

- 76.06 KB
- 2022-12-09 09:56:51 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
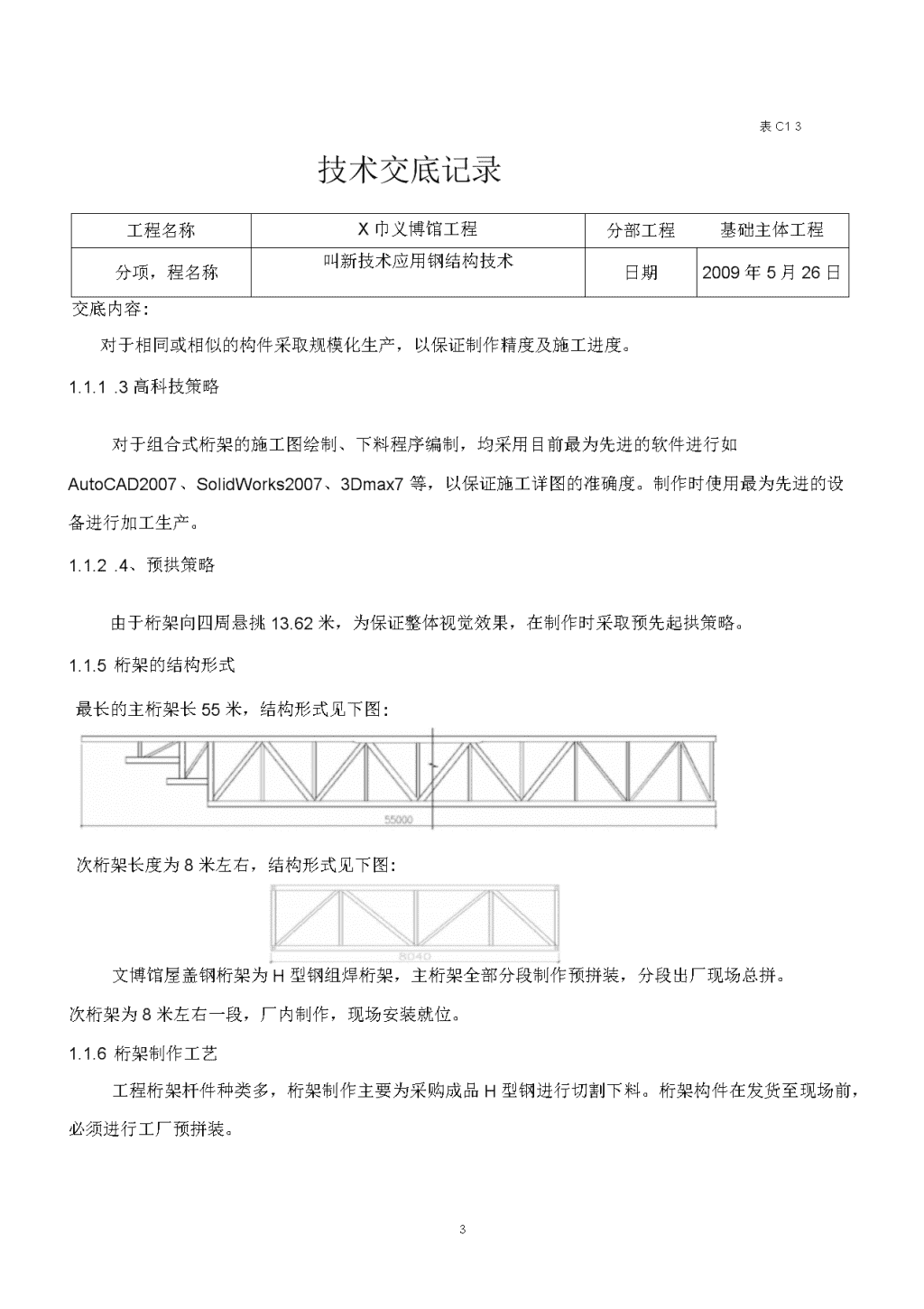
表C13技术交底记录工程名称X巾义博馆工程分部工程基础主体工程分项,程名称叫新技术应用钢结构技术日期2009年5月26日交底内容:四新技术应用钢结构技术交底1.1、钢结构CAD设计及CAM制造技术施工1Z1.1.1工程概况:X市文博馆位于X市经三路与纬四路交叉口,下部为钢筋混凝土结构,顶层屋面大部分为H型钢组焊桁架结构。最大跨度55000mm,钢桁架向四周悬挑13.63米,营造出宏伟大气的室外建筑效果。1.1.2钢结构制作的重点本钢结构工程施工进度控制的重点主要体现在以下三个方面:1.1.2.1钢构件相贯线切割技术。1.1.2.2次桁架及防风桁架的制作。1.1.2.3主桁架构件的制作。1.1.3钢结构制作的难点:主桁架最长达到了55米。重量将近35吨,主桁架在制作过程中需要考虑现场安装难度,如何合理进行分段,如何保证桁架节点的空间立体尺寸精度成为本工程质量控制的重点和难点。1.1.4施工策略1.1.4.1制作厂内分段制作,厂内整体预拼装策略。对于主桁架,制作时将按照设计和规范要求进行厂内分段制作,整体预拼装,施工现场组对总拼装策略。1.1.4.2规模化策略8\n表C13技术交底记录技术负责人交底人接收人8\n表C13技术交底记录工程名称X巾义博馆工程分部工程基础主体工程分项,程名称叫新技术应用钢结构技术日期2009年5月26日交底内容:对于相同或相似的构件采取规模化生产,以保证制作精度及施工进度。1.1.1.3高科技策略对于组合式桁架的施工图绘制、下料程序编制,均采用目前最为先进的软件进行如AutoCAD2007、SolidWorks2007、3Dmax7等,以保证施工详图的准确度。制作时使用最为先进的设备进行加工生产。1.1.2.4、预拱策略由于桁架向四周悬挑13.62米,为保证整体视觉效果,在制作时采取预先起拱策略。1.1.5桁架的结构形式最长的主桁架长55米,结构形式见下图:次桁架长度为8米左右,结构形式见下图:8表C13技术交底记录文博馆屋盖钢桁架为H型钢组焊桁架,主桁架全部分段制作预拼装,分段出厂现场总拼。