

- 1.68 MB
- 2022-12-08 09:33:50 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
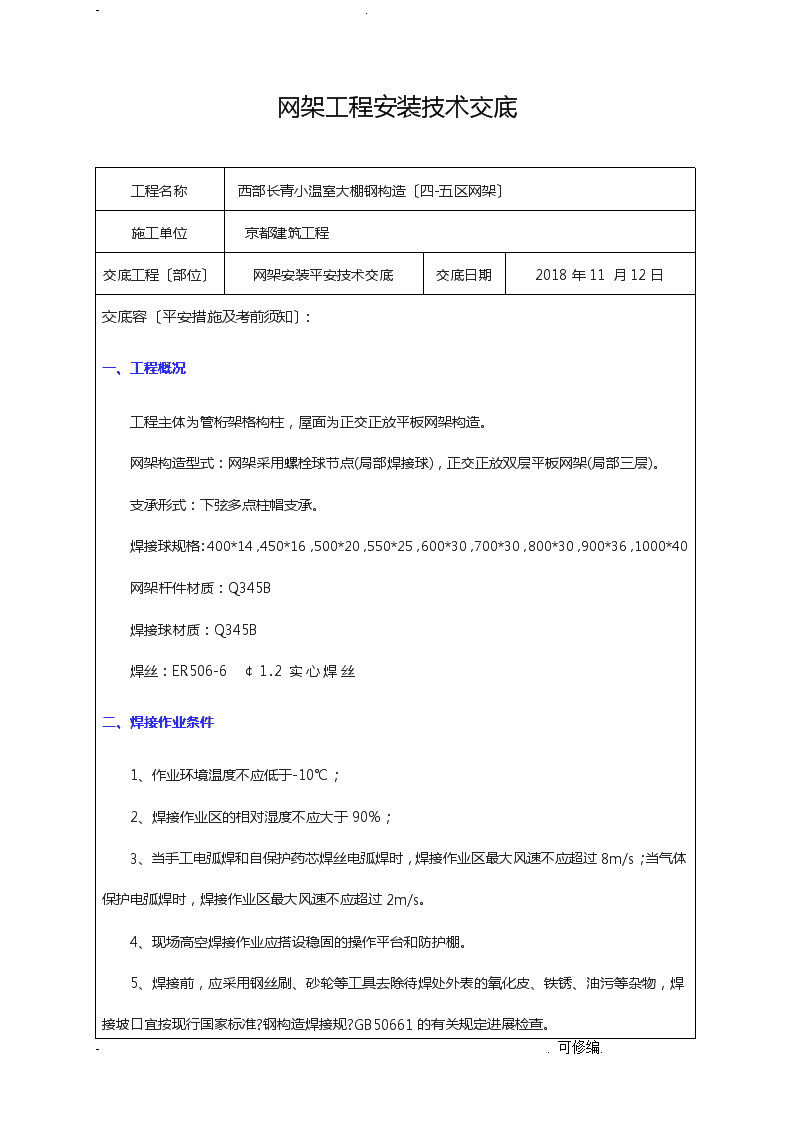
-.网架工程安装技术交底工程名称西部长青小温室大棚钢构造〔四-五区网架〕施工单位京都建筑工程交底工程〔部位〕网架安装平安技术交底交底日期2018年11月12日交底容〔平安措施及考前须知〕:一、工程概况工程主体为管桁架格构柱,屋面为正交正放平板网架构造。网架构造型式:网架采用螺栓球节点(局部焊接球),正交正放双层平板网架(局部三层)。支承形式:下弦多点柱帽支承。焊接球规格:400*14,450*16,500*20,550*25,600*30,700*30,800*30,900*36,1000*40网架杆件材质:Q345B焊接球材质:Q345B焊丝:ER506-6¢1.2实心焊丝二、焊接作业条件1、作业环境温度不应低于-10℃;2、焊接作业区的相对湿度不应大于90%;3、当手工电弧焊和自保护药芯焊丝电弧焊时,焊接作业区最大风速不应超过8m/s;当气体保护电弧焊时,焊接作业区最大风速不应超过2m/s。4、现场高空焊接作业应搭设稳固的操作平台和防护棚。5、焊接前,应采用钢丝刷、砂轮等工具去除待焊处外表的氧化皮、铁锈、油污等杂物,焊接坡口宜按现行国家标准?钢构造焊接规?GB50661的有关规定进展检查。-.可修编.\n-.6、当焊接作业环境温度低于0℃但不低于-10℃时,应采取加热或防护措施,应将焊接接头和焊接外表各方向大于或等于钢板厚度的2倍且不小于100mm围得母材,加热到规定的最低预热温度且不低于20℃后再施焊。三、焊接形式1、管材与空心球工地安装焊接节点应采用以下形式:〔1〕钢管壁加套管作为单面焊接坡口的垫板时,坡口角度、间隙及焊缝外形要求应符合图b要求;〔2〕钢管壁不用套管时,宜将管端加工成30°~60°折线形坡口,预装配后根据间隙尺寸要求,进展管端二次加工〔图c〕。四、单个球节点的焊接工艺〔1〕定位焊-.可修编.\n-.构件就位后先点焊固定,定位焊采用ER50-6¢1.2焊丝,如以下图所示,定位焊一般为3~4处,定位焊位置沿钢管圆周均匀分布,定位焊前应检查管端是否完全吻合,坡口两侧是否有油污杂质,应清理干净前方可点焊,定位焊缝必须焊透,长度一般为30mm左右,根据管径大小而定,定位焊缝不宜过厚。球-杆定位焊方法示意图〔2〕成型焊缝焊接工艺如以下图所示,环形焊缝是以钢管的垂直中心将环形焊口分成对称的两个半圆形焊口,按照仰一立一平的焊接顺序,各进展仰一立一平焊,在仰焊及平焊处形成两个接头,此方法能保证铁水与熔渣很好地别离,熔深也比拟容易控制。球-弦杆对接焊缝焊接方法-.可修编.\n-.〔3〕为防止仰焊与平焊部位出现焊接缺陷,焊接前一半时,仰焊位置起点及平焊位置的焊点必须超过管子的半周,超越中心线5~15mm,当焊条至定位焊焊缝接头处时,应减慢焊条前移速度,使接头局部能充分熔透,当运条至平焊部位时(即超过中心线),必须填满弧坑后才能熄弧。〔4〕在焊后一半时,运条方法根本与前一半一样,但运条至仰焊及平焊接头处时必须多加注意,仰焊接头处由于起焊时容易产生气孔、未焊透等缺陷,故接头时应把起焊处的原焊缝用电弧割去一局部(约10mm长),这样既割除了可能有缺陷的焊缝,而且形成的缓坡形割槽也便于接头。五、焊接要求〔1〕焊工在施焊前应清理焊接部位的油污杂质,检查定位焊缝有无缺陷,如有缺陷应先清理前方可施焊。〔2〕第一遍打底焊完后,要认真清渣,检查有无焊接缺陷,确认无误前方可开场第二遍的焊接。〔3〕焊接时当杆件壁厚大于4mm时,焊接厚度为壁厚的1.2倍。