

- 602.73 KB
- 2022-12-08 09:31:54 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
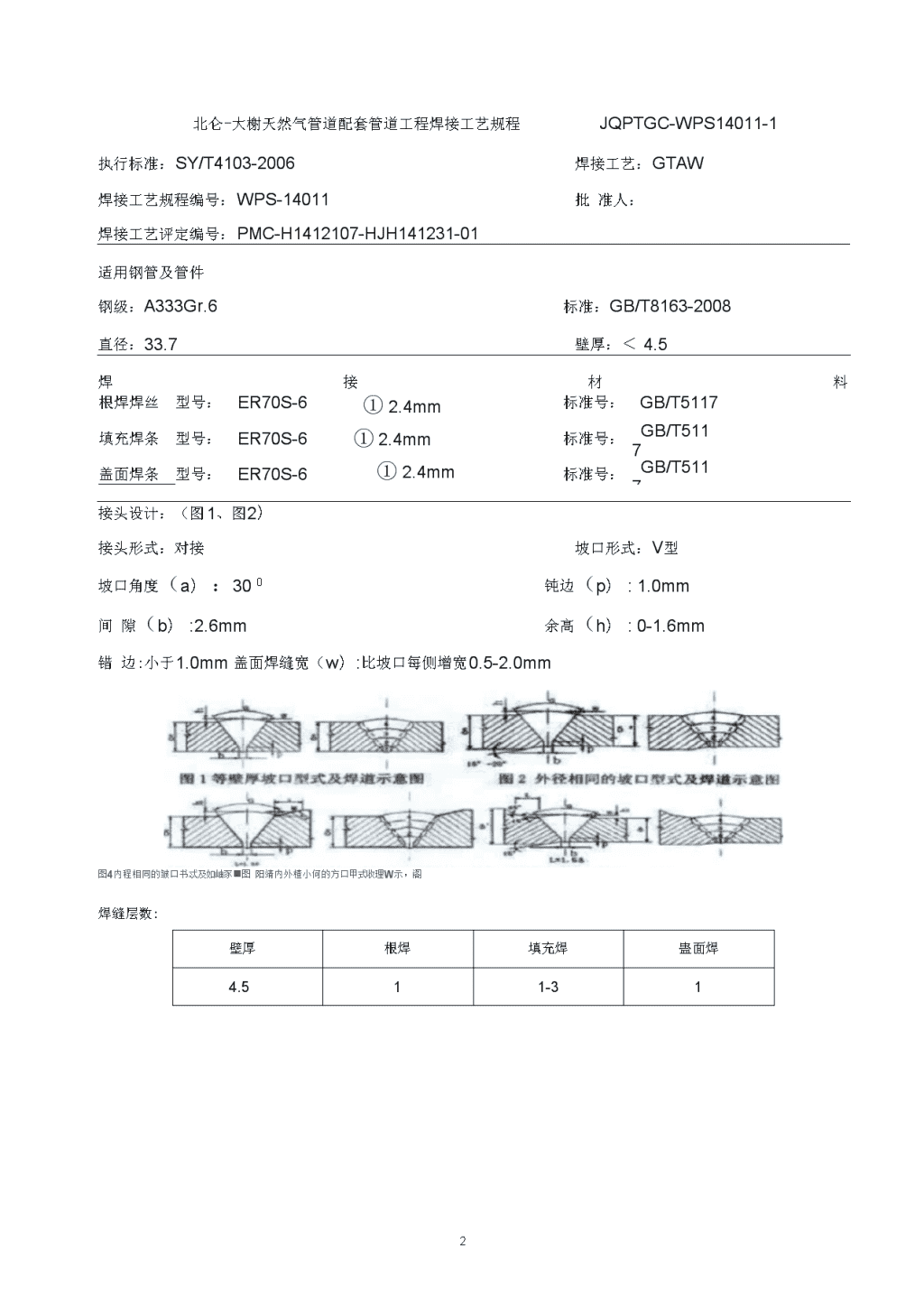
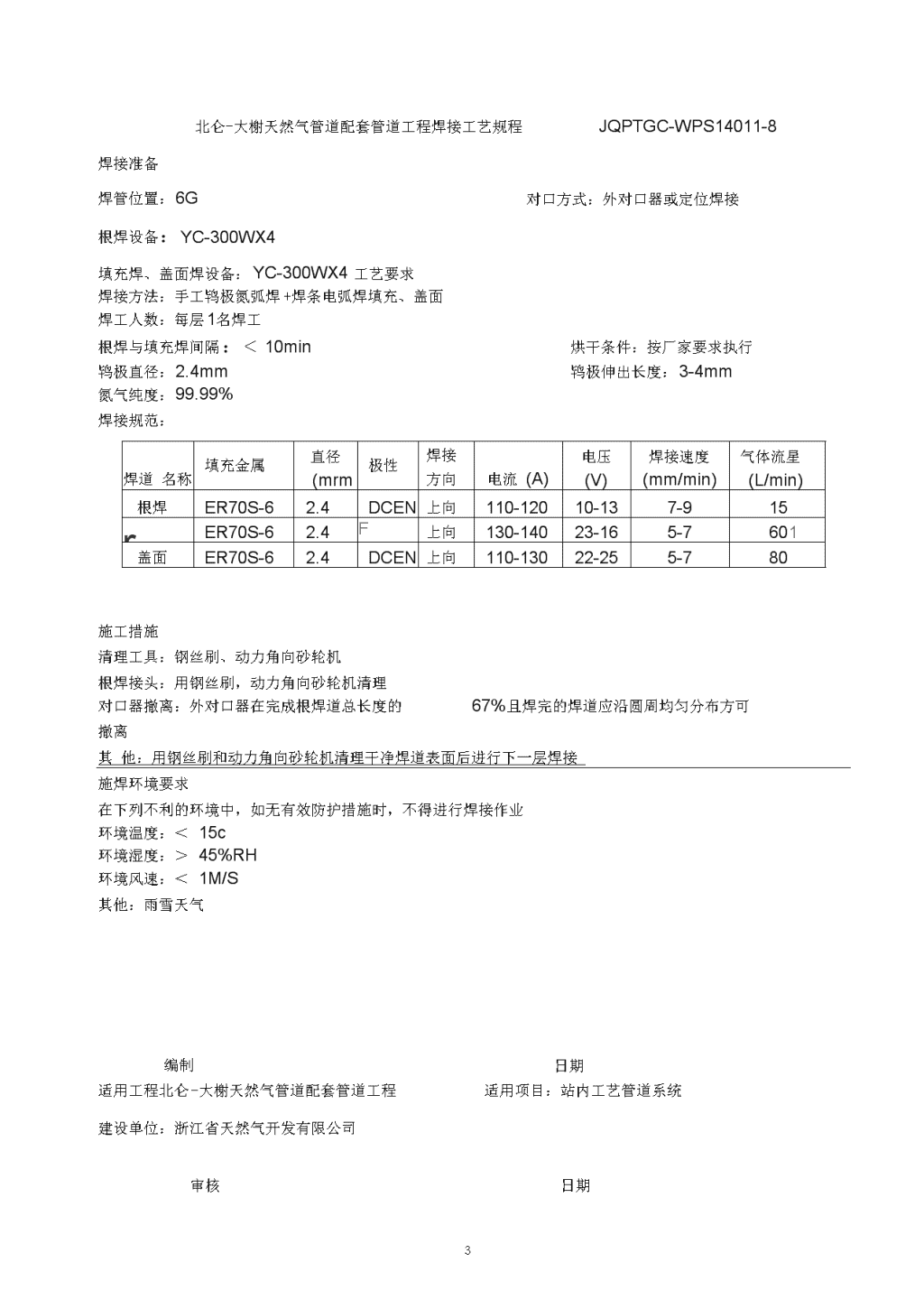
北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-1序号规程号JQPTGC母材对接材料焊接方法焊接材料页码1WPS011-14011-116Mn16Mn-16Mn氮弧焊ER70S-612WPS011-14011-216Mn16Mn-16Mn氮弧焊ER70S-633WPS011-14011-316MnD16Mn-16MnD氮弧焊+焊条电弧焊ER70S-6+E510554WPS011-14011-416MnD16Mn-16MnD氮弧焊+焊条电弧焊ER70S-6+E510575WPS011-14011-520#20#-20#氮弧焊+半自动ER70S-6+E71T8NI1JH896WPS011-14011-620#20#-20#氮弧焊ER70S-6117WPS011-14011-720#20#-L450氮弧焊ER309F138WPS011-14011-820#20#-20#氮弧焊ER70S-6159WPS011-14011-920#20#-20#氮弧焊ER70S-61710WPS011-14011-1020#20#-L450氮弧焊+焊条电弧焊ER70S-6+E51051911WPS011-14011-1120#20#-20#氮弧焊+半自动ER70S-6+E71T8NI1JH821适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司#\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-1执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-01适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:33.7壁厚:<4.5焊接材料根焊焊丝型号:ER70S-6①2.4mm标准号:GB/T5117填充焊条型号:ER70S-6①2.4mm标准号:GB/T5117盖面焊条型号:ER70S-6①2.4mm标准号:GB/T5117接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):300钝边(p):1.0mm间隙(b):2.6mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm图4内程相同的皱口书忒及如岫豕■图阳靖内外楂小何的方口甲式收理W示,阁焊缝层数:壁厚根焊填充焊蛊面焊4.511-31#\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14012-2焊接准备对口方式:外对口器或定位焊接焊管位置:6G根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4工艺要求焊接方法:手工鸨极氮弧焊+焊条电弧焊填充、盖面焊工人数:每层1名焊工根焊与填充焊间隔:<10min烘干条件:按厂家要求执行鸨极直径:2.4mm鸨极伸出长度:3-4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER70S-62.4DCEN上向110-12010-137-915r填充ER70S-62.4FDCEN上向130-14023-165-7601盖面ER70S-62.4DCEN上向110-13022-255-780施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:<15c环境湿度:>45%RH环境风速:<1M/S其他:雨雪天气日期编制适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司#\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14012-2编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-02适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:48.3mm壁厚:5.6mm焊接材料根焊焊丝型号:ER706-S