

- 82.00 KB
- 2022-04-22 13:52:24 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'奶牛场废水处理技术研究 奶牛在进食时排放的粪便大多用于牧草施肥;在运动时排放的粪便被直接回收,用于水产养殖;而在挤奶时排放的粪便则用水冲洗,以便保证挤奶间的清洁卫生[1~3]。其排放的废水中CODcr、NH3-N含量高,对环境污染严重,需进一步处理才能达标排放[3~6]。目前,由于处理工艺落后,处理效果不理想,离达标排放还有相当一段距离。为了提高奶牛场废水处理效果,使之达标排放,我们根据实地调查、试验研究和以前的实践经验[3~8],对奶牛场废水的处理工艺进行了研究,现将试验结果报告如下。2 材料与方法2.1 试验材料 试验废水:取自广东某奶牛场未经处理的原废水,其理化性质见表1。表1 奶牛场废水理化性质测定项目pHCODcr(mg/L)NH3-N(mg/L)色度(°)颜色测定结果9.7201075180黑灰色
混凝剂:采用仲恺环境科学技术研究中心生产的JF-1高效混凝剂,它主要起混凝、吸附和共沉淀的作用。2.2 试验方法 取原水样3份,每份100ml,分别置于烧杯内,再分别加入JF-1混凝剂2、3、4滴,并加入助凝剂,搅拌2min,静置10min,取上清液分析测定CODcr、NH3-N、色度。2.3 分析测定 pH采用pHB-4型便携式酸度计测定,CODcr采用XJ-1型CODcr消解仪消解-硫酸亚铁铵滴定法测定,NH3-N采用硼酸吸收-盐酸滴定法测定,色度采用稀释倍数法测定[9,10]。3 结果与讨论3.1 混凝剂去除奶牛场废水中CODcr的效果 在300ml的废水中,加入不同量的混凝剂,搅拌混匀,待澄清后测定上清液CODcr,结果见表2。表2 奶牛场废水混凝处理CODcr测定结果 原废水混凝剂的用量0.1%0.15%0.2%CODcr(mg/L)2013691659563去除率(%) 65.7 67.3 72.0
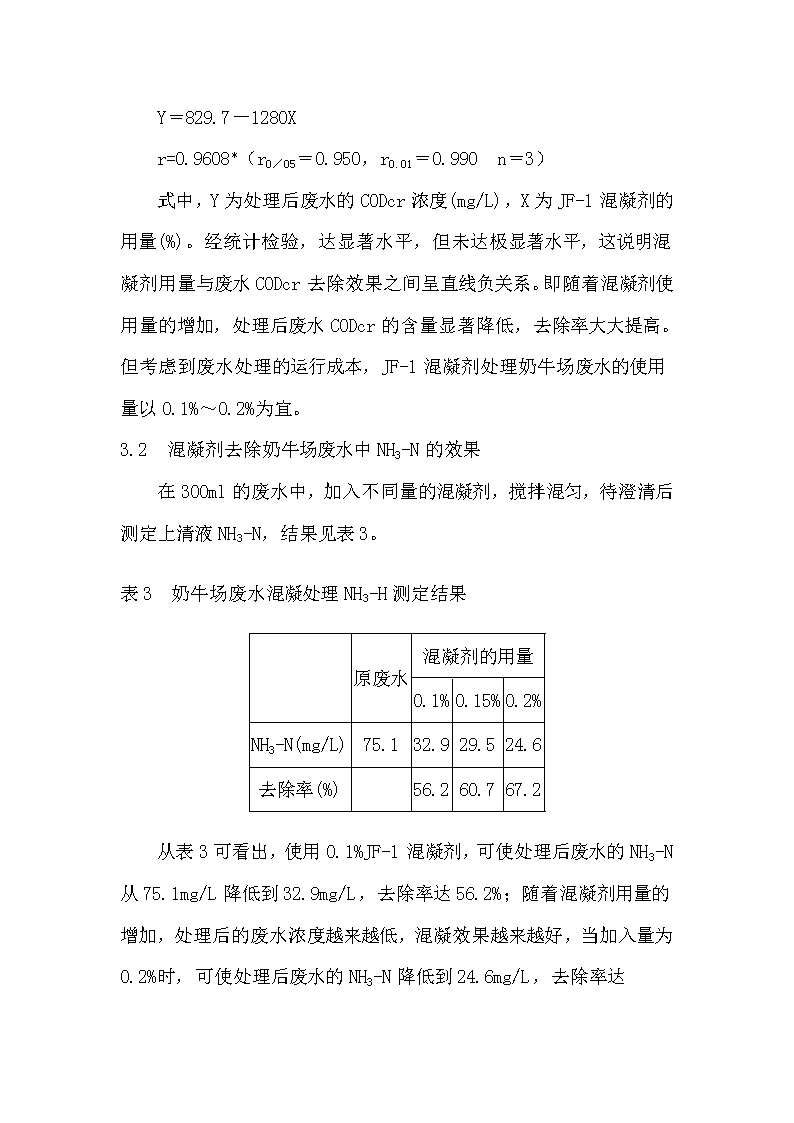
从表2可看出,使用0.1%JF-1混凝剂,可使废水的CODcr从2013mg/L降低到691mg/L,去除率达65.7%。随着混凝剂用量的增加,处理后的废水浓度越来越低,混凝效果越来越好;当加入量为0.2%时,可使处理后废水的CODcr降低到563mg/L,去除率达72.0%。混凝剂用量与废水CODcr去除效果之间的关系如下: Y=829.7-1280X r=0.9608*(r0/05=0.950,r0.01=0.990 n=3) 式中,Y为处理后废水的CODcr浓度(mg/L),X为JF-1混凝剂的用量(%)。经统计检验,达显著水平,但未达极显著水平,这说明混凝剂用量与废水CODcr去除效果之间呈直线负关系。即随着混凝剂使用量的增加,处理后废水CODcr的含量显著降低,去除率大大提高。但考虑到废水处理的运行成本,JF-1混凝剂处理奶牛场废水的使用量以0.1%~0.2%为宜。3.2 混凝剂去除奶牛场废水中NH3-N的效果 在300ml的废水中,加入不同量的混凝剂,搅拌混匀,待澄清后测定上清液NH3-N,结果见表3。表3 奶牛场废水混凝处理NH3-H测定结果 原废水混凝剂的用量0.1%0.15%0.2%NH3-N(mg/L)75.132.929.524.6去除率(%) 56.260.767.2 从表3可看出,使用0.1%JF-1混凝剂,可使处理后废水的NH3-N从75.1mg/L降低到32.9mg/L,去除率达56.2%;随着混凝剂用量的增加,处理后的废水浓度越来越低,混凝效果越来越好,当加入量为0.2%时,可使处理后废水的NH3
