

- 124.50 KB
- 2022-12-07 09:26:45 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
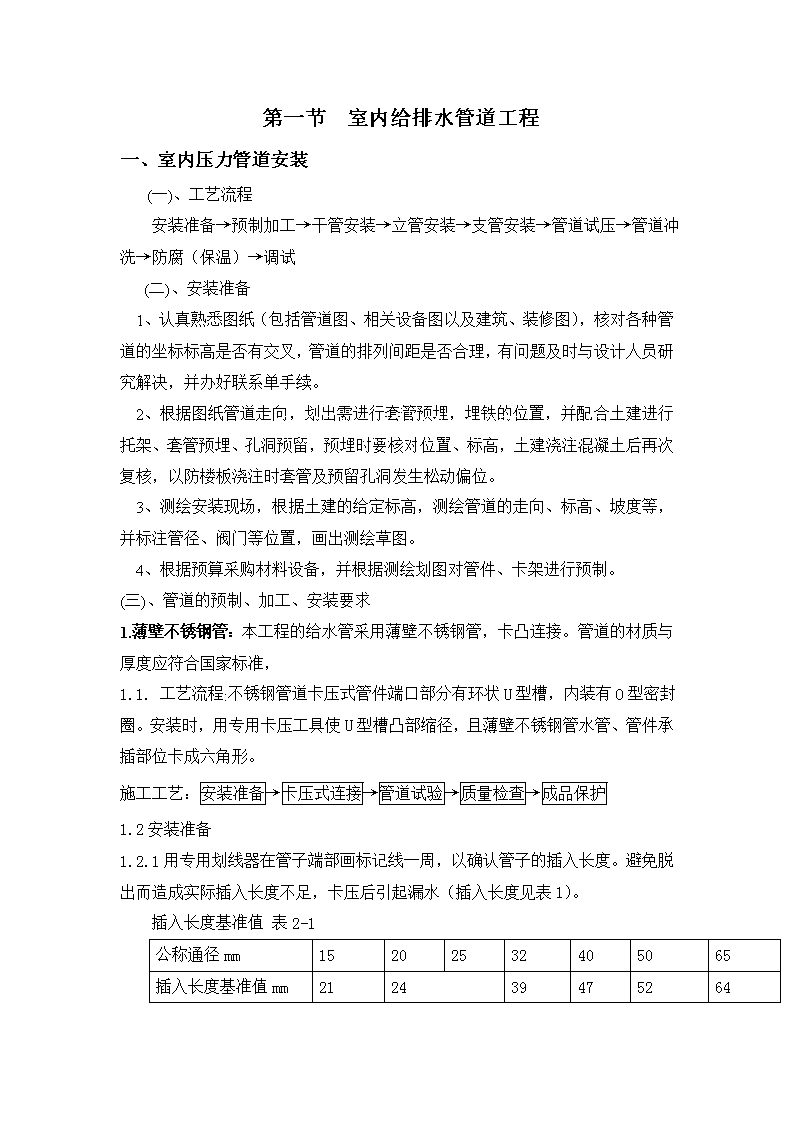
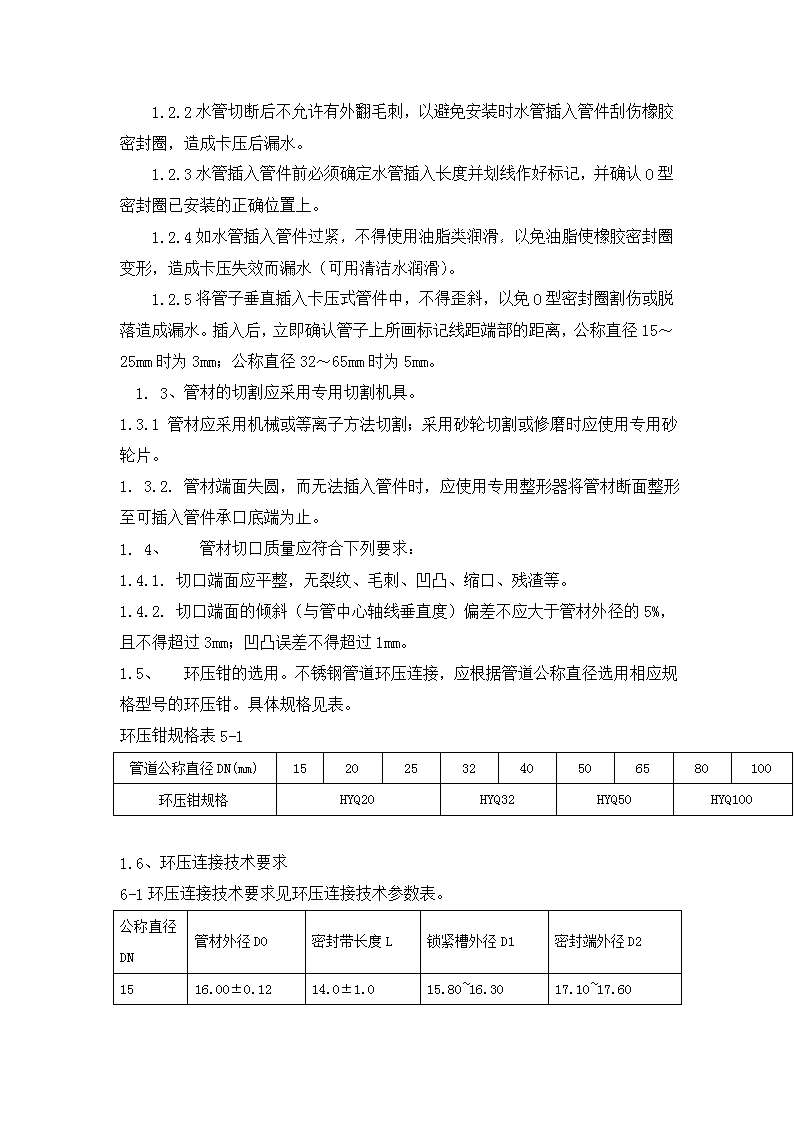
第一节室内给排水管道工程一、室内压力管道安装(一)、工艺流程安装准备→预制加工→干管安装→立管安装→支管安装→管道试压→管道冲洗→防腐(保温)→调试(二)、安装准备1、认真熟悉图纸(包括管道图、相关设备图以及建筑、装修图),核对各种管道的坐标标高是否有交叉,管道的排列间距是否合理,有问题及时与设计人员研究解决,并办好联系单手续。2、根据图纸管道走向,划出需进行套管预埋,埋铁的位置,并配合土建进行托架、套管预埋、孔洞预留,预埋时要核对位置、标高,土建浇注混凝土后再次复核,以防楼板浇注时套管及预留孔洞发生松动偏位。3、测绘安装现场,根据土建的给定标高,测绘管道的走向、标高、坡度等,并标注管径、阀门等位置,画出测绘草图。4、根据预算采购材料设备,并根据测绘划图对管件、卡架进行预制。(三)、管道的预制、加工、安装要求1.薄壁不锈钢管:本工程的给水管采用薄壁不锈钢管,卡凸连接。管道的材质与厚度应符合国家标准,1.1.工艺流程:不锈钢管道卡压式管件端口部分有环状U型槽,内装有O型密封圈。安装时,用专用卡压工具使U型槽凸部缩径,且薄壁不锈钢管水管、管件承插部位卡成六角形。施工工艺:安装准备→卡压式连接→管道试验→质量检查→成品保护1.2安装准备1.2.1用专用划线器在管子端部画标记线一周,以确认管子的插入长度。避免脱出而造成实际插入长度不足,卡压后引起漏水(插入长度见表1)。插入长度基准值表2-1公称通径mm15202532405065插入长度基准值mm212439475264\n1.2.2水管切断后不允许有外翻毛刺,以避免安装时水管插入管件刮伤橡胶密封圈,造成卡压后漏水。1.2.3水管插入管件前必须确定水管插入长度并划线作好标记,并确认O型密封圈已安装的正确位置上。1.2.4如水管插入管件过紧,不得使用油脂类润滑,以免油脂使橡胶密封圈变形,造成卡压失效而漏水(可用清洁水润滑)。1.2.5将管子垂直插入卡压式管件中,不得歪斜,以免O型密封圈割伤或脱落造成漏水。插入后,立即确认管子上所画标记线距端部的距离,公称直径15~25mm时为3mm;公称直径32~65mm时为5mm。1.3、管材的切割应采用专用切割机具。1.3.1管材应采用机械或等离子方法切割;采用砂轮切割或修磨时应使用专用砂轮片。1.3.2.管材端面失圆,而无法插入管件时,应使用专用整形器将管材断面整形至可插入管件承口底端为止。