

- 17.63 KB
- 2022-12-08 09:33:46 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
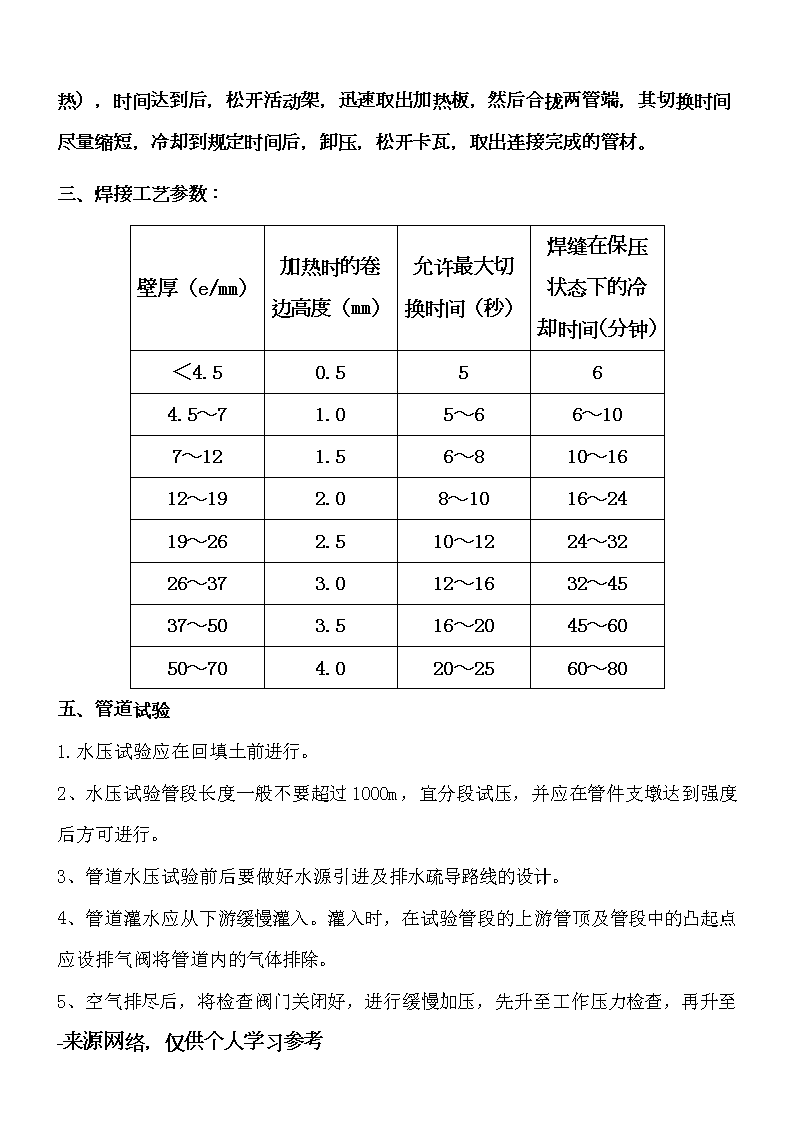
室外PE给水管施工技术交底一、工艺流程测量放线→沟槽开挖→铺砂、下管→管道连接→回填→井室砌筑→阀门安装→管道试压→管道冲洗二、沟槽开挖1、槽底工作面的确定:管道一侧工作面宽度300mm;2、沟槽断面形式(见下图)?沟槽开挖断面3、开挖方法1)土方开挖采用机械开挖,槽底预留15cm人工清底。开挖过程中严禁超挖,以防扰动地基。2)沟槽开挖尽量按先深后浅顺序进行,以利排水。三、铺砂、下管1、铺砂:管道底部应做≮0.15m的砂垫层,且夯填密实。2、下管:铺砂后,经核对管节、管件位置无误后立即下管。在各接口处掏挖工作坑,工作坑大小为方便管道撞口安装为宜。四、管道连接1、焊接准备。热熔焊接施工准备工作如下:1)、将与管材规格一致的卡瓦装入机架;2)、准备足够的支撑物,保证待焊接管材可与机架中心线处于同一高度,并能方便移动;3)、设定加热板温度200~230℃-来源网络,仅供个人学习参考\n(本数据以杭州环众焊机为参考,具体温度以厂家提供的数据为准);4)、接通焊机电源,打开加热板、铣刀和油泵开关并试运行。2、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷边高度→管材熔接并冷却至规定时间→取出管材。1)、核对欲焊接管材规格、压力等级是否正确,检查其表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切除后方可使用;2)、用软纸或布清除两管端的油污或异物;3)、将欲焊接的管材置于机架卡瓦内,使两端伸出的长度相当(在不影响铣削和加热的情况下尽可能短,宜保持20~30mm),管材机架以外的部分用支撑物托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好;4)、置入铣刀,先打开铣刀电源开关,然后再合拢管材两端,并加以适当的压力,直到两端有连续的切屑出现后(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度),撤掉压力,略等片刻,再退开活动架,关闭铣刀电源;5)、取出铣刀,合拢两管端,检查两端对齐情况(管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm以下)、0.5mm(de225mm~400mm),如不满足要求,应在此铣削,直到满足要求。6)、-来源网络,仅供个人学习参考\n加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定高度时,压力减小到规定值(管端两面与加热板之间刚好保持接触,进行吸热),时间达到后,松开活动架,迅速取出加热板,然后合拢两管端,其切换时间尽量缩短,冷却到规定时间后,卸压,松开卡瓦,取出连接完成的管材。三、焊接工艺参数:壁厚(e/mm)加热时的卷边高度(mm)允许最大切换时间(秒)焊缝在保压状态下的冷却时间(分钟)<4.50.5564.5~71.05~66~107~121.56~810~1612~192.08~1016~2419~262.510~1224~3226~373.012~1632~4537~503.516~2045~6050~704.020~2560~80五、管道试验1.水压试验应在回填土前进行。2、水压试验管段长度一般不要超过1000m,宜分段试压,并应在管件支墩达到强度后方可进行。3、管道水压试验前后要做好水源引进及排水疏导路线的设计。4、管道灌水应从下游缓慢灌入。灌入时,在试验管段的上游管顶及管段中的凸起点应设排气阀将管道内的气体排除。-来源网络,仅供个人学习参考\n5、空气排尽后,将检查阀门关闭好,进行缓慢加压,先升至工作压力检查,再升至试压压力观察,然后降至工作压力,符合本标准质量标准为合格。6、在升压过程中,若发现弹簧压力计表针颤动、不稳、且升压缓慢则气体没排尽,应重新排气后再升压。7、试压过程中,全部检查若发现接口渗漏,应作出明显标记,待压力降至零后,制定修补措施全面修补,再重新试验,直至合格。六、施工机具设备表序号机具设备规格单位数量备注1PE管热熔机De20—De63台12PE管热熔机De75—De110台13双柱型PE对焊机De50—De16014双柱型PE对焊机De90—De25015电锯1.5W台1用于切割PE管6试压泵套1管道试压用七、劳动力组织每台焊机配备焊工2人,配合人员包括水电工2~3名,若PE管管径大于200mm时,配合人员应增加到2~4人。八、安全措施-来源网络,仅供个人学习参考\n1、带电设备必须有可靠的接地,防止触电。
2、预热过程中,不能触碰加热板,防止烫伤九、回填管顶回填土应采用中粗砂,厚度≮0.15m。回填土采用粘土分层夯实,夯实密实度不得低于0.93,并不得夹带石块、砖头、草皮、树根等杂物。-来源网络,仅供个人学习参考