次桁架为8米左右一段,厂内制作,现场安装就位。1.1.6桁架制作工艺工程桁架杆件种类多,桁架制作主要为采购成品H型钢进行切割下料。桁架构件在发货至现场前,必须进行工厂预拼装。8\n表C13技术交底记录技术负责人交底人接收人工程名称X巾义博馆工程分部工程基础主体工程分项,程名称叫新技术应用钢结构技术日期2009年5月26日交底内容:1.1.6.1桁架分段要求在工厂制作时根据规范及安装方案要求进行分段制作。考虑构件形状尺寸大小、单位体积重量,为保证工期、构件质量。拟采用在工厂分段制作、整体预拼装。1.1.6.2钢桁架制作工艺措施要点(1)组装前,所有零部件必须单件制作验收合格,方可组装。(2)在胎架上组装过程中,不得对构件进行切割修正。(3)组装构件各种控制标记应对应,并与组装胎架相一致。(4)组装中所有构件应按施工图控制尺寸,各杆件的受力线应汇交与设计点,并完全处于自由状态,不允许有外力强制固定。(5)分段预拼接时易按钢桁架实际就位状态进行,以便检查。(6)严格工序质量检查,拼装制作时的钢卷尺等应统一校核,确保后续工序的制作精度和拼装顺利。(7)下料时应考虑构件焊接收缩量和组拼起拱量。1.1.7焊接操作要领(1)采用手工电弧焊方法,焊接时摆动幅度不能太大,应进行多道、多层焊接,在焊接过程中严格消除焊道或焊层间的焊渣、夹渣、氧化物等,可采用砂轮、钢丝刷等工具。(2)同一条焊缝应连续施焊,一次完成,不能一次完成的焊缝应注意焊后缓冷和重新焊接前的预热。(3)每个焊接节点,应采用对称分布的方式施焊,严格控制层间温度,以减少焊接变形。各种8\n表C13技术交底记录技术负责人交底人接收人8\n表C13技术交底记录工程名称X巾义博馆工程分部工程基础主体工程分项,程名称叫新技术应用钢结构技术日期2009年5月26日交底内容:焊接节点焊接完成后,应清理焊缝表面熔渣和金属飞溅物,检查焊缝的外观质量,不得有凹、焊瘤、咬边、气孔、未熔合、裂纹等缺陷存在。如不符合要求,应进行补焊或打磨,修补后的焊缝应光滑圆顺,满足焊缝的外观质量要求。1.1.8焊接质量保证措施焊接质量是钢结构制造质量的关键,焊接结构生产中的质量保证不仅仅是焊接工序、焊接技术部门或检验部门的责任,它包括诸多因素如设计、材料、工艺规范及人的因素(操作技能、个性、情绪)等,均直接影响焊接质量。