

- 94.74 KB
- 2022-12-07 09:28:09 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
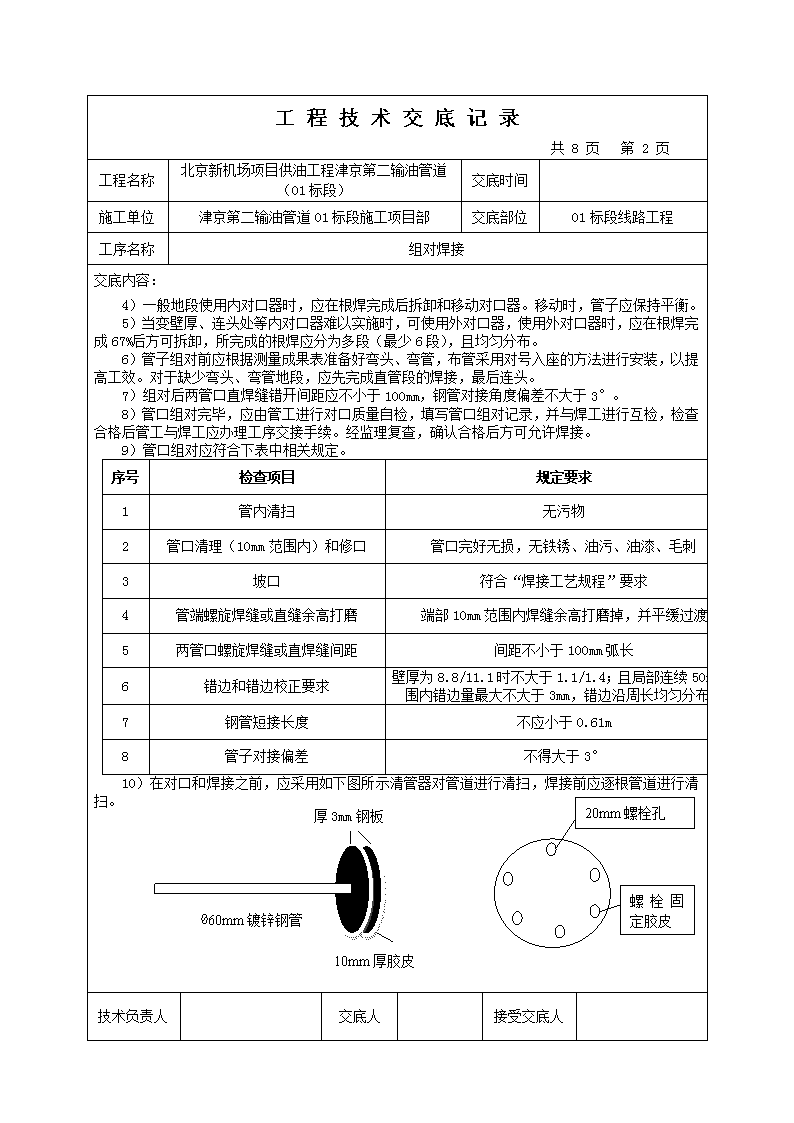
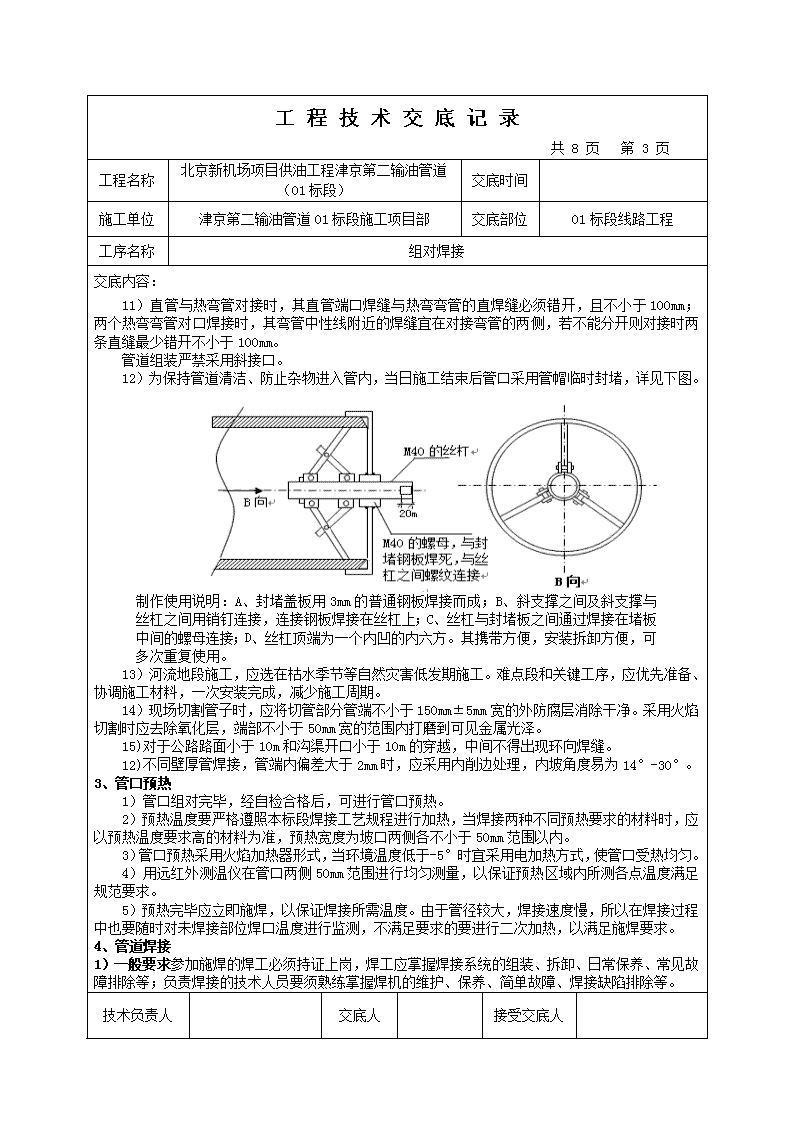
工程技术交底记录共8页第1页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:一、适用范围1)该管线施工作业指导适用津京第二输油管道01标段线路组对焊接施工作业。二、编制依据1)北京新机场项目供油工程津京第二输油管道第一标段施工技术要求;2)北京新机场项目供油工程津京第二输油管道第一标段施工图;3)《油气长输管道工程施工及验收规范》GB50369-2014;4)《民用运输机场供油工程施工及验收规范》MH5034-2017;5)《石油天然气建设工程施工质量验收规范输油输气管道线路工程》SY/T4208-2008;6)《工业金属管道工程施工规范》GB50235-2010;7)《工业金属管道工程施工质量验收规范》GB50184-2011;8)《钢质管道焊接及验收》GB/T31032-2014;9)《石油天然气钢质管道无损检测》SY/T4109-2013;10)《承压设备无损检测》NB/T47013-2015;11)《管道下向焊接工艺规程》Q/CNPC78-2002;12)焊评选用焊接工艺评定报告:YJ-HP2017-18(适用:主线路)、YJ-HP2017-19(适用:连头焊接)、YJ-HP2017-20(适用:返修焊接)、YJ-HP2017-21(适用:金口焊接);13)《北京新机场项目供油工程津京第二输油管道01标段施工组织设计》。三、技术要求1、管道组焊施工准备1)参加施工的人员,熟悉管道组对、焊接工艺等技术要求。2)用电动工具、面纱等对管口内、外表面10mm内的油污、铁锈、毛刺等杂物进行清理,同时将管口10mm范围内的焊缝余高打磨掉并平缓过渡,露出坡口处的金属本色。3)用钢卷尺对每个管口进行测量,并标上测量结果,以利于对口时进行调整,保证管径的级配更趋合理。4)按顺序登记每根钢管出厂时所编写的原始管号、管长、防腐等级编号等基本数据,并现场对管长进行实测。5)标出实测管长的中心位置,以利于管口组对时,吊点保持正中,避免焊接时产生应力。6)用卡尺对每根管子的两端进行壁厚实测,并加以记录,将不符合壁厚要求的管子挑出。7)管口椭圆度超标、有较严重的机械划伤等不合格管子应挑出。8)对口前,使用专用清管器、专人负责清扫、专人检查,对管子内的杂物进行清除,绝对要保证管内的清洁。9)每位焊工在作业时都要使用4mm厚500mm宽的橡胶皮,在焊接时覆盖管口两侧,以免焊接过程中飞溅损伤防腐层。