①2.4mm标准号:GB/T5117填充焊条型号:ER706-S①2.4mm标准号:GB/T5117盖面焊条型号:ER706-S①2.4mm标准号:GB/T5117接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):40钝边(p):1.0mm间隙(b):2.8mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽1.0mm中1得♦—桢口不式段如通示意陶出2外征ftif词的城口卡式及外道示意图E33…阁N内科相网他注口中式映用姐季JBBH四看冉外“小何的必口E4及理坦承焊缝层数:壁厚根焊填充焊蛊面焊5.610-11#\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8审核日期7北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8焊接准备焊管位置:6G根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4对口方式:外对口器或定位焊接工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层1名焊工根焊与填充焊间隔:<10min鸨极直径:2.4mm氮气纯度:99.99%焊接规范:鸨极伸出长度3-4mm焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER70S-62.4正上向110-12010-137-915r填充ER70S-62.4正上向;130-14013-165-7651盖面ER70S-62.4正上向120-13013-165-785施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:GTAM>1m/s其他:雨雪天气编制日期审核日期7\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW+SMAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-03适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:168.3壁厚:7.1mm焊接材料根焊焊丝型号:ER70S-6①2.4mm标准号:AWSA5.18填充焊条型号:E5105①3.2mm标准号:GB/T5117盖面焊条型号:E5105①3.2mm标准号:GB/T5117接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):30钝边(p):1.5mm间隙(b):2.6mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm国i依口制式段如迄示意白m2坤林相同的城口中式及示盘序阉3户存相同的续口唧式及焊事乐意■闺鼻内外步小网的wa中通展理俎示焊缝层数:壁厚根焊填充焊蛊面焊3-610-31审核日期7\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8审核日期7北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8焊接准备焊管位置:6G根焊设备:YC-300WX4填充焊、盖面焊设备:DC400对口方式:外对口器或定位焊接工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层1名焊工根焊与填充焊间隔:<10min鸨极直径:2.4mm氮气纯度:99.99%焊接规范:鸨极伸出长度3-4mm焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER70S-62.4正上向110-12010-137-910填充E51053.2正上向120-13023-268-9盖面E51053.2:正上向110-12022-258-9施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:1m/s其他:雨雪天气编制日期审核日期7\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-19北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-1适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW+SMAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-04适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:355.6壁厚:17.48mm焊接材料根焊焊丝型号:ER70S-6①2.4mm标准号:AWSA5.18填充焊条型号:E5015①3.2mm标准号:GB/T5117盖面焊条型号:E5015①3.2mm标准号:GB/T5117坡口形式:V型钝边(p):1.6mm余高(h):0-1.6mm接头设计:(图1、图2)接头形式:对接坡口角度(a):30间隙(b):2.8mm错边:应不大于钢管壁厚的小于等于1mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm图&内秘相同的皱口书忒及如岫豕■图阳靖内外楂小何的方口甲式收理w示,阁焊缝层数:壁厚根焊填充焊蛊面焊17.4811-429\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-1焊接准备对口方式:外对口器或定位焊接焊管位置:6G根焊设备:YX-300WX4填充焊、盖面焊设备:DC-300工艺要求焊接方法:手工鸨极氮弧焊+焊条电弧焊填充、盖面焊工人数:每层1名焊工根焊与填充焊间隔:<10min烘干条件:按厂家要求执行鸨极直径:2.4mm鸨极伸出长度:3-4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mmm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流量(L/min)根焊ER70S-62.4DCEN上向110-12010-167-810填充E71T8NI1JH8.3.2DCEP上向115-12023-266.2-7--盖面E71T8NI1JH8:3.21DCEP上向110-115;22-256.5-7.4--施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:GTAM>2m/sSMAW>5m/s其他:雨雪天气日期日期编制审核9\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-1适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW+FCAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-05适用钢管及管件钢级:A333Gr.6标准:GB8163-2008直径:610壁厚:14.3mm焊接材料根焊焊丝型号:E70S-6①2.4mm标准号:AWSA5.18填充焊条型号:E71T8NI1JH8①2.0mm标准号:AWSA5.29盖面焊条型号:E71T8NI1JH8①2.0mm标准号:AWSA5.29接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):30钝边(p):1.6mm间隙(b):2.8mm余高(h):0-1.6mm错边:小于等于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm图1*娱2次口骐M段■■示■■阕2外程和同朋脑口空式及R・泰,,3内杼相同的Jtt口型大设西坦城・幽国4内舛柠小问的WL1E式及蝶型承*A3焊缝层数:壁厚根焊填充焊蛊面焊14.311-329\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-5焊接准备焊管位置:6G对口方式:外对口器或定位焊接根焊设备:YC-300WX4填充焊、盖面焊设备:DC-400工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层1名焊工根焊与填充焊间隔:<10min鸨极伸出长度3-4mm鸨极直径:2.4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流量(L/min)根焊E70S-62.4正上向110-12010-137-910填充E71T8NI1JH82.0正上向200-24019-19.518-19盖面E71T8NI1JH82.0正上向165-200119-19.512-15施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:1m/s其他:雨雪天气编制日期审核日期11\n适