1.4、 管材切口质量应符合下列要求:1.4.1.切口端面应平整,无裂纹、毛刺、凹凸、缩口、残渣等。1.4.2.切口端面的倾斜(与管中心轴线垂直度)偏差不应大于管材外径的5%,且不得超过3mm;凹凸误差不得超过1mm。1.5、 环压钳的选用。不锈钢管道环压连接,应根据管道公称直径选用相应规格型号的环压钳。具体规格见表。环压钳规格表5-1管道公称直径DN(mm)1520253240506580100环压钳规格HYQ20HYQ32HYQ50HYQ1001.6、环压连接技术要求6-1环压连接技术要求见环压连接技术参数表。公称直径DN管材外径D0密封带长度L锁紧槽外径D1密封端外径D21516.00±0.1214.0±1.015.80~16.3017.10~17.60\n2019.00±0.1214.5±1.018.80~19.4020.20~20.802525.40±0.1515.0±1.024.90~25.6026.30~27.003231.80±0.1515.0±1.031.00~31.8033.10~33.904040.00±0.1819.0±1.239.20~40.2041.50~42.505050.80±0.2019.0±1.249.70~50.8052.50~53.606563.50±0.2322.0±1.261.50~62.8065.00~66.308076.00±0.2522.0±1.274.40~75.8078.20~79.60100102.00±0.5022.0±1.299.40~101.00103.90~105.401.7、环压连接操作。1.7.1.选择好与管材管件规格相应的环压钳;将环压模具安装到钳头上(上下环压模具着色面必须一致),组装好钳口和压块即可进行环压连接操作。在压接前,每压接3至5个管件都要在上、下压块四角压齿上加少许润滑油,操作前应保持上下环压钳内模具清洁。1.7.2用专用切管工具按所需长度切管,切口应平整,同时应去除端口毛刺1.7.3为克服因管材不圆无法插入管件和避免在插管时管材割伤密封圈,用专用整形器对加工管材断面整形;1.7.4.除去管材保护膜,将管材插入管件承口至底端,并用划线笔沿管件边缘在管材外壁上划线,然后抽出管材。1.7.5.先将管材插入管件承口并到底端,沿管件边缘在管材上划线;再将密封圈套在管材上,插入承插口底端,使管材深度标记与管件边缘对齐,最后把密封圈推入管件与管材之间的间隙内(密封腔内).1.7.6.将管件的环压连接部位按管材端朝向着色面,将管件密封部位置于上下环压模具钳头的上下压块之间;管件和管材必须垂直于环压模具着色面方可环压操作。环压时,操作油泵对环压钳施压。直至上下环压模具完全闭合,稳压3秒钟后卸压,环压操作完成。