

- 8.06 MB
- 2022-12-08 09:33:27 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
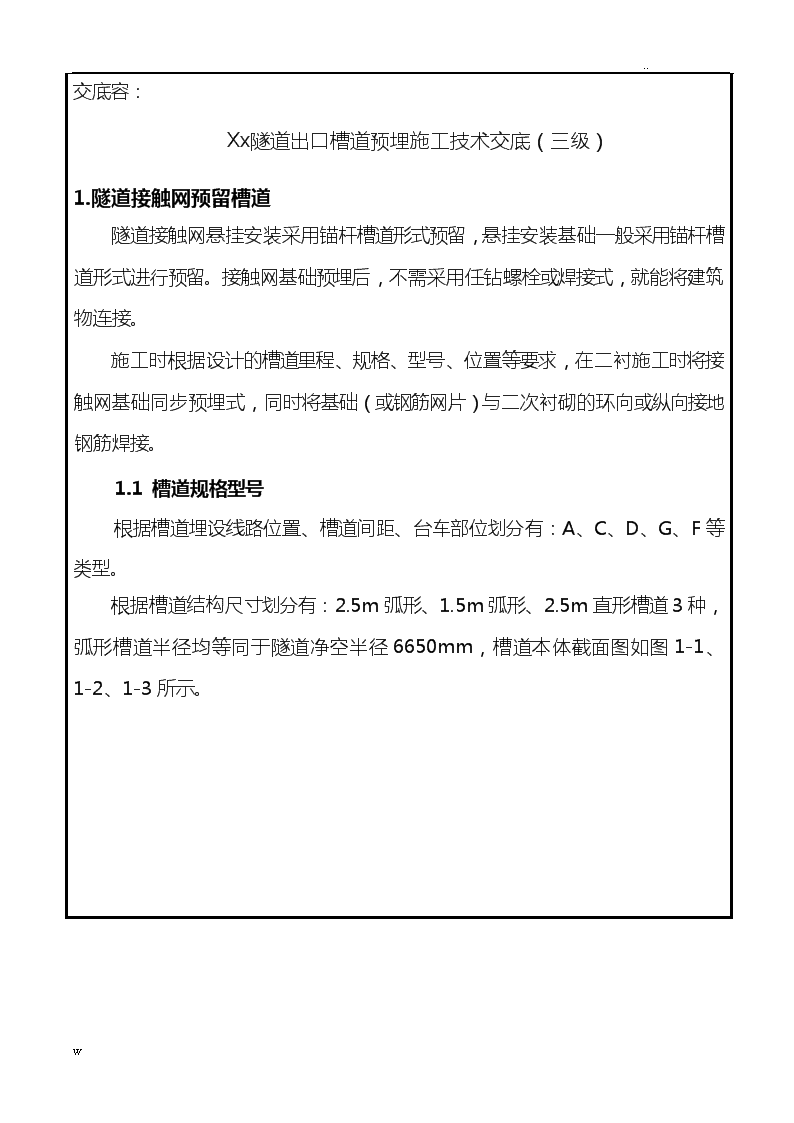
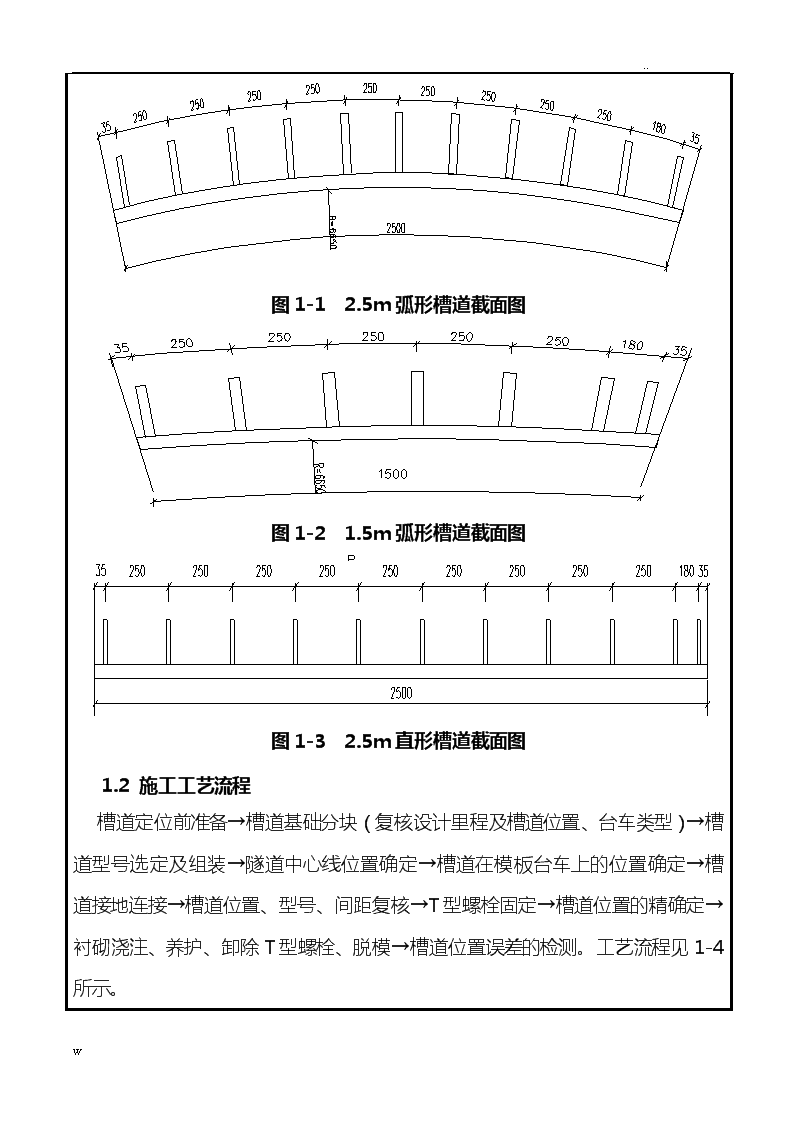
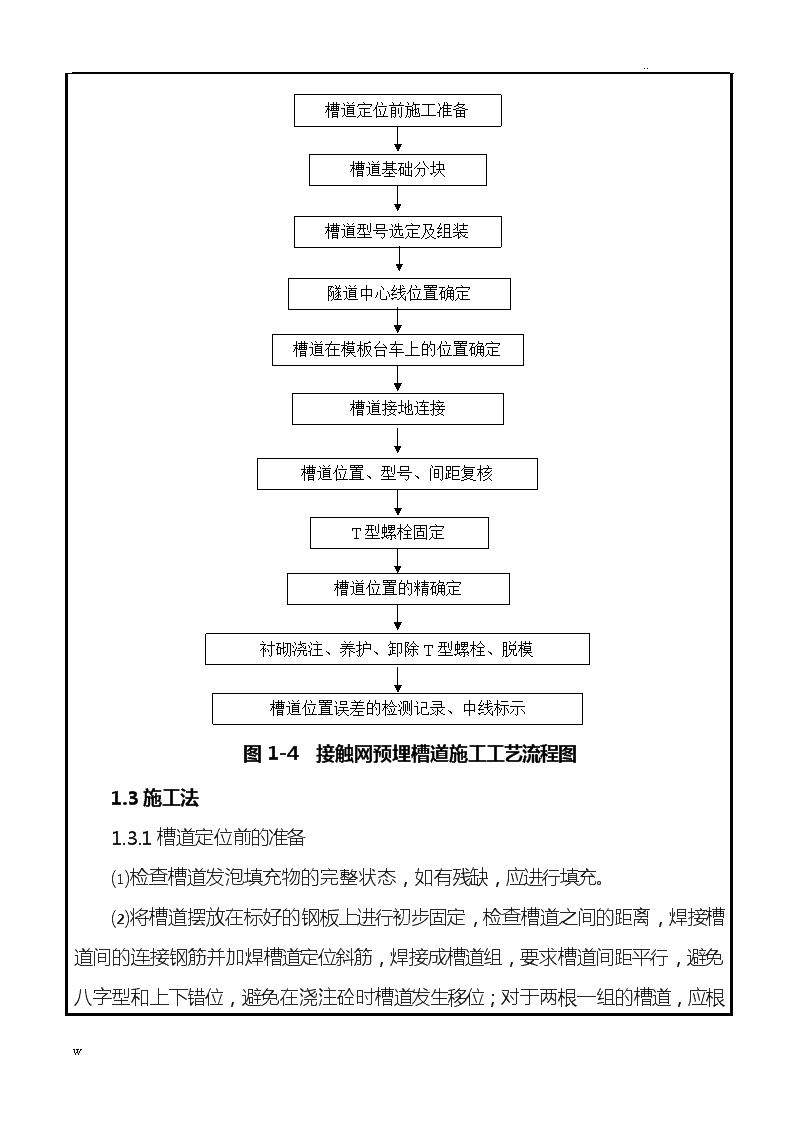
..交底容:Xx隧道出口槽道预埋施工技术交底(三级)1.隧道接触网预留槽道隧道接触网悬挂安装采用锚杆槽道形式预留,悬挂安装基础一般采用锚杆槽道形式进行预留。接触网基础预埋后,不需采用任钻螺栓或焊接式,就能将建筑物连接。施工时根据设计的槽道里程、规格、型号、位置等要求,在二衬施工时将接触网基础同步预埋式,同时将基础(或钢筋网片)与二次衬砌的环向或纵向接地钢筋焊接。1.1槽道规格型号根据槽道埋设线路位置、槽道间距、台车部位划分有:A、C、D、G、F等类型。根据槽道结构尺寸划分有:2.5m弧形、1.5m弧形、2.5m直形槽道3种,弧形槽道半径均等同于隧道净空半径6650mm,槽道本体截面图如图1-1、1-2、1-3所示。w\n..图1-12.5m弧形槽道截面图图1-21.5m弧形槽道截面图图1-32.5m直形槽道截面图1.2施工工艺流程槽道定位前准备→槽道基础分块(复核设计里程及槽道位置、台车类型)→槽道型号选定及组装→隧道中心线位置确定→槽道在模板台车上的位置确定→槽道接地连接→槽道位置、型号、间距复核→T型螺栓固定→槽道位置的精确定→衬砌浇注、养护、卸除T型螺栓、脱模→槽道位置误差的检测。工艺流程见1-4所示。w\n..