

- 3.75 MB
- 2022-04-22 11:37:17 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'钢面型酚醛复合风管制作安装施工指导
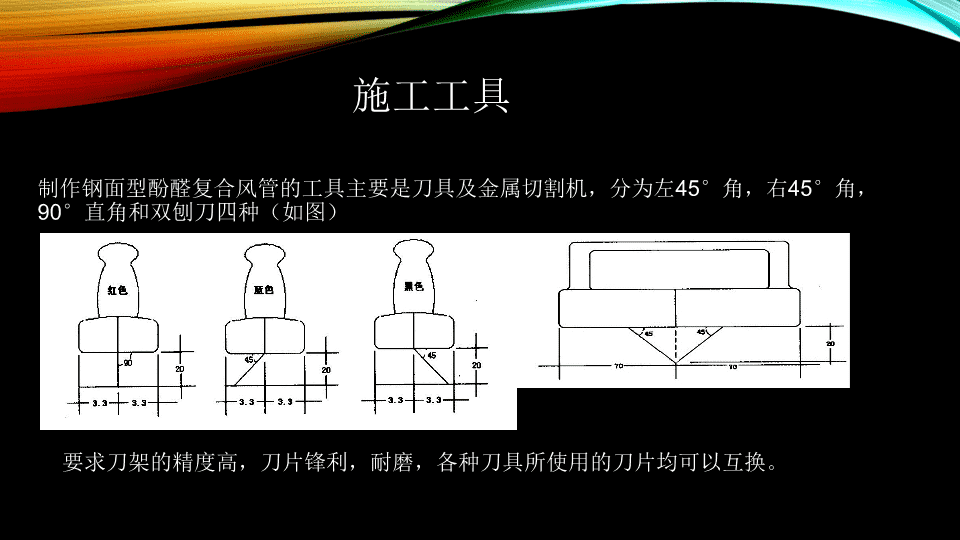
施工工具制作钢面型酚醛复合风管的工具主要是刀具及金属切割机,分为左45°角,右45°角,90°直角和双刨刀四种(如图)要求刀架的精度高,刀片锋利,耐磨,各种刀具所使用的刀片均可以互换。
风管加工钢面型酚醛复合风管加工步骤:放样:按设计文件确定的内径尺寸进行放样,它不同于钢制风管,不可以忽略板材的厚度(标准厚度为20㎜)。切割:按划出的线条使用专用刀具切割。粘接:把准备好的板材粘接成型。安装固定件、封边、密封。安装法兰:把法兰安装在风管上。
直接风管的加工工艺直接风管的加工工艺(1)、选材根据风管的规格和系统设计的工作压力选用板材,然后放样、划线,放样时要考虑复合板材的厚度。(2)切割:风管制作可分三种形式:由一块板材组成由二块板材组成由四块板材组成以上三种形式要根据风管规格及板材规格合理使用,减少浪费。(3)粘接按规格切割成的板材首先要清除切割面上的碎削,保持切割面的光滑、干燥、清洁。把专用胶水均匀的涂抹在切割面上,根据现场的温度,确定胶水干燥后(以不粘手为准)进行粘接。注意:粘接时要先把板材一端对齐,使两片板的外层钢板对准,让涂胶的粘贴面向另一端延伸。待整条线合拢后用力挤压两块板的粘接处,排出残留的空气,使之粘贴牢固。
(4)板材拼接当板材规格小于风管单边规格时,要对板材进行拼接。取两块需要拼接的复合板材,用斜45度刀具把两块需粘贴的面切割成型,一边板材留有20㎜钢板搭在另外一面上面,再用铆钉加固即可。清理切割面。涂抹胶水,待胶水干燥后将两块板放置于一个平台上,按(3)的方法进行拼接。如下图:
(5)安装固定件、封边风管成型后,清理铆接部位不规则的钢板贴面,用宽度为40㎜的专用彩钢护角条对风管的粘贴缝进行铆接,铆接间距60㎜-120㎜。如图风管的内表面粘贴缝也要进行密封,根据风管输送介质特性,可使用密封胶或硅酸胶进行密封。如图注意,板材铆接表面要干燥、清洁,使护角条同板面铆接牢固,排净残留的空气。
为加强风管的抗压强度,每段风管两个端面的四个角均要进行加固,使用钢制90°角加固件,与风管端面四角粘贴即可达到要求。如图
风管部件法兰、插条、角卡。(如图)
按风管的内径截取相应的四段法兰,截取法兰型材要准确,法兰过长或过短会影响风管的漏风量和后续制作工艺。把截取的法兰型材无凹槽的一面与风管的端面涂胶,待胶水干燥后把法兰粘贴到风管的端面上,长边置于管内。(如图)
直角弯头的加工工艺矩形弯头由两块侧壁扳,内弧板、外弧板四部分组成,侧板按设计参数进行放样下料(如图)内弧板边和外弧板边切割成斜45°。矩形弯头的曲率半径为1.5D,根据这一参数选择板材,放样,制作内外弧板。在内、外弧板需弯曲的部位开槽,槽与槽的间距见下表:间距(㎜)圆弧曲率(㎜)25150-32035320-63050630-80080800以上