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-06适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:33.6/60.3壁厚:14.48/4mm焊接材料根焊焊丝型号:ER309F①2.0mm标准号:AWSA5.9填充焊条型号:ER309F①2.0mm标准号:AWSA5.9盖面焊条型号:ER309F①2.0mm标AWSA5.9接头设计:(图1、图2)接头形式:对接坡口形式:坡口角度(a):45钝边(p):1.5mm间隙(b):2.0mm错边:国】特檎口型武曜灯述示意闻us外吊和同的除口w式及*at示意闺图』内济相同的地口篡忒豌省返不♦四阳;内外沿小词的注口型以及用遍不«用焊缝层数:壁厚根焊填充焊蛊面焊7-13.011-31审核日期15\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-6焊接准备焊管位置:2F对口方式:外对口器或定位焊接根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层1名焊工根焊与填充焊间隔:<10min烘干条件:按厂家要求执行鸨极直径:2.4mm鸨极伸出长度:3-4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mmm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER309L2.0DCEN横向110-12010-137-910填充ER309L2.0DCEN横向130-14011-165-710盖面ER309L2.0DCEN横向125-13510-145-710施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:1m/s其他:雨雪天气编制日期审核日期15\n适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-07适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:610/60.3壁厚:14.48/4mm焊接材料根焊焊丝型号:ER309F①2.0mm标准号:AWSA5.9填充焊条型号:ER309F①2.0mm标准号:AWSA5.9盖面焊条型号:ER309F①2.0mm标AWSA5.9接头设计:(图1、图2)接头形式:对接坡口形式:坡口角度(a):45钝边(p):1.5mm间隙(b):2.0mm错边:国】f模口蜃或曜理遗示意阁uz外用ifl网的除口中式及*at示意闺网N内注相同的域口型武豌用心示叁0国4内舛役不问胞*口型式及焊沟年#图焊缝层数:壁厚根焊填充焊蛊面焊7-13.011-31审核日期15\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-7焊接准备焊管位置:2F对口方式:外对口器或定位焊接根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层1名焊工根焊与填充焊间隔:<10min烘干条件:按厂家要求执行鸨极直径:2.4mm鸨极伸出长度:3-4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mmm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER309L2.0DCEN横向110-12010-137-910填充ER309L2.0DCEN横向130-14011-165-710盖面ER309L2.0DCEN横向125-13510-145-710施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:15c环境湿度:45%RH环境风速:1m/s其他:雨雪天气编制日期审核日期15\n适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-08适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:/60.3壁厚:/4.8mm焊接材料根焊焊丝型号:ER70S-6①2.4mm标AWSA5.18填充焊条型号:ER70S-6①2.4mm标准号:AWSA5.18盖面焊条型号:ER70S-6①2.4mm标AWSA5.18接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):30±2.5钝边(p):1.6±0.8mm间隙(b):