

- 280.59 KB
- 2022-12-07 09:26:38 发布
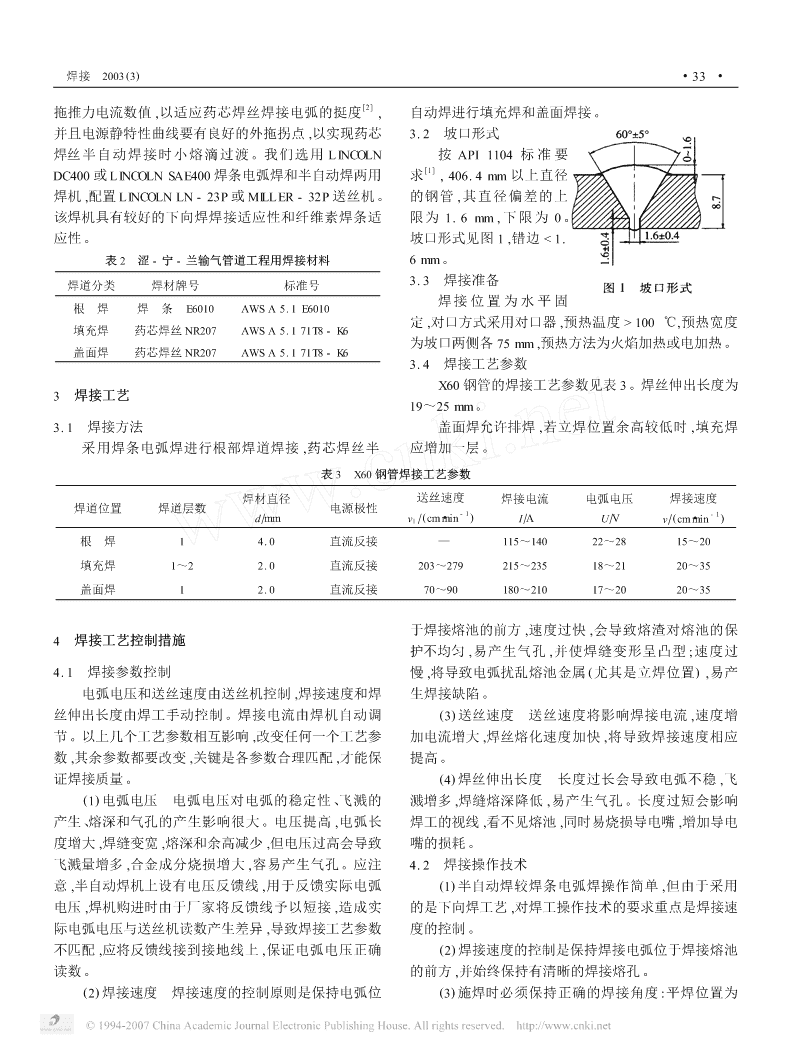
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
·32·焊接 2003(3)涩-宁-兰管道工程中的焊条电弧焊和药芯焊丝半自动焊混合焊接工艺湖南理工学院机械与电气工程系(岳阳市 414000)王 辉四川石油天然气建设总公司第一工程公司(自贡市 643013)王学军摘要 介绍了涩-宁-兰输气管道工程中采用“焊条电弧焊+药芯焊丝半自动焊”焊接X60管材的工艺和X70管材的对照实验。根据施工实际,给出了该工艺的操作要点。指出该混合焊接工艺在西气东输管道工程焊接施工中有着很好的应用效果和前景。关键词: 管道工程 药芯焊丝 焊接工艺SMAWANDFLUX-COREDELECTRODESEMI-AUTOMATICWELDINGTECHNOLOGYINSE-NING-LANPIPELINEENGINEERINGMechanical&ElectricalDept,HunanScienceandTechnologyAcademyWangHuiNo.1BranchofSichuanPetroleumConstructionCorp.WangXuejunAbstractSMAWandflux-coredelectrodesemi-automaticweldingtechnologywereappliedforX60pipeinSe-Ning-Lanpipelineengineeringprojectofwestgastoeast,andthecomparisontestwithsameweldingtechnologywasalsodonetoX70pipe.Accordingtotheresultsoftheexperiments,weldingtechnologyofSMAWandflux-coredelectrodesemi-automaticweld2ingtechnologyhadbeengivent.Itindicatedthattheweldingtechnologyhadgoodapplicationeffectandprospectinwestgastoeastpipelineengineeringproject.Keywords:pipelineengineering,flux-coredelectrode,weldingtechnology60年代以后,API标准逐渐把微合金化控轧钢作为标准0 前 言[1]管材用钢。根据APISpec5L标准,工程选用规格为随着西气东输工程的全面展开,我国的管道工程正<660mm×8.7mm的X60微合金化控轧钢管,其主要向高压、大口径的方向发展。焊接是管道工程中最重要化学成分见表1。的工序,因此,提高焊接质量是提高整个工程质量和建表1X60钢管化学成分(%)设周期的关键。世界上很多国家已经把药芯焊丝半自CSiMnSPVNbTi动焊接工艺应用到了长输管道工程中。2001年9月,0.100.351.450.0080.0180.060.060.06四川石油天然气建设总公司在涩-宁-兰输气管道工程建设中采用了“焊条电弧焊根焊+药芯焊丝半自动焊1.2焊接材料填充盖面”的混合下向焊工艺,一次合格率达到了96.根据等强匹配的工程设计要求,主要采用美国LIN26%,取得了良好的应用效果。