把切割完成的内、外弧板开槽处涂胶,然后按侧板的弯曲线加工成型(如图)
侧板与弧板的连接面涂胶,待胶干燥后把四块板材组合成形。(如图)注意:弧板的开槽处要用胶带密封,使表面光滑。矩形弯头法兰的安装方法与直管法兰安装方法相同。
来回弯管制作工艺依据设计参数选取板材放样、切割。把需要粘贴的部分切割出斜45度角。涂胶成型,如图
三通的制作工艺按设计规格选取板材,先制作三通的上下两面(上底面、下底面)三通的两个侧面相当于矩形弯头的侧面,按设计参数放样、切割、开槽,然后成型。三通顶面展开为一块矩形板面,放样后根据三通的规格开槽成型(如图)
把上、下两底面,两侧面和顶面需粘贴的部位切割出斜45度角,清除切割面的杂物然后涂胶,组合。(如图)三通的法兰安装方法与直管的法兰安装形式相同
变径管的制作按设计先制作无弯的三个面;有弯的面制成矩形后按弯头弧板工艺制作(如图)。
风管加固酚醛铝箔复合板风管横向加工点数和纵向加固点数类别系统工作压力/pa300301~500501~750751~10001001~12501251~15001501~2000横向加固点数风管长边长b/mm410<b≤600———1111—600<b≤800—111112—800<b≤10001111122—1000<b≤1200111112—21200<b≤1500111222—21500/b≤1700222222—21700<b≤2000222222—3纵向加固间距/MM酚醛铝箔复合板风管≤800≤600—
加固筋为¢8的通丝和圆盘,加固方式(如图)在需要加固的风管上下面(以大边为准)上钻M8的圆孔,按风管的内径高度调整支撑螺栓的位置,上下底面装上密封垫与圆盘后用螺栓压紧。
风管支、吊架对于水平安装的酚醛铝箔复合板风管支吊架的最大间距应符合表一规定。风管类别长边长规格/mm≤400≤450≤1000≤1600≤2000支、吊架最大间距/mm酚醛铝箔复合板风管≤2000≤1500≤1000
安装水平酚醛铝箔复合板风管时,横担允许吊装风管的规格见表三规定酚醛铝箔复合板风管吊架的吊杆直径不应小于表二规定风管类别吊杆直径/mmΦ6Φ8酚醛铝箔复合板风管b≤800800<b≤2000风管类别角钢或槽钢横担/mmL25×3[40×20×1.5L30×3[40×20×1.5L40×4[40×20×1.5酚醛铝箔复合板风管b≤630630<b≤1250b>1250
酚醛铝箔复合板风管穿越封闭的防火、防爆的墙体或楼板时,应采用金属风管或预埋壁厚不小于1.6mm的防护套管,风管与防护套管之间采用不然柔性材料封堵。竖向酚醛铝箔复合板风管支吊架安装(1):槽钢与角钢的选用:当风管边长尺寸在1800mm及1800mm以上时,应选用8#热镀锌槽钢及以上进行固定,风管边长在1800mm以下的选用5#热镀锌角钢进行加固。(2):酚醛风管复合板风管垂直安装的支吊架间距不应大于2.4m,每根立管的支架不应少于两个。