3.0-4.0mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm国】坤・晚映口蜃大曜理道示意阁mz奸征和同的坡口”*“原84»示通限网』用特栩间的战口型武豌用心示叁0国:肉舛役不问胞*口型式及焊沟年#图焊缝层数:壁厚根焊填充焊蛊面焊/4.8mm11-31审核日期15\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8焊接准备焊管位置:5G/4G对口方式:外对口器或定位焊接根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4工艺要求焊接方法:手工鸨极氮弧焊+焊条电弧焊填充、盖面焊工人数:每层1名焊工根焊与填充焊间隔:<10min烘干条件:按厂家要求执行鸨极直径:2.4mm鸨极伸出长度:3-4mm氮气纯度:99.99%焊接规范:焊道名称填充金属直径(mm)极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)「根焊ER70S-62.4DCEN上向100-1209-147-108-15填充ER70S-62.4DCEN上向120-14012-165-108-15盖面ER70S-62.4DCEN上向120-14012-165-108-15施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:<5c环境湿度:>45%RH环境风速:GTAM>2m/s其他:雨雪天气审核日期17\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS14011-8日期编制审核日期17\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-09适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:<168.3壁厚:4.8-19.1mm焊接材料根焊焊丝型号:ER70S-6①2.4mm标准号:AWS.A5.18填充焊条型号:ER70S-6①2.4mm标准号:AWS.A5.18盖面焊条型号:ER70S-6①2.4mm标准号:AWS.A5.18接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):40±2.5钝边(p):1.6±0.8mm间隙(b):2.0-3.5mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm国】坤・晚映口蜃大曜理道示意阁m2奸征和同的域口灯“原81»示通限网』用特栩间的战口型武豌用心示叁0国:肉舛役不问胞*口型式及焊沟年#图焊缝层数:壁厚根焊填充焊蛊面焊21\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS0104.8-19.111-3121\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010对口方式:外对口器或定位焊接焊接准备焊管位置:6G/5G根焊设备:YC-300WX4填充焊、盖面焊设备:YC-300WX4工艺要求焊接方法:手工鸨极氮弧焊焊工人数:每层2名焊工根焊与填充焊间隔:<10min鸨极伸出长度:3-4mm鸨极直径:2.4mm氧气纯度:99.99%半自动焊丝伸出长度:焊丝直径的10-15倍层间温度三100c焊接规范:焊道名称填充金属直径(mmm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER70S-62.4DCEN上向100-1209-147-108-15填充ER70S-62.4DCEN上向120-14012-165-108-15盖面ER70S-62.4[DCEN上向120-14012-16]5-108-151施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:>5c环境湿度:<90%RH环境风速:GTAM<2m/s其他:雨雪天气日期日期编制审核21\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW+SMAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-10适用钢管及管件钢级:A333Gr.6标准:GB/T8163-2008直径:>323.9壁厚:4.8-19.1mm焊接材料根焊焊丝型号:ER70S-6①2.4mm标准号:AWS.A5.18填充