

- 17.41 KB
- 2022-04-22 11:42:38 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'多圆管组合钢柱安装施工工艺摘要:重点介绍天津周大福金融中心塔楼外框大管径倾斜多圆管组合钢柱安装施工工艺,并从圆管柱测量掌握和焊接质量掌握技术两方面阐述其施工工艺,使多圆管组合钢柱安装质量得到了有效掌握,可为类似工程供应参考。关键词:多圆管组合柱;安装;测量校正;焊接变形掌握1工程概况10
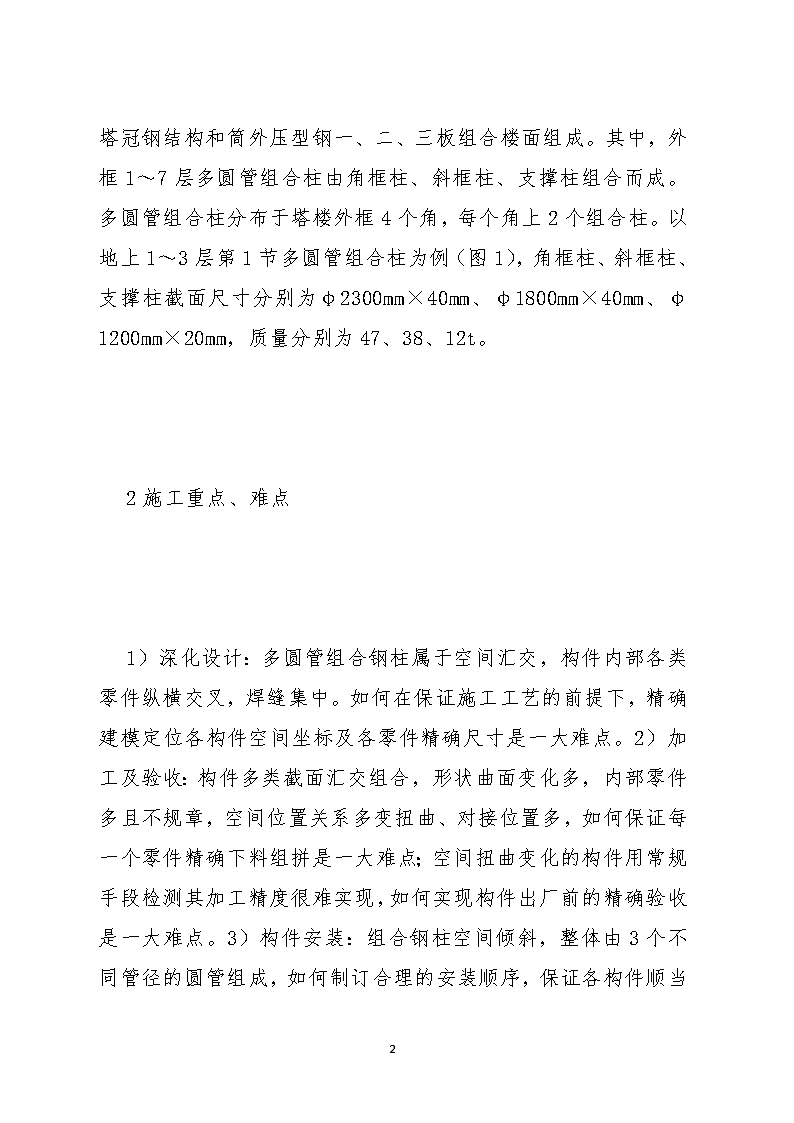
天津周大福金融中心项目工程建筑高度530m,总用钢量约56800t,由4层地下室、5层裙楼和100层塔楼组成。塔楼主体采纳典型的“外框+核心筒”结构形式,且外框结构由角框柱、斜框柱、支撑柱、边框柱、钢梁、转换桁架、环带桁架、帽桁架、塔冠钢结构和筒外压型钢一、二、三板组合楼面组成。其中,外框1~7层多圆管组合柱由角框柱、斜框柱、支撑柱组合而成。多圆管组合柱分布于塔楼外框4个角,每个角上2个组合柱。以地上1~3层第1节多圆管组合柱为例(图1),角框柱、斜框柱、支撑柱截面尺寸分别为φ2300mm×40mm、φ1800mm×40mm、φ1200mm×20mm,质量分别为47、38、12t。2施工重点、难点10
1)深化设计:多圆管组合钢柱属于空间汇交,构件内部各类零件纵横交叉,焊缝集中。如何在保证施工工艺的前提下,精确建模定位各构件空间坐标及各零件精确尺寸是一大难点。2)加工及验收:构件多类截面汇交组合,形状曲面变化多,内部零件多且不规章,空间位置关系多变扭曲、对接位置多,如何保证每一个零件精确下料组拼是一大难点;空间扭曲变化的构件用常规手段检测其加工精度很难实现,如何实现构件出厂前的精确验收是一大难点。3)构件安装:组合钢柱空间倾斜,整体由3个不同管径的圆管组成,如何制订合理的安装顺序,保证各构件顺当组对是重点。4)测量精度掌握:多圆组合钢柱呈空间倾斜,3根圆管精确组对,以及如何保证整体精度是本项目的重点和难点。5)焊接变形掌握:空间倾斜钢柱在焊接过程中变形带来的偏差掌握难度大,如何监测焊接变形,保证整体结构精度尤为重要。3关键施工技术3.1组合柱虚拟预拼装10
本工程多圆组合柱整体质量达97t,分节后质量分别为47、38、12t。由于传统的验收手段对复杂截面异形构件很难进行形状尺寸的检验,因此项目部创新采纳基于BIM的三维激光扫描技术对构件加工尺寸进行智能验收(图2)。同时钢柱加工完成后,为了保证构件加工精度及整体精度,削减预拼装制作胎架及拼装过程的人力及物力的铺张,本项目采纳基于三维激光扫描仪与BIM技术相结合研发的虚拟预拼装技术。该技术通过在构件四周合理设置多个扫描站点,将各站点数据配准,结合SCENE三维数据处理软件生成三维模型,并将其传入电脑,使用GeomagicQualify软件进行模拟预拼装,确保构件预拼装合格。3.2组合柱吊装3.2.1吊装吊耳设计依据分节分段后钢柱质量及结构特点,钢柱使用4个吊耳吊装,吊耳距柱顶50mm;卸车时使用2吊点,卸车吊耳设置在距离角框柱两端各1/3处;连接板设置4个。3.2.2吊装前预备10
1)为确保钢柱的安装质量、安装效率及吊装平安,钢柱上端耳板穿防坠器和缆风绳,下端耳板用连接板和安装螺栓与钢柱下端耳板临时固定。2)对将要吊装的圆管柱椭圆度、牛腿位置、安装掌握基准点位置等进行检查,并对安装时需要用到的基准点用油性笔进行醒目的标记,同时在安装掌握基准点上贴设反光片。上述各项经检查无误后,在钢柱上绑扎钢爬梯,以便钢管柱在高空就位后,便利工人爬到柱顶部完成摘钩工作。3.2.3组合柱吊装依据圆管柱间的结构分段特点,确定合理的吊装顺序,多圆管组合柱安装顺序为:安装支撑柱→安装角框柱→安装斜框柱(图4)。吊装就位后,利用上、下节钢柱间的加厚连接耳板初步就位,准时安装钢柱间框架梁,形成整体稳定体系。10
