

- 18.50 KB
- 2022-12-08 09:33:25 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
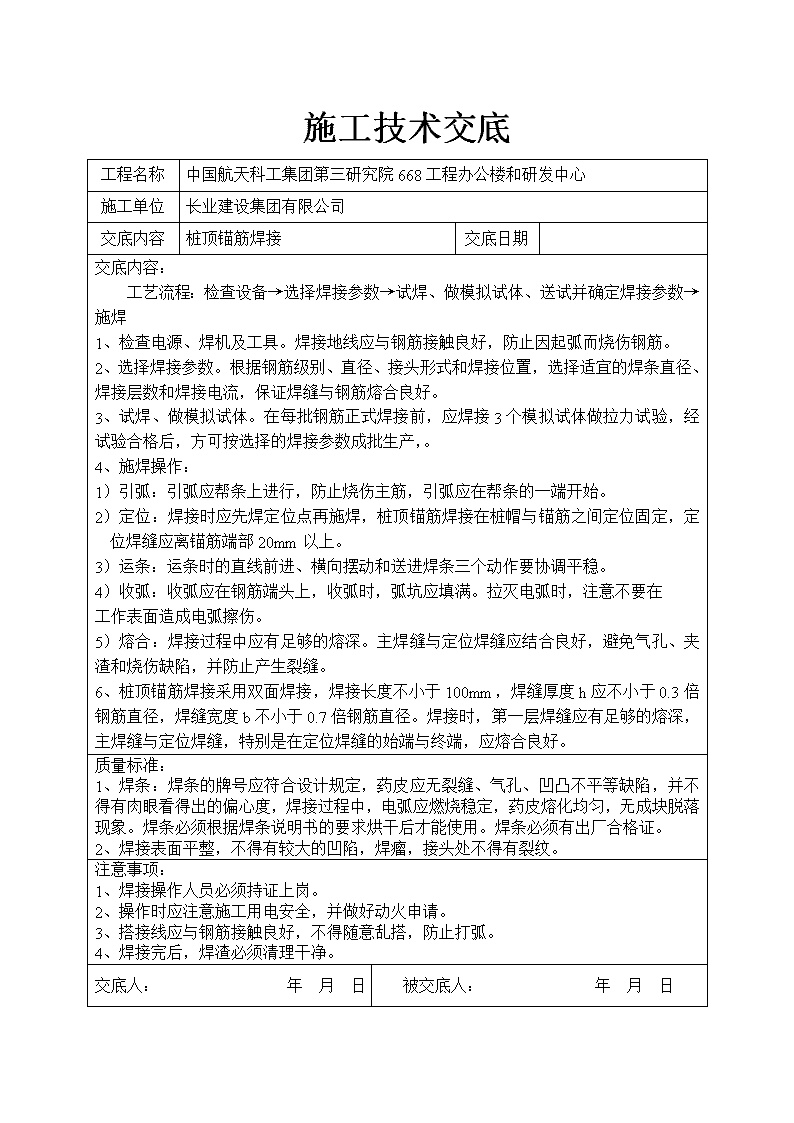
施工技术交底工程名称中国航天科工集团第三研究院668工程办公楼和研发中心施工单位长业建设集团有限公司交底内容桩顶锚筋焊接交底日期交底内容:工艺流程:检查设备→选择焊接参数→试焊、做模拟试体、送试并确定焊接参数→施焊1、检查电源、焊机及工具。焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。2、选择焊接参数。根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。3、试焊、做模拟试体。在每批钢筋正式焊接前,应焊接3个模拟试体做拉力试验,经试验合格后,方可按选择的焊接参数成批生产,。4、施焊操作:1)引弧:引弧应帮条上进行,防止烧伤主筋,引弧应在帮条的一端开始。2)定位:焊接时应先焊定位点再施焊,桩顶锚筋焊接在桩帽与锚筋之间定位固定,定位焊缝应离锚筋端部20mm以上。3)运条:运条时的直线前进、横向摆动和送进焊条三个动作要协调平稳。4)收弧:收弧应在钢筋端头上,收弧时,弧坑应填满。拉灭电弧时,注意不要在工作表面造成电弧擦伤。5)熔合:焊接过程中应有足够的熔深。主焊缝与定位焊缝应结合良好,避免气孔、夹渣和烧伤缺陷,并防止产生裂缝。6、桩顶锚筋焊接采用双面焊接,焊接长度不小于100mm,焊缝厚度h应不小于0.3倍钢筋直径,焊缝宽度b不小于0.7倍钢筋直径。焊接时,第一层焊缝应有足够的熔深,主焊缝与定位焊缝,特别是在定位焊缝的始端与终端,应熔合良好。质量标准:1、焊条:焊条的牌号应符合设计规定,药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度,焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。焊条必须根据焊条说明书的要求烘干后才能使用。焊条必须有出厂合格证。2、焊接表面平整,不得有较大的凹陷,焊瘤,接头处不得有裂纹。注意事项:1、焊接操作人员必须持证上岗。2、操作时应注意施工用电安全,并做好动火申请。3、搭接线应与钢筋接触良好,不得随意乱搭,防止打弧。4、焊接完后,焊渣必须清理干净。交底人:年月日被交底人:年月日