2、焊口组对作业1)主要采用沟上方式焊接,连头点等特殊地段采用沟下焊接。起吊管子的扁平吊装带宽度大于200mm,吊点置于已划好的钢管中心点。2)起吊管子的吊带的强度应满足强度要求,单根荷载不小于5t。3)管口组对的错边量,应均匀分布在整个圆周上,严禁采用锤击方法强行组对。根焊道焊接后,禁止校正管子接口的错边量。技术负责人交底人接受交底人\n工程技术交底记录共8页第2页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:4)一般地段使用内对口器时,应在根焊完成后拆卸和移动对口器。移动时,管子应保持平衡。5)当变壁厚、连头处等内对口器难以实施时,可使用外对口器,使用外对口器时,应在根焊完成67%后方可拆卸,所完成的根焊应分为多段(最少6段),且均匀分布。6)管子组对前应根据测量成果表准备好弯头、弯管,布管采用对号入座的方法进行安装,以提高工效。对于缺少弯头、弯管地段,应先完成直管段的焊接,最后连头。7)组对后两管口直焊缝错开间距应不小于100mm,钢管对接角度偏差不大于3°。8)管口组对完毕,应由管工进行对口质量自检,填写管口组对记录,并与焊工进行互检,检查合格后管工与焊工应办理工序交接手续。经监理复查,确认合格后方可允许焊接。9)管口组对应符合下表中相关规定。序号检查项目规定要求1管内清扫无污物2管口清理(10mm范围内)和修口管口完好无损,无铁锈、油污、油漆、毛刺3坡口符合“焊接工艺规程”要求4管端螺旋焊缝或直缝余高打磨端部10mm范围内焊缝余高打磨掉,并平缓过渡5两管口螺旋焊缝或直焊缝间距间距不小于100mm弧长6错边和错边校正要求壁厚为8.8/11.1时不大于1.1/1.4;且局部连续50mm范围内错边量最大不大于3mm,错边沿周长均匀分布。7钢管短接长度不应小于0.61m8管子对接偏差不得大于3°20mm螺栓孔螺栓固定胶皮10mm厚胶皮Ø60mm镀锌钢管厚3mm钢板10)在对口和焊接之前,应采用如下图所示清管器对管道进行清扫,焊接前应逐根管道进行清扫。技术负责人交底人接受交底人\n工程技术交底记录共8页第3页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:11)直管与热弯管对接时,其直管端口焊缝与热弯弯管的直焊缝必须错开,且不小于100mm;两个热弯弯管对口焊接时,其弯管中性线附近的焊缝宜在对接弯管的两侧,若不能分开则对接时两条直缝最少错开不小于100mm。管道组装严禁采用斜接口。12)为保持管道清洁、防止杂物进入管内,当日施工结束后管口采用管帽临时封堵,详见下图。制作使用说明:A、封堵盖板用3mm的普通钢板焊接而成;B、斜支撑之间及斜支撑与丝杠之间用销钉连接,连接钢板焊接在丝杠上;C、丝杠与封堵板之间通过焊接在堵板中间的螺母连接;D、丝杠顶端为一个内凹的内六方。