槽道定位前施工准备槽道基础分块槽道型号选定及组装隧道中心线位置确定槽道在模板台车上的位置确定槽道接地连接T型螺栓固定槽道位置、型号、间距复核槽道位置的精确定衬砌浇注、养护、卸除T型螺栓、脱模槽道位置误差的检测记录、中线标示图1-4接触网预埋槽道施工工艺流程图1.3施工法1.3.1槽道定位前的准备⑴检查槽道发泡填充物的完整状态,如有残缺,应进行填充。⑵w\n..将槽道摆放在标好的钢板上进行初步固定,检查槽道之间的距离,焊接槽道间的连接钢筋并加焊槽道定位斜筋,焊接成槽道组,要求槽道间距平行,避免八字型和上下错位,避免在浇注砼时槽道发生移位;对于两根一组的槽道,应根据设计要求的槽道平行间距,用扁钢接牢固,如图1-5、1-6所示。1)槽道组是确保槽道尺寸精度的关键,当槽道长度小于等于2m时用3条扁钢,大于2m时用4条扁钢,扁钢间距均布。2)扁钢焊接要求应点焊在槽道的两侧壁上,焊接牢固谨防变形。图1-5槽道组装及与模板连接构造图图1-6槽道组组装模拟图当槽道长度小于2m时用3条扁钢,大于2m时用4条扁钢,扁钢间距均匀布设。w\n..3)槽道规格HTA52/34-Q,T型螺栓规格HS50/30-M20x100(成套,含螺栓、螺母、垫圈等)。4)在隧道衬砌上预埋接触网槽道组时,槽道固定在模板上,其隧道定位务必按接触网平面图里程准确定位,模板台车上开螺栓应与槽道组位置匹配。⑶依据台车模板上槽道的设计要求位置,测量放样,在模板台车的相应位置准确划出定位线,依据槽道类型在台车上开设定位,定位在槽道两端、中间各一处,如图1-7。图1-7模板台车开孔及槽道安装图⑷定位开原则:应结合所有槽道预留台车模板布置图进行统筹优化,减少模板开数量,开向按图施工;应避开台车模板的加固支撑、顶升固定点及各种连接结构;应格按图控制槽道距台车边缘的距离。w\n..1.3.2槽道一次定位⑴在二衬钢筋绑扎至靠近台车侧后,按照设计位置进行放样,测量出槽道的里程中心位置及垂直向后将焊接固定好的槽道组用定位钢筋临时焊接固定在钢筋网上就位。⑵在槽道后部锚杆处,垂直槽道向间隔焊接带弯钩的几根短钢筋,长度约30cm,见图1-8所示,弯钩与槽道向一致,将锚杆加固在钢筋网上。