COLN公司生产的焊丝和焊条,具体焊材牌号见表2。1 母材与焊接材料2 焊接设备1.1涩-宁-兰输气管道工程用油气管材为便于组织焊接工艺的实施,要求焊机既能适应焊20世纪40年代以来,油气管道材质从C-Mn-Si条电弧焊,又要适应药芯焊丝下向焊。因此,除了焊接系的普通碳素钢发展到低合金高强钢,进入上个世纪电源要求具有陡降外特性之外,还要求其具有足够的外\n焊接 2003(3)·33·[2]拖推力电流数值,以适应药芯焊丝焊接电弧的挺度,自动焊进行填充焊和盖面焊接。并且电源静特性曲线要有良好的外拖拐点,以实现药芯3.2坡口形式焊丝半自动焊接时小熔滴过渡。我们选用LINCOLN按API1104标准要[1]DC400或LINCOLNSAE400焊条电弧焊和半自动焊两用求,406.4mm以上直径焊机,配置LINCOLNLN-23P或MILLER-32P送丝机。的钢管,其直径偏差的上该焊机具有较好的下向焊焊接适应性和纤维素焊条适限为1.6mm,下限为0。应性。坡口形式见图1,错边<1.表2 涩-宁-兰输气管道工程用焊接材料6mm。3.3焊接准备焊道分类焊材牌号标准号焊接位置为水平固根 焊焊 条 E6010AWSA5.1E6010定,对口方式采用对口器,预热温度>100℃,预热宽度填充焊药芯焊丝NR207AWSA5.171T8-K6为坡口两侧各75mm,预热方法为火焰加热或电加热。盖面焊药芯焊丝NR207AWSA5.171T8-K63.4焊接工艺参数X60钢管的焊接工艺参数见表3。焊丝伸出长度为3 焊接工艺19~25mm。3.1焊接方法盖面焊允许排焊,若立焊位置余高较低时,填充焊采用焊条电弧焊进行根部焊道焊接,药芯焊丝半应增加一层。表3X60钢管焊接工艺参数焊材直径送丝速度焊接电流电弧电压焊接速度焊道位置焊道层数电源极性-1-1dPmmv1P(cm·min)IPAUPVvP(cm·min)根 焊14.0直流反接—115~14022~2815~20填充焊1~22.0直流反接203~279215~23518~2120~35盖面焊12.0直流反接70~90180~21017~2020~35于焊接熔池的前方,速度过快,会导致熔渣对熔池的保4 焊接工艺控制措施护不均匀,易产生气孔,并使焊缝变形呈凸型;速度过4.1焊接参数控制慢,将导致电弧扰乱熔池金属(尤其是立焊位置),易产电弧电压和送丝速度由送丝机控制,焊接速度和焊生焊接缺陷。丝伸出长度由焊工手动控制。焊接电流由焊机自动调(3)送丝速度 送丝速度将影响焊接电流,速度增节。以上几个工艺参数相互影响,改变任何一个工艺参加电流增大,焊丝熔化速度加快,将导致焊接速度相应数,其余参数都要改变,关键是各参数合理匹配,才能保提高。证焊接质量。(4)焊丝伸出长度 长度过长会导致电弧不稳,飞(1)电弧电压 电弧电压对电弧的稳定性、飞溅的溅增多,焊缝熔深降低,易产生气孔。长度过短会影响产生、熔深和气孔的产生影响很大。电压提高,电弧长焊工的视线,看不见熔池,同时易烧损导电嘴,增加导电度增大,焊缝变宽,熔深和余高减少,但电压过高会导致嘴的损耗。飞溅量增多,合金成分烧损增大,容易产生气孔。应注4.2焊接操作技术意,半自动焊机上设有电压反馈线,用于反馈实际电弧(1)半自动焊较焊条电弧焊操作简单,但由于采用电压,焊机购进时由于厂家将反馈线予以短接,造成实的是下向焊工艺,对焊工操作技术的要求重点是焊接速际电弧电压与送丝机读数产生差异,导致焊接工艺参数度的控制。不匹配,应将反馈线接到接地线上,保证电弧电压正确(2)焊接速度的控制是保持焊接电弧位于焊接熔池读数。