其携带方便,安装拆卸方便,可多次重复使用。13)河流地段施工,应选在枯水季节等自然灾害低发期施工。难点段和关键工序,应优先准备、协调施工材料,一次安装完成,减少施工周期。14)现场切割管子时,应将切管部分管端不小于150mm±5mm宽的外防腐层消除干净。采用火焰切割时应去除氧化层,端部不小于50mm宽的范围内打磨到可见金属光泽。15)对于公路路面小于10m和沟渠开口小于10m的穿越,中间不得出现环向焊缝。12)不同壁厚管焊接,管端内偏差大于2mm时,应采用内削边处理,内坡角度易为14°-30°。3、管口预热1)管口组对完毕,经自检合格后,可进行管口预热。2)预热温度要严格遵照本标段焊接工艺规程进行加热,当焊接两种不同预热要求的材料时,应以预热温度要求高的材料为准,预热宽度为坡口两侧各不小于50mm范围以内。3)管口预热采用火焰加热器形式,当环境温度低于-5°时宜采用电加热方式,使管口受热均匀。4)用远红外测温仪在管口两侧50mm范围进行均匀测量,以保证预热区域内所测各点温度满足规范要求。5)预热完毕应立即施焊,以保证焊接所需温度。由于管径较大,焊接速度慢,所以在焊接过程中也要随时对未焊接部位焊口温度进行监测,不满足要求的要进行二次加热,以满足施焊要求。4、管道焊接1)一般要求参加施焊的焊工必须持证上岗,焊工应掌握焊接系统的组装、拆卸、日常保养、常见故障排除等;负责焊接的技术人员要须熟练掌握焊机的维护、保养、简单故障、焊接缺陷排除等。技术负责人交底人接受交底人\n工程技术交底记录共8页第4页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:l施工时严格按作业指导书要求进行施焊。l每个焊接机组施工初期除严格按照规定的考核段程序进行施工外,还应放慢焊接速度、密切关注检测结果,出现问题及时进行分析整改。l每天工作结束或中间休息超过2h,必须在焊接部位的开口端装上一个防尘管帽,不允许将工具及杂物存放在管内。l焊接时使用4mm厚,500mm宽的胶皮对焊口两侧的防腐层进行保护,防止焊接飞溅灼伤防腐层。l所有参加工程施焊的焊工具有质量监督部门颁发的《焊工合格证》,做到“双证”齐全;l熟悉“焊接工艺规程”和“焊接作业指导书”;并遵守焊接工艺纪律。2)焊接设备l焊接设备必须完好,并有专人负责;l焊接设备性能能满足焊接工艺的需要;l施焊时,不能在施焊层以外的坡口上引弧,更不允许在坡口以外的管壁引弧。接地线与管子链接采用专用卡具连接牢固,防止地线与管壁产生电弧烧伤管材,具体型式如图:l预热温度应用测温笔或红外测温仪测量,测温设备须经计量部门检测且在周检期内。3)焊接材料的检验l焊条外观应表面光滑、洁净、无破损、无锈蚀、油污、发霉及其它污物;焊丝无锈蚀和折弯。l具体焊接操作要求及焊接材料见焊接作业指导书。