风管连接1:把预制合格的风管使用法兰插条把风管连接在一起(1)风管法兰之间用工字型插销连接,插销插入时应松紧适度,以用手按入或用木锤轻敲入为宜。(2)法兰连接处的四角应用密封胶封堵,不得漏风和漏光;四角应加封口胶角。(3)风管连接要平直、牢靠。
2:风口、阀件安装工艺(1):阀件与风管的连接,使用F型法兰,按设计某个位置需要安装阀门时,直管段与阀门连接处的法兰由普通型法兰改为F型法兰。法兰与风管连接前法兰和阀门要钻出符合规格的螺栓孔。(2):风口与风管的连接方式有两种,一种是以柔性短管形式把风口与风管连接起来,柔性短管与风管连接使用Y型法兰(如图)
另一种是风口直接安装在风管上,使用F型与Y型法兰配套安装(如图)
系统的防腐工艺1、防腐内容包括:风系统钢制法兰、吊杆、托盘、固定支架、钢性减振架等。2、防腐标准(1)需要防腐的管材或部件在油漆前均要做除锈处理、合格后方可涂漆。(2)暗装保温管道或部件涂防锈漆二遍,明装管道或部件涂防锈漆二遍,还要涂面漆或银浆二遍。最后一遍面漆应在安装完成后进行。(3)油漆施工时应采取防火、防雨、措施,不得在低温或潮湿环境下作业。(4)油漆的漆膜应均匀,无堆积、皱纹、气泡、掺杂、混色等缺陷。(5)各类空调设备、部件油漆喷涂时均不得遮盖铭牌和影响部件的使用功能。
风系统漏风量检测工艺及补救措施风系统安装完成后要对系统进行漏风检测,是保证施工质量的一个重要环节。1、检测方法:中低压系统采取漏光检测法。利用低压光源对风管与风管、风管与设备及风管与阀件连接处进行检测。2、光源置于风管内侧或外侧,但其相对应的侧面应为黑暗环境。3、风管检测采用分段或分系统检测法,检测以总管和干管为主。4、中低压风管检测以每10m漏光点不大于1处,每100mm平均不大于10处为合格。5、当检测发现有漏光时,漏点较小时可采取密封处理。对于较大孔洞则应重新制作不合格的管件。安装后重新检测,直到合格为止。
风管主管与阀门的安装
风管与风口的连接方式'
您可能关注的文档
- 卫生间洁具安装施工工艺设计
- 室内采暖管道安装施工工艺设计标准
- 工业管道安装施工工艺设计标准
- 变配电安装施工工艺
- 玻璃幕墙安装施工工艺设计设计
- 窗帘盒制作和安装施工工艺设计标准
- 33、电线配管工程安装施工工艺
- 热力管道安装施工工艺要点分析
- sgbz-0508室内消防管道及设备安装施工工艺标准
- sgbz-0512室内气体消防灭火系统安装施工工艺标准
- 室内铸铁排水管道安装施工工艺设计设计标准
- 水电安装施工工艺流程
- 消防水管道和设备安装施工工艺设计
- 柴油发电机组安装施工工艺设计设计
- 井盖安装施工工艺1
- 室外供热管道安装施工工艺设计设计标准
- 铝合金门窗安装施工工艺设计设计标准
- 背栓式石材幕墙安装施工工艺