该工程的局部杆件壁厚均较大,整条焊缝应为3-4遍成型。第一遍为打底焊,必须焊透,不允许有夹渣、气孔、裂纹等缺陷。经认真清理检查合格后,进展第二遍焊接。以后各遍程序一样,最后一遍为成型焊接。成型后的焊缝要求外表平整,宽度、焊波均匀,无夹渣、气孔、焊瘤、咬肉等缺陷,并符合一级或二级焊缝的规定,完成后的焊缝周围的熔渣和金属飞溅物应及时清理。六、焊接质量检验质量检验员应对所有焊缝进展100%的外观检查,并作好记录。严禁有漏焊、裂纹、咬肉等缺陷。按规和设计要求对焊缝进展超声波探伤跟踪检测,-.可修编.\n-.无损检测应在焊缝焊后24小时后进展。对部有超标缺陷的焊缝必须进展返修。同一条焊缝只允许有两次返修,返修后的焊缝必须进展复测,无误前方可视为合格。作好探伤检测记录,提供探伤报告。七、不合格焊缝的处理焊接完成后,及时进展焊缝超声波探伤,标明不合格焊缝的位置及区域,由专人进展返修,返修操作工为高级焊工。不合格焊缝返修措施:不合格焊缝先采用碳弧气刨将不合格位置去除,去除深度由专业探伤人员指导,当剩余焊缝检验合格后,去除杂质,进展补焊。假设经过返修二次的焊缝仍为不合格焊缝,必需对该条焊缝进展加固处理,具体方法为将钢管沿长度方向切割开四条长150mm,宽20mm的条形切口,并开剖口,塞入20mm厚钢板,将钢板与钢管壁及钢管与焊接球的焊缝按照该节点设计要求焊接成型,这样可以增加焊缝长度,提高该节点的受力性能。(如以下图所示)。八、焊缝外观质量-.可修编.\n-.焊缝外观质量允许偏差焊缝质量检验等级工程Ⅱ级Ⅲ级未焊满≤0.2+0.02t且≤1mm,每100mm长度焊缝未焊满累积长度≤25mm≤0.2+0.04t且≤2mm,每100mm长度焊缝未焊满累积长度≤25mm根部收缩≤0.2+0.02t且≤1mm,长度不限≤0.2+0.04t且≤2mm,长度不限咬边≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t且≤1mm,长度不限裂纹不允许允许存在长度≤5mm的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t且≤0.5mm,每1000mm长度焊缝不得超过1处缺口深度≤0.1t且≤1mm,每1000mm长度焊缝不得超过1处外表气孔不允许每50mm长度焊缝允许存在直径≤0.4t且≤3mm的气孔2个;孔距应≥6倍孔径外表夹渣不允许深≤0.2t,长≤0.5t且≤20mm注;t为连接处较薄的板厚。九、焊接质量设计要求钢管两端与焊接球、锥头或封板的对接焊缝应采用全焊透的等强焊接,按GB50205-2001中二级焊缝质量检查。十、施工区域-.可修编.\n-.五区四区5区网架加工分区顺序:2341-.可修编.\n-.五区四区四区网架加工分区图-.可修编.\n-.十一、平安保证措施1、成立工程经理为组长的平安生产领导小组,设立专职平安员,平安小组每周活动一次,进展平安检查,及时处理好有关问题。2、严格执行三级平安教育和平安技术交底制度,未经教育和交底人员不准上岗使用。3、电气焊操作人员须持证上岗。4、不准穿拖鞋、高跟鞋进入现场。5、高空作业要系平安带,必要时设平安网。6、进场须戴平安帽。7、施工现场用的临时电,符合设部规要求,定期检验、检查。8、施工机械必须做到(一关一闸一漏电保护器)。9、从总电箱输出电路一律采用合格电缆,正确架设。10、夜间作业要有足够的平安照明设备。11、现场设立专职保卫人员,严格出入现场制度,闲散人员不得进入现场。12、拒绝乱纪及扰乱社会治安的行为。-.可修编.\n-.交底人:承受交底班组负责人:承受交底人〔签〕:-.可修编.\n-.-.可修编.\n-.-.可修编.\n-.-.可修编.\n-.-.可修编.\n-.-.可修编.