4)焊材保管及运输l焊接材料严禁受潮气、雨水、雪霜及油类等有害物质的侵蚀,应在干燥通风的室内存放,室内的湿度须小于60%;l码放焊材的货架离地高于300mm,离墙大于300mm,且堆放高度不超过2层;l在保管和搬运时应避免损害焊接材料及包装,包装开启后,应保护其不致变质,凡有损害或变质迹象的焊接材料不得在工程中使用。l焊材使用:²设专人保管和发放焊接材料,并做好发放及回收记录,气象记录,并建立焊材管理库及焊材管理库器材的配备齐全。²焊材烘干按照规范标准要求进行。技术负责人交底人接受交底人\n工程技术交底记录共8页第5页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:²焊条使用时,应放在焊条桶内,限领2h用量。²当天未用完的焊条应回收存放。低氢型焊条重新烘干后首先使用,重新烘干次数不得超过两次。²每根焊条宜连续焊完,电焊工应尽量避免断弧现象的发生。²焊丝不能烘干,应在干燥通风的室内存放,保持干燥。²焊条如有偏心度大、药皮裂纹、脱落等影响焊接质量的现象,不得用于焊接。²焊接完毕后,剩余的焊条不得随意丢弃,应有专人负责回收,集中处理。²焊接材料保管和发放设专人负责,当天没有使用完的焊丝,应从焊车上取下,统一保管,应在干燥通风的室内存放,防止焊丝受潮、油锈污染和折弯变形;焊丝包装应密封完好,焊丝盘结均匀,无乱匝现象;焊丝表面要清洁,光滑,无锈蚀、油污,表面生锈和镀层脱落焊丝不能使用。l焊接环境:²在下列情况下,如无有效防护措施(如设防护棚、加热器等)严禁施焊。①雨、雪天气;②大气相对湿度﹥90%;E6010焊条手工电弧焊,风速大于8m/s;E71T8-A4-K6焊丝半自动焊,风速大于8m/s。²预热要求①对管口预热后应清除表面污垢。②应保障在预热范围内温度均匀,预热要求按焊接工艺规程的有关规定执行。③环境温度0℃以上时,预热宽度以坡口两侧宽度各不小于50mm为宜。环境温度0℃以下时,预热宽度以坡口两侧宽度各不小于100mm。当环境温度-5°以下时,预热宜采用电加热形式,预热温度应在距管口50mm处测量,需测量均匀圆周上的8点。²焊接方式焊接工艺评定为:YJ-HP2017-18(适用:主线路)、YJ-HP2017-19(适用:连头焊接)、YJ-HP2017-20(适用:返修焊接)、YJ-HP2017-21(适用:金口焊接);主线路焊接主线路主体焊接采用半自动焊接的方式,手工电弧焊打底(焊条为E6010)纤维素型下向焊条,半自动焊填充盖面(焊丝为E71T8-A4-K6)。①连头焊连头焊接采用半自动焊接的方式,手工电弧焊打底(焊条为E6010)纤维素型向上焊,半自动焊填充盖面(焊丝为E71T8-A4-K6)药芯焊丝下向焊。②返修焊返修焊接采用手工电弧焊的方式,手工电弧焊打底(焊条为E6010)纤维素型向上焊,填充盖面(焊条为E5015)碱性焊条向上焊。