在台车就位前,利用台车模板开设的定位,把槽道安装到位,并检查其各种误差是否超标,合格后进行下道工序。⑶根据接地要求,将槽道和环向接地钢筋进行可靠焊接,槽道与防闪络接地钢筋焊接。图1-8槽道接地焊接图示如在Ⅲ、Ⅳ级硬质岩二衬为纤维混凝土地段接触网基础槽道为C型、D型、E型段落的衬砌加强处理,采用Φ18和Φ12钢筋网片加强,网格间距详见图1-9、1-10,钢筋网片置于槽道背后,环向钢筋于槽道锚杆接触并可靠焊接,施工时通过模板台车定位槽道和定位钢筋网。⑷将槽道与模板固定点位置(开位置)的发泡填充物扣除。w\n..图1-9L—2.5m槽道加固布置示意图图1-10L—1.5m槽道加固布置示意图如在Ⅲ、Ⅳw\n..级硬质岩二衬为纤维混凝土地段接触网基础槽道为A型、B型、G型段落的衬砌加强处理,采用Φ14钢筋网片加强,网格间距详见图1-11、1-12,钢筋网片置于槽道背后,环向钢筋于槽道锚杆接触并可靠焊接,施工时通过模板台车定位槽道和定位钢筋网。图1-11L—2.5m槽道加固布置示意图图1-12L—1.5m槽道加固布置示意图w\n..1.3.3槽道二次定位⑴台车移动就位至指定位置后,台车油缸顶升拱顶,拱腰模板到到位,与钢筋网片上固定槽道接近贴住后通过二次定位,找到槽道并调整台车位置将位与槽道相应位置对准,再次检查,复核槽道位置,防止预升过程中槽道移动。⑵将T型螺栓穿过钢模板的二次定位长,放入已经剔除泡沫填充物的槽道位置,水平旋转90度(图1-11所示),将螺母拧紧,使槽道紧贴台车背面,达到模板上精确二次定位的目的,同时避免砼覆盖槽道;由技术人员对槽道的安装质量进行检查验收是否合格,并填写检查记录后报现场监理验收。图1-13T型螺栓安装示意图w\n..图1-14台车内T型螺栓锁定图⑶衬砌台车移动就位,根据接地设计要求,将槽道锚杆与相应接地钢筋进行可靠焊接,并通过螺栓位置再次检查槽道位置是否正确。