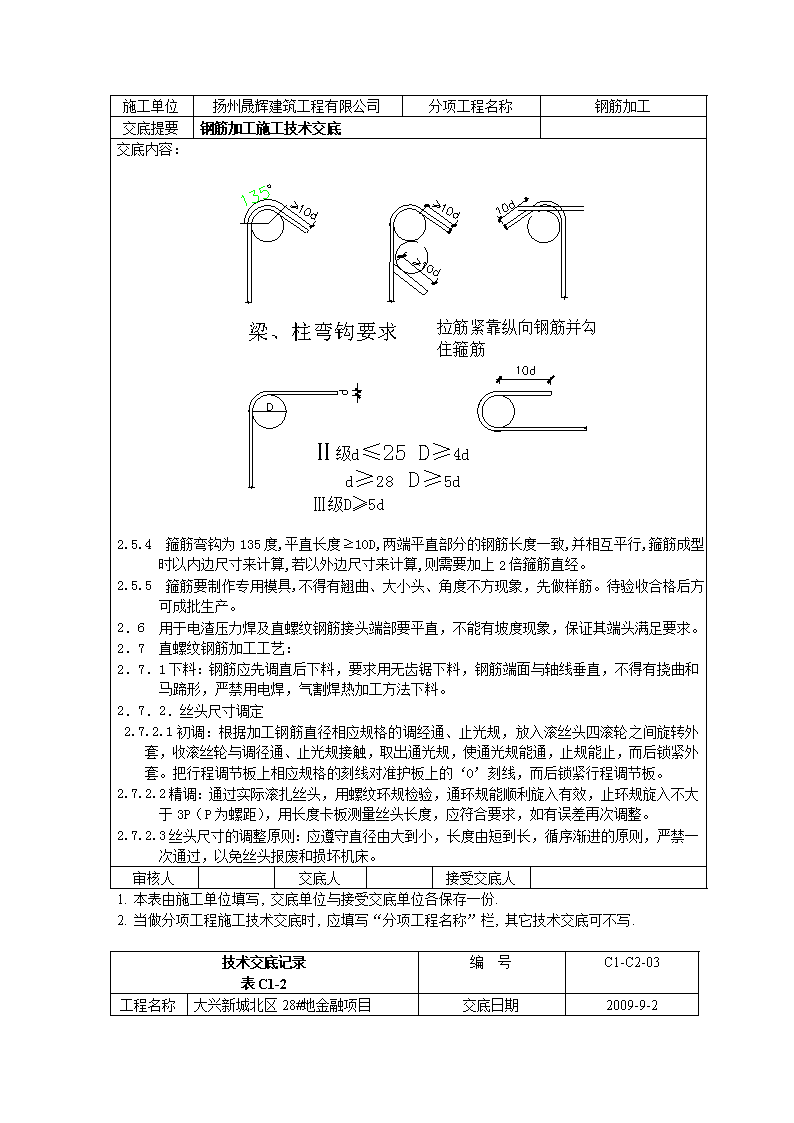
技术交底记录表C1-2编号C1-2-03工程名称大兴新城北区28#地金融项目交底日期2009-9-2施工单位扬州晟辉建筑工程有限公司分项工程名称钢筋加工交底提要钢筋加工施工技术交底交底内容:一、施工准备1.1机具准备:切割机、调直机、弯曲机、套丝机、钢筋扳手。1.2材料要求:1.2.1钢筋采用I级(HPB235)和Ⅱ级(HRB335)、Ⅲ级(HRB400)钢筋。1.2.2钢筋具有出厂合格证及试验报告并经复试检验合格。1.3作业条件1.3.1现场钢筋原材料复试合格,标识齐全。1.3.2现场钢筋机械运转正常,并有安全防护、防雨棚等。1.3.4圆盘钢筋调直时要有明显的拉直、伸长标志。二、施工工艺2.1工艺流程:钢筋翻样一编制钢筋配料单一断料一弯曲成型一分类码放。2.2先根据设计图纸,做钢筋翻样单,然后进行综合配料,以减少浪费。2.3一级圆盘钢筋调直时,每根钢筋必须到规定长度标志处切断。2.4钢筋切断2.4.1根据原材料长度将同规格钢筋按不同的长度进行长短搭配,减少损耗,断料应避免短尺量长料,防止料中的累计误差。2.4.2电渣压力焊、直螺纹、箍筋等钢筋采用砂轮锯切割机,其它采用断料机。2.4.3切断机按切断钢筋粗细调好刀口间隙,保证钢筋口不得有马蹄形或起弯现象,确保钢筋长度准确。2.4.4对Ⅱ级,Ⅲ级钢筋翘曲、有小弯的钢筋在料台上用的开口扳子调直,按钢筋加工单的顺序认准原材料规格与加工单相符后方可下料(先下长料、后下短料),挂上标识牌,注明使用2.5钢筋弯曲2.5.1钢筋弯曲前要划线,对各类类型的弯曲钢筋要先弯一根,检查其弯曲质量与设计相符,并经验收合格后进行成批生产。2.5.2钢筋弯曲采用弯曲机,Φ12以下箍筋及拉筋一律采用人工套筒板成型,不得使用弯曲机。2.5.3一级钢筋要做180度弯钩时,采用Ї≥2.5d轴心,平直长度≥3d、Ⅱ级和Ⅲ级钢筋作90、135度弯折时,Ⅱ级钢筋弯曲直经D≥4d,Ⅲ级钢筋及Ⅱ级钢筋D≥28,钢筋弯曲直经D≥5d,弯起钢筋中间部位弯折处的直经D≮5d(见附图)审核人交底人接受交底人1.本表由施工单位填写,交底单位与接受交底单位各保存一份.2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其它技术交底可不写.技术交底记录表C1-2编号C1-C2-006工程名称大兴新城北区28#地金融项目交底日期2009-9-2\n施工单位扬州晟辉建筑工程有限公司分项工程名称钢筋加工交底提要钢筋加工施工技术交底交底内容:2.5.4箍筋弯钩为135度,平直长度≥10D,两端平直部分的钢筋长度一致,并相互平行,箍筋成型时以内边尺寸来计算,若以外边尺寸来计算,则需要加上2倍箍筋直经。2.5.5箍筋要制作专用模具,不得有翘曲、大小头、角度不方现象,先做样筋。待验收合格后方可成批生产。2.6用于电渣压力焊及直螺纹钢筋接头端部要平直,不能有坡度现象,保证其端头满足要求。2.7直螺纹钢筋加工工艺:2.7.1下料:钢筋应先调直后下料,要求用无齿锯下料,钢筋端面与轴线垂直,不得有挠曲和马蹄形,严禁用电焊,气割焊热加工方法下料。2.7.2.丝头尺寸调定2.7.2.1初调:根据加工钢筋直径相应规格的调经通、止光规,放入滚丝头四滚轮之间旋转外套,收滚丝轮与调径通、止光规接触,取出通光规,使通光规能通,止规能止,而后锁紧外套。把行程调节板上相应规格的刻线对准护板上的‘0’刻线,而后锁紧行程调节板。2.7.2.2精调:通过实际滚扎丝头,用螺纹环规检验,通环规能顺利旋入有效,止环规旋入不大于3P(P为螺距),用长度卡板测量丝头长度,应符合要求,如有误差再次调整。