焊条型号:E5015①3.2mm标准号:GB/T5117盖面焊条型号:E5015①3.2mm标准号:GB/T511接头设计:(图1、图2)坡口角度(a):30±2.5钝边(p):1.6±0.8mm间隙(b):2.0-3.5mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm■I口审式及■■示■«U2外磔相问咕城口中式及A■水・阳阉』内产相同的注口型忒殁示■皿幽4内舛*不同的WU1电直及毋遒水*阉焊缝层数:壁厚根焊填充焊蛊面焊12.511-3121\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010对口方式:外对口器或定位焊接焊接准备焊管位置:6G/5G根焊设备:YC-300WX4填充焊、盖面焊设备:DC-400工艺要求焊接方法:手工鸨极氮弧焊+焊条电弧焊填充、盖面焊工人数:每层2名焊工根焊与填充焊间隔:<10min鸨极伸出长度:3-4mm鸨极直径:2.4mm氧气纯度:99.99%半自动焊丝伸出长度:焊丝直径的10-15倍层间温度60-100C焊接规范:焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊ER70S-62.4正上向100-1209-155-98-15r填充E50153.21负1下向110-13021-268-10--盖面E50153.2负下向110-13021-268-10--施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:>5c环境湿度:<90%RH环境风速:GTAM<2m/SMAW<5m/s其他:雨雪天气日期编制审核日期25\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS11适用工程北仑-大榭天然气管道配套管道工程适用项目:站内工艺管道系统建设单位:浙江省天然气开发有限公司编制单位:江汉油田建科(武汉)工程有限公司执行标准:SY/T4103-2006焊接工艺:GTAW+FCAW焊接工艺规程编号:WPS-14011批准人:焊接工艺评定编号:PMC-H1412107-HJH141231-11适用钢管及管件车冈级:API5L*65标准:GB/T8163-2008直径:>323.9壁厚:4.8-19.1mm焊接材料根焊焊丝型号:E70S-6①2.4mm标准号:AWSA5.18填充焊条型号:E71T8NI1JH8①2.0mm标准号:AWSA5.29盖面焊条型号:E71T8NI1JH8①2.0mm标准号:AWSA5.29接头设计:(图1、图2)接头形式:对接坡口形式:V型坡口角度(a):30±2.5钝边(p):1.6±0.8mm间隙(b):2.0-3.5mm余高(h):0-1.6mm错边:小于1.0mm盖面焊缝宽(w):比坡口每侧增宽0.5-2.0mm国】坤・晚映口蜃大曜理道示意阁mz奸征和同的坡口”*“原84»示通限网』用特栩间的战口型武豌用心示叁0国:肉舛役不问胞*口型式及焊沟年#图焊缝层数:壁厚根焊填充焊蛊面焊4.8-19.111-31审核日期25\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010焊接准备焊管位置:5G/6G对口方式:外对口器或定位焊接根焊设备:YC-300WX4填充焊、盖面焊设备:DC-400工艺要求焊接方法:手工焊+半自动填充、盖面焊工人数:每层2名焊工根焊与填充焊间隔:<10min半自动焊丝伸出长度:焊丝直径的10-15倍层间温度60-100C焊接规范:焊道名称填充金属直径(mrm极性焊接方向电流(A)电压(V)焊接速度(mm/min)气体流星(L/min)根焊E706S-62.4正:上向100-12010-15100-1508-15热焊E71T8-Nil2.0正下向170-24017-10200-320--r填充E71T8-Nil2.01正:下向170-24017-20200-300--盖面E71T8-Nil2.01正下向170-24017-20200-300--施工措施清理工具:钢丝刷、动力角向砂轮机根焊接头:用钢丝刷,动力角向砂轮机清理对口器撤离:外对口器在完成根焊道总长度的67%且焊完的焊道应沿圆周均匀分布方可撤离其他:用钢丝刷和动力角向砂轮机清理干净焊道表面后进行下一层焊接施焊环境要求在下列不利的环境中,如无有效防护措施时,不得进行焊接作业环境温度:>5c环境湿度:<90%RH环境风速:GTAM<2m/SMAW<5m/s其他:雨雪天气审核日期25\n北仑-大榭天然气管道配套管道工程焊接工艺规程JQPTGC-WPS010编制日期审核日期25\n24