3.3组合柱测量校正组合钢柱空间倾斜,整体由3个不同管径的圆管组成,复杂异形结构空间感强,对安装精度掌握要求极高。传统人工逐点测量的方法效率低下,观测范围有限,且作业危急性高,难以适用于现场实际条件[1-2]。本项目所采纳的自动跟踪测量系统,通过自动测量机器人循环锁定并快速跟踪多个棱镜的三维坐标,通过三点定位确定构件的整体位置,结合构件BIM模型可实现对构件上任意一点坐标的实时呈现,为复杂构件的测量校正供应了一种更加高效精确 的技术手段。3.3.1自动跟踪测量系统的组成10
自动跟踪测量系统包含硬件部分和软件部分,硬件部分由厂家解码定制的全自动跟踪测量机器人和360°强磁吸附棱镜组成,负责构件安装过程中的动态三维坐标数据采集。软件部分由PC端和移动端2部分组成,其中移动端负责现场仪器的操作指挥与数据处理,PC端则可通过远程数据连接实现对现场的实时监控。3.3.2自动跟踪测量实施过程掌握测量机器人同时追踪3个棱镜,且棱镜摆放位置没有特别限制,可在能被仪器观测到的位置任意布置。棱镜布置完成后,先对3个棱镜逐个瞄准识别,然后对构件的特征点进行瞄准识别,dacs软件就可以通过构件BIM模型上特征点和棱镜的相对空间位置关系计算出棱镜在构件上的位置。之后的校正过程仅需要仪器自动跟踪3个棱镜即可反算出构件上任意一点的位置坐标(图6)。相关人员可以在软件上实时观测构件吊装校正过程的空间动态位置变化,并且可以任意选择想要关注的部位显示实时坐标,得知构件调整至设计位置需要移动的方向和距离,在构件逐步就位的过程中通过不同的颜色变化来更加直观地反映出构件的偏差大小。10
3.3.3偏差调整测量机器人通过测量基准点坐标并与基准点设计坐标对比来确定偏差值,然后通过2台互成90º的千斤顶调整钢柱间间隙及偏移量(图8)。待定位完成后,对圆管柱采纳4点定位焊接进行加固,保证其稳定性。3.4钢柱焊接10
为避免焊接过程中产生过大的焊接应力,导致圆管柱变形过大,在焊接过程中,要严格根据“对称焊接”“预留收缩量”“多层多道焊接”“分段退步焊”等焊接工艺原则,以降低焊接变形。在焊接过程中,为避免焊接过程中引起较大变形,通过设置2台相互垂直的“百分表”来实时进行焊接过程监测,跟踪变形状况,进而准时调整焊接过程的热量输出或焊接顺序,降低焊接变形,从而更好地指导后续作业,确保施工的顺当进行。待多圆管组合柱焊接完成后,须对其各个圆管柱进行相同位置处的测量复核工作,并且对复测数据进行研究,以便更好地指导上节圆管柱安装。3.5钢柱防腐待多圆管组合柱焊接完成并探伤合格后,需要依据设计要求进行构件表面除锈处理,并根据涂料产品说明书进行油漆调配后再进行涂装,且在涂装过程中的环境温度及相对湿度应符合涂料产品说明书要求。涂装后4h内应爱护成品免受雨淋,并用漆膜测厚仪对涂层进行漆膜厚度检测。4结语10
在天津周大福金融中心多圆管组合钢柱安装施工过程中,先通过基于BIM的三维激光扫描技术对异形多变、空间复杂构件进行智能化验收及虚拟预拼装,节约胎架及成本投入,同时保证构件加工精度;再采纳自动跟踪测量技术,很好地解决了异形复杂组合构件测量精度掌握难的问题,提高了现场测量施工效率;最终采纳“百分表”焊接实时监测技术,大大降低了焊接变形倾向,使合格率大大提高,施工质量得到很好的保证。通过科学合理的吊装、测量和焊接方法,极大地掌握了多圆管组合柱的安装精度和质量,为今后类似工程施工供应了肯定的借鉴与参考。10'