2.7.2.3丝头尺寸的调整原则:应遵守直径由大到小,长度由短到长,循序渐进的原则,严禁一次通过,以免丝头报废和损坏机床。审核人交底人接受交底人1.本表由施工单位填写,交底单位与接受交底单位各保存一份.2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其它技术交底可不写.技术交底记录表C1-2编号C1-C2-03工程名称大兴新城北区28#地金融项目交底日期2009-9-2\n施工单位扬州晟辉建筑工程有限公司分项工程名称钢筋加工交底提要钢筋加工施工技术交底交底内容:2.7.3装夹钢筋:将床头置于停车极限把待加工钢筋放入夹钳中,伸出长度应以钢筋端面与滚丝轮架上端面对齐为准,而后夹紧(向里或向外都会影响丝头加工长度)。2.7.4滚扎丝头2.7.4.1在调整丝头直径和长度合格后进入正常加工,逆时针搬动进给手柄,使滚丝轮缓慢接触钢筋,并施以适当的力,当滚扎2P后即自动进给,严禁用力过猛或用脚踏进给手柄进给。2.7.4.2操作者应逐渐自检滚扎丝头,合格后装好保护帽或拧上连接套,防止搬运钢筋碰坏丝头。2.8所有钢筋加工后,应码放到成品钢筋码放架上,码放整齐、规整、成行成列。三、质量标准3.1成型钢筋的允许偏差项目符合设要求及规范规定。3.2成型钢筋的允许偏差项目应符合规范规定:钢筋加工的允许偏差项目允许偏差(㎜)受力钢筋顺长度方向全长的净尺寸±3弯起钢筋的弯折位置±10箍筋边长±1箍筋对角线±1.53.3直螺纹钢筋及套筒检验3.3.1外观检验:钢筋螺纹丝头应饱满、光滑。3.3.2螺纹直径检验:用螺纹环规,通环规能顺利旋入有效扣,止环规旋入不大于3P(P为螺距)3.3.3丝头长度检验:用长度卡板测量,以丝头端面最高点至钢筋纵筋肋上最后一个划痕应在卡板相应两刻线之间。3.2.4检验与评定:自检合格的丝头,应由质检员按批进行抽样检验,以一个班加工的丝头,为一个验收批,随机抽检10%,合格率小于95%应加倍抽检,复验合格率仍小于95%时判该批为不合格,应对该批头逐个检验,对不合格的丝头要重新加工并检验合格。四、注意事项:4.1成品保护4.1.1钢筋码放应架空20CM,有防雨、雪措施,作到及时毡盖。4.1.2禁止污染钢筋。审核人交底人接受交底人1.本表由施工单位填写,交底单位与接受交底单位各保存一份.2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其它技术交底可不写.技术交底记录表C1-2编号C1-C2-03工程名称大兴新城北区28#地金融项目交底日期2009-9-2施工单位扬州晟辉建筑工程有限公司分项工程名称钢筋加工\n交底提要钢筋加工施工技术交底交底内容:4.1.3直螺纹套丝后及时套上保护套。4.2安全措施4.2.1钢筋机械操作人员应持证上岗,保证安全施工,机械周围的料头应及时运到指点地堆放。4.2.2加工机械发生故障或电源出现故障时及时找到现场电工修理,不得私自修理碰电源。4.2.3钢筋切断机切钢筋时,手要运离切口,一般不小于30CM。4.2.4使用手推砂轮切割机时先检查开关是否灵活,切割前要有防护措施,以防伤人。4.3文明施工措施4.3.1钢筋料头及时清扫整理,归堆。4.3.2机械油应及时擦洗,不得四溅污染地面或其它物品.4.3.3机械油应及时检修,更换轴承以减少摩擦。4.3.4钢筋铁锈及渣屑随时收集处理。审核人交底人接受交底人1.本表由施工单位填写,交底单位与接受交底单位各保存一份.2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其它技术交底可不写.