我公司将在焊接结构生产中推行全面质量管理,从钢材,焊接材料,焊接工艺,焊工,焊接设备,生产管理以及无损检测等方面来加强管理保证焊接质量。2.2钢结构防腐防火技术施工工艺2.2.1除锈所有的钢构件在涂装前应进行除锈,除锈等级必须达到设计要求的Sa2.5级,同时钢构件除锈时应主要以下质量保证措施:2.2.1.1除锈前应对钢构件进行边缘加工,去除毛刺、焊渣、焊接飞溅物及污垢等。2.2.1.2除锈时,施工环境相对湿度不应大于85%,钢材表面温度应高于空气露点温度3C以上。2.2.1.3钢构件除锈经验收合格后,应在3h内(车间)涂完第一道底漆。2.2.1.4除锈合格后的钢构件表面,如在涂底漆前返锈,需要重新除锈,如果返锈不严重,可只进行手工除锈处理,然后需经清理后,方可涂底漆。2.2.2涂装工艺8\n表C13技术交底记录技术负责人交底人接收人8\n表C13技术交底记录工程名称X巾义博馆工程分部工程基础主体工程分项工程名称叫新技术应用钢结构技术日期2009年5月26日交底内容:除锈合格后3小时内应喷涂防锈漆两道,在现场焊接100-200公分范围内待到现场安装完成后补漆,高强螺栓连接摩擦面禁止油漆。油漆的涂装工艺应按品种和使用说明书进行作业,油漆时的环境温度和湿度由温湿度计控制以确保符合相应品种油漆的工艺要求,2.2.3施工工艺(1)基底处理表面涂装前,必须清除一切污垢,以及搁置期间产生的锈蚀和老化物,运输、安装过程中的损伤部位和缺陷均须进行重新除锈。(2)涂装施工防腐涂料出厂时应提供符合国家标准的检验报告,并附有品种名称、型号、技术性能、储存日期、使用说明书及产品合格证。施工应备有各种^«具、配料桶、搅拌器按不同材料说明书中的使用方法进行分别配制,充分搅拌。对于双组份得防腐涂料应严格按比例配制,搅拌后进行熟化后方可使用。施工可来用喷涂的方法进行。施工人员应经过专业培训和实际施工培训,并持证上岗。喷涂防腐材料应按顺序进行,先喷底漆,是底层完全干燥后方可进行第二到漆的喷涂施工,做到每道工序严格控制质量。施工完的涂层应表面光滑、轮廓清晰、色泽均匀T、无脱层、不空鼓、无流坠、无针孔,漆膜厚度应达到设计要求。技术负责人交底人接收人8