的前方,并始终保持有清晰的焊接熔孔。(2)焊接速度 焊接速度的控制原则是保持电弧位(3)施焊时必须保持正确的焊接角度:平焊位置为\n·34·焊接 2003(3)5°~10°,立焊位置为20°~40°,仰焊位置为0°~5°。表4X60钢管破坏性试验数据(4)施焊时焊丝可做半月形或锯齿形小幅横向摆试样号NR207-1NR207-2NR207-3NR207-4动,尤其是立焊位置。拉伸试验σbPMPa560560590570(5)每层焊道由两名焊工对称施焊,层间温度不得刻槽断锤试验 无缺陷无缺陷无缺陷无缺陷低于100℃。(6)由于立焊位置熔敷金属受重力作用,熔池移动面弯弯曲试验未见异常未见异常未见异常未见异常速度加快,导致焊缝厚度较薄而出现焊缝表面凹槽。可背弯以在盖面焊前立焊位加焊一道填充层。艺,可大大提高焊接速度及熔敷效率(较焊条电弧焊效(7)由于焊接速度快,熔深浅,易产生层间未熔合。率高3~4倍),降低了劳动强度,并具有根焊成形好、施可以通过调整焊接速度予以控制。工条件适应性强和焊接质量稳定可靠等特点,具有很好(8)各层焊缝表面应修整,使之平滑过渡,避免出现的应用前景。较深的凹坑。参考文献5 焊接检验1金属焊接国家标准汇编.北京:中国标准出版社,1991:453~按照API1104标准要求进行焊接检验,检验项目455包括:外观检查,射线探伤,拉伸试验,刻槽断锤试验和2郑宜庭,黄石生等.弧焊电源.北京:机械工业出版社,1988:[1]弯曲试验。22,194(1)焊缝外观 焊条成形良好,余高0~1.6mm;盖3刘孝雷,于治水等.药芯焊丝气孔倾向探讨.造船技术,1997,206(4):34~36,4面焊缝宽:两侧较坡口外表面增宽0.5~1.6mm,符合4隋永莉,孙冬梅.长输管线自动化焊接技术.焊管,2000,23要求。(2):1~4(2)X射线探伤 未见缺陷,符合要求。5梁翕章等.世界著名管道工程.北京:石油工业出版社,1995:(3)破坏性试验 试验数据见表4,结果评定均为78~96合格。6薜振奎,屈涛.药芯焊丝自保护半自动焊在管道工程中的应用.石油工程建设,1998(1):11~136 结 论(收稿日期 20021224)大口径油气长输管道焊接施工采用焊条电弧焊根焊加药芯焊丝半自动焊填充和盖面焊的混合焊接工作者简介:王辉,1970年生,工学士,工程师,讲师。·书 讯·欢迎订阅《国际标准译文集》(焊接质量保证篇)《国际标准译文集》系全国焊接标准化技术委员会为适应我国入世、及时向国内企业提供最新国际标准动态,而组织翻译、发行的系列丛书。其焊接质量保证篇收录了最近几年国际标准化组织颁布的焊接质量保证关键环节的现行标准,内容包括:ISO3834(EN729)焊接质量要求、ISO14731(EN719)焊接管理职责、ISO9606(EN287)、ISO14732焊接人员考核、ISO9956(EN288)焊接工艺评定、ISO5817(EN25817)焊接缺陷质量分级等17项标准和最新草案。该书涉及我国加入世界贸易组织以来焊接认证、国际接轨的一系列热点,是我国焊接行业关注的焦点。需要者可通过银行或邮局汇款订购,本书将在2003年4月出版。开户行:工商行哈尔滨市和兴支行 户名:机械科学研究院哈尔滨焊接研究所帐 号:3500042109008935051成本价:•65.00元整联系地址:哈尔滨市和兴路111号全国焊接标准化技术委员会秘书处刘雅芳(邮编:150080)电 话:0451-6326763传 真:0451-6325871 电子信箱:tc55@0451.com