⑷对台车上所开的二次定位进行有效封堵,封堵钢板可用柳丁与台车模板固定,确保局部不会出现漏浆,脱模后造成外观缺陷。1.3.4混凝土浇注和脱模后槽道检查、保护台车模板封堵完后,进行二次衬砌浇注,砼脱模后T型螺栓松开,脱模后T型螺栓螺母松开,打堵,将T型螺栓反向旋转90°,取出螺栓,将槽道表面的少量水泥浆剔除,将槽道固定处重新填补发泡填充物,做好后续养护工作。衬砌台车移走后,利用全站仪对预埋槽道的位置再次进行测量,并用白油漆画出隧道中心、线路中线,标注槽道中心里程,及时检测槽道贯通性电阻值、槽道间距误差、平行误差和嵌入误差,检查槽道的两端距线路中线的左右距离是否相等、两槽道之间的纵、横向间距是否满足设计要求,以利于后期制定更加合理的措施来克服施工偏差。1.3.5防闪络接地钢筋焊接根据接地要求,将槽道和环向接地钢筋进行可靠焊接,检测槽道贯通电阻,贯通性合格后可进入下道工序。槽道锚杆与接地钢筋可靠焊接,并测试接地电阻合格后进入下道工序。1.4槽道里程、位置、型号、偏差w\n..槽道的里程、位置、间距、型号根据设计图型号要求确定(见后附槽道统计表)。施工中应格控制各项技术指标。主要指标为嵌入施工误差、倾斜施工误差、平行误差、与水平向和垂直向施工误差、两组槽道倾斜施工误差、槽道组间距误差、垂直线路向误差、与纵向里程误差等,其主要误差控制要求见下表,图例见下页图示。槽道施工误差控制指标表序号项目误差控制要求1嵌入施工误差≤5mm2倾斜施工误差≤3mm3平行施工误差≤±5mm4与水平向和垂直向施工误差≤±5mm/m5两槽道倾斜施工误差≤±12mm,轴线距离槽道组1m投影位置处6槽道组间距误差L≤1.9m,≤±10mmL≥1.9m,≤±40mm7横向允误差≤±30mm8纵向跨距允误差≤±500mm1.5注意事项以及防治措施1.3.6施工注意事项⑴预埋槽道的锚杆与钢筋网片冲突时,不允切断锚杆,可对钢筋进行调整。