③金口焊接金口焊接采用手工电弧焊的方式,手工电弧焊打底(焊丝为ER50-6)向上焊,填充盖面(焊丝为E71T8-A4-K6)药芯焊丝下向焊。技术负责人交底人接受交底人\n工程技术交底记录共8页第6页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:²焊后保温措施当环境温度低于5℃时,焊后需在焊道上加盖岩棉被以防止焊道急骤降温。具体做法如下:①焊后先不清理焊道,这样可使焊道缓冷。②焊道完成后立即使用保温被包裹。保温被用毛毡和3.5m×1m×50mm石棉被制作。包裹前,用喷灯烘烤石棉被至80℃以上,然后立即将完成的焊口趁热裹上石棉被并盖上毛毡,用橡皮带捆紧,保温时间在半小时以上。具体形式如下图。²焊接检验①管口焊接、修补或返修完成后,应及时进行外观检查,检查前应用钢丝刷和锉刀清除表面熔渣、飞溅和其它污物。②焊缝外观应达到成型均匀一致,焊缝及热影响区表面不得有裂纹、未熔合、气孔、夹渣、飞溅、夹具焊点等缺陷。外观检查不合格的焊缝不得申请进行无损检查。③焊缝表面不应低于母材表丽,焊缝余高在0~3mm范围内,与母材圆滑过渡,但不得伤及母材。④焊缝宽度比外表面坡口宽度每侧增加1~2mm。⑤咬边深度超过0.8mm的任何长度均为不合格,咬边深度小于0.4mm的任何长度均为合格,咬边深度在0.4~0.8mm之间,在焊缝任意300mm连续长度上不超过50mm为合格。⑥外观检验合格后方可进行无损检验。⑦对一般管段管道环焊缝的无损探伤进行100%射线探伤后,抽查20%的进行超声波探伤复检。探伤不合格的焊口应按《油气长输管道工程施工及验收规范》GB50369-2014的有关要求进行返修。按《石油天然气钢质管道无损检测》SY/T4109-2013标准执行。⑧超声波检测按《石油天然气钢质管道无损检测》SY/T4109-2013标准执行Ⅱ级为合格;射线检测按《石油天然气钢质管道无损检测》SY/T4109-2013标准执行Ⅱ级为合格。(焊口检测一次合格率不得低于96%(按口记)射线检测一级片一次合格率不低于91%)⑨其他地段的管道环焊缝无损检测比例分别情况见下表。序号范围超声波检测比例(%)X射线检测比例(%)1天津港内架空敷设段1001002所有死口1001003海河断裂东段和沧东断裂、地面沉降1001004二级以上公路、铁路穿越1001005人口密集区、工矿企业区1001006同沟敷设段100100技术负责人交底人接受交底人\n工程技术交底记录共8页第7页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接交底内容:四、质量保证措施1)在组对焊口时,管子要平稳缓慢平移。在连接预制管时,要适当增加起重设备,各起吊设备要保持同步、平稳以免对坡口造成伤害。