1.8.环压操作完成后的检查,1.8.1其环压部位质量应符合表中技术参数要求,并应作如下检查:Ⅰ.密封端压接部位360℃压痕应凹凸均匀;Ⅱ.管件端面与管材结合应紧密无间隙;Ⅲ.\n管件端面与管材压合缝挤出的密封圈的多余部分能自然断掉或简便去除。1.8.2如因压块或工具损坏造成环压不到位,应用正常工具再做一次环压,并应再次检查压接部位质量(如下图所示);1.8.3当与过渡螺纹接头连接时,应在拧紧螺纹后再进行一次环压;1.8.4公称直径65~100mm的管材与管件的环压连接,除按以上述操作外,还须做二次环压,二次环压时,将环压钳向管材方向平移一个密封带长度,将压块靠近管件密封圈根部,加压至上下压块无间隙。按本条第4款再进行一次环压操作。1.8.5当环压连接质量达不到要求时,应成套更换环压钳模具组件或将模具送修。卡压不当处,可用正常工具再做卡压,并应再次采用六角量规确认;压接操作1.9.薄壁不锈钢管道系统与其它管材管件连接。1.9.1当与转换螺纹接头连接时,应在锁紧螺纹后再进行卡压。1.9.2.公称直径为15~50mm的管道系统与其它管材连接时应采用环压连接薄壁不锈钢管专用的转换连接件螺纹连接或法兰连接。1.9.3公称直径为65~100mm的管道系统与其它管材连接时应采用法兰连接。1.10、 薄壁不锈钢管道支承件间距的设置一般应按设计要求。设计无要求时,按表1.10选择设置。表1.10 不锈钢管支承件的最大间距管道公称直径DN1520253240506580100\n(mm)最大间距(m)立管2.02.02.52.53.03.03.03.03.5水平管1.82.02.52.53.03.03.03.03.51.11.管道试验1.11.1管道安装中应当分区,尽可能采局部完工局部试压的方法。1.11.2一般水压试验压力为最高实际工作压力的1.5倍,试验压力后严密性保压时间不得低于30min。1.12质量检查1.12.1安装完成后,我们组织人员对酒店10F至层顶层的卡压式不锈钢管安装质量进行检查。1.12.2抽查结果:主控项目管道消毒清洗时的用水不采用含氯离子的液体,采用0.03%的高锰酸钾消毒液进行消毒。(试压、冲洗、通水、消毒)全部合格,1.12.3一般项目抽查100处,其中定性项目基本合格(管道外观压接不合格2处),定量项目(管道安装错位偏移)有7处不合格,合格率93%。1.13成品保护1.13.1施工现场应保持清洁,文明操作,水管及管件不应与杂乱异物随意堆放和践踏。1.13.2加强员工的成品保护意识教育,强调成品保护对施工质量保证的重要性;1.13.3对已完工产品加强看护管理,做好留口处的包扎保护,防止异物进入管内。1.13.4通过以上实施后,施工现场各个工种作业井然有序,成品保护良好。