⑵槽道预埋位置应格按照设计文件施工,槽道距施工缝的距离满足设计要求。⑶w\n..槽道发泡填充物在检测和试验安装阶段可剔除,预留槽道型号、里程、组间距安装前要复核确认。⑷所有槽道与接地钢筋至少一处采用Φ16钢筋“L”形可靠焊接。⑸砼浇筑过程中加强预埋件检查校核,若发生变形及移动须立即纠正,砼捣固作业时,禁振捣棒接触基础预埋件槽道、接地端子等预埋件,防止变形、移位。拆模前必须先将T型螺栓拧开,防止脱模时带动槽道引起变形。1.5.2容易存在的问题⑴安装误差大或超过设计图纸要求,主要是平行误差(±5mm/m)和间距误差(±1cm),不要出现由于固定不良导致槽道扭曲变形。⑵槽道被水泥浆覆盖或嵌入二衬表面过深,设计要求嵌入混凝土≤-5mm。⑶槽道安装型号错误。一:槽道间距错误,现场把附加导线下锚槽道、附加导线悬挂吊柱槽道间距相混淆,比如附加导线下锚槽道设计为60cm,现场按40cm安装;二:位置错误,应该偏左侧,实际安装在右侧;三:将槽道与模板台车的相对位置弄错,应该是在大里程,现场埋设在小里程。⑷槽道漏设,在设计位置现场未安装槽道。1.5.3 防治法隧道中一组槽道为两根同长度槽道组合,控制好两根槽道的相对位置是质量控制的关键。采取以下两个措施:第一,事先用4根(或3根)扁钢筋将两根槽道按照设计型号的间距焊接固定,如图1-5、1-6所示;第二,浇注二衬前,必须在模板台车上开螺栓定位的法固定槽道。w\n..为了便定位螺栓拆卸,模板台车面板上开条形,一根槽道至少有3个点用T型螺栓固定,T型螺栓在隧道拱墙衬砌灌注完后1-2小时(或者脱模前)取出。为了保证精度,T型螺栓禁自行加工,须采用厂家提供的定型产品。禁将槽道杆锚与钢筋或台车点焊定位,拱墙衬砌脱模后须对安装精度进行检查(否则,第一,不掌握情况,第二,所填资料没有数据来源),把安装精度的自检纳入工序化管理。交底人:年月日复核人:年月日审核人:年月日接底人:年月日w