2)对口完成后,要在土堆上垫放细土砂袋,严禁直接与石块、树根等硬物接触。3)焊口预热时要随时监控加热的温度,控制火焰喷射位置,防止损伤防腐层。4)错边量较大的焊口严禁使用锤击校正,应及时更换管材。5)施工中使用的爬梯、送丝机、地线等直接与防腐层接触的机具,必须全部使用棉布等软体物质包裹,以免划伤防腐层。6)施焊前,焊口两端要铺垫胶皮,以免飞溅伤害防腐层。7)焊接时,严禁地线、把线等与母材接触,严禁在母材上引弧。8)每个焊口必须一次焊完,焊道层间间隔时间及层间温度符合经审定的焊接工艺规程要求。9)严禁在防腐管上堆放材料,应使用专用的工具箱存放。10)使用砂轮机打磨焊口时,要平稳进行,防止伤及母材。11)设备转场时,送丝机等机具要起吊到高出1.0m以上,电站要远离管道行走,保持2m以上的间距。12)冬雨季施工时,焊口完成一道工序后,要采取保温被、防雨布包裹等缓冷措施,防止温度骤降对焊口质量造成影响。13)对预留管口要及时封堵,避免沙尘、淤泥、石块等物质进入。第二天连接的管口要使用临时盲板封堵。五、HSE保证措施1)对口焊接使用的设备应操作灵活,并有专人指挥。对口时勿将手指靠近光口,以免伤害手指。2)施工中,垫高管子的支撑必须坚实牢固,与管子接触部位必须是软质材料,禁止使用石块等。3)吊运管子过程中,非操作人员不能站立在起吊设备上,吊臂与起吊重物下面严禁站人。4)机械操作人员应注意上下左右设施、障碍物等,防止发生事故。5)易燃易爆物品堆放要远离作业区,并采取必要的防护措施,严禁在其5m范围内进行电气焊和明火作业。6)对设备加油时应注意防火,每台移动设备上必须配备一只2kg灭火器。7)电焊工要严格遵守电气安全技术规程,除电焊机二次开关以下的电气线路以外,其它电气线路电焊工不准作业;移动焊机、更换保险、改装二次回路时,必须先切断电源。8)现场用电要符合安全用电要求,潮湿地带作业时,要采取必要的防漏电、防潮措施9)焊工及其他施工人员应穿戴必要的劳动保护用品并保持干燥。10)在焊接作业点附近,不应有易燃易爆物品。11)沟上和沟下作业的机组应有一定的安全距离,施工作业时必须检查管子的支撑、沟壁情况,是否有松动和塌方的可能,必要时采取加支撑等措施,以保安全。12)在纵向坡度地段组对应根据地质情况,对管子和施工机具采用稳固措施。12)移动电焊机,更换保险丝,检修焊机,二次接线等作业时,必须切断电源。组装焊接采用机械化流水作业,所有施工设备应依次前后停放,并尽可能地在施工作业带内少占用土地。13)停止作业时,应随时断电,并把焊钳挂放在安全地方,严禁短路。技术负责人交底人接受交底人\n工程技术交底记录共8页第8页工程名称北京新机场项目供油工程津京第二输油管道(01标段)交底时间施工单位津京第二输油管道01标段施工项目部交底部位01标段线路工程工序名称组对焊接接受交底人(签字):技术负责人交底人接受交底人