-N降低到24.6mg/L,去除率达67.2%,可达到国家一级排放标准。混凝剂用量与废水NH3-N去除效果之间的关系如下: Y=41.45-83.00X r=-0.9946**(r0.05=0.950,r0.01=0.990 n=3) 式中,Y为处理后废水的NH3-N浓度(mg/L),X为JF-1混凝剂的用量(%)。经统计检验,达到极显著水平,这说明混凝剂用量与废水NH3-N去除效果之间呈直线负相关。即随着混凝剂使用量的增加,处理后废水NH3-N的含量呈直线降低,去除率大大提高。但考虑到废水处理的运行成本,JF-1混凝剂处理奶牛场废水的使用量仍以0.1%~0.2%为宜。3.3 混凝剂去除奶牛场废水色度的研究 在300ml的废水中,加入不同量的混凝剂,搅拌混匀,待澄清后测定上清液色度,结果见表4。表4 奶牛场废水混凝处理色度测定结果 原废水混凝剂的用量0.1%0.15%0.2%颜 色黑灰色浅黄色浅黄色透明浅黄色色度(度)180706040去除率(%) 61.166.777.8
从表4可看出,使用0.1%JF-1混凝剂,可使处理后废水的颜色从黑灰色变成浅黄色,色度从180度降低到70度,去除率达61.1%;随着混凝剂用量的增加,处理后的废水颜色越来越低,混凝效果越来越好。当加入量为0.2%时,可使处理后的废水颜色变成透明的浅黄色,色度降低到40度,去除率达77.8%,可达到国家一级排放标准。混凝剂用量与废水色度去除效果之间的关系如下: Y=101.7-300.0X r=-0.9820(r0.05=0.950,r0.01
=0.990 n=3) 式中,Y为处理后废水的色度,X为JF-1混凝剂的用量(%)。经统计检验,达到显著水平,但未到达极显著水平,这说明混凝剂用量与废水色度去除效果之间呈直线负相关,即随着混凝剂使用量的增加,处理后废水的色度呈直线降低,去除率大大提高。但考虑到废水处理的运行成本,JF-1混凝剂处理奶牛场废水的使用量仍以0.1%~0.2%为宜。3.4 混凝剂处理奶牛场废水对重金属元素的影响 使用JF-1混凝剂处理奶牛场废水,会不会使处理后出水的重金属元素超标呢?在此,我们可以借助采用JF-1混凝剂处理油脂废水测定的重金属元素资料来说明,其混凝剂用量为0.2%,与奶牛场废水混凝处理的最大用量相当,具体测定结果见表4。 从表5可以看出,使用JF-1混凝剂处理油脂废水,重金属元素Cd、Pb、Zn、Cu、Mn等均未超标,除Mn以外,均大幅度下降,去除率达52%~81%,Mn略有上升,但仅0.074mg/L,远低于国家2mg/L的一级排放标准,因此,使用JF-1混凝剂后出水的重金属不会超标而污染水体。JF-1混凝剂是一种大分子的无机混凝剂,带有大量的正电荷,对水中带负电荷的有机物具有极强的混凝作用,生成较重的絮体,在5min~10min内迅速沉降,并与重金属元素如Cd、Pb、Zn、Cu等共沉淀,从水体中分离出去,因此,JF-1混凝剂对水体中的有机物和重金属元素的去除能力较强,去除率可达52%~81%。表5 油脂废水混凝处理重金属元素测定结果 测定项目CdPbZnCuMn混凝前(mg/L)0.0320.3060.1080.0640.024混凝后(mg/L)0.0120.1440.0240.0120.098去除率(%)62.552.977.881.3-国家标准(mg/L)0.11.02.00.52.03.5 奶牛场废水处理中混凝剂最佳用量的确定 从以上的分析可看出,0.2%混凝剂的用量去除率最高,处理效果最好,但运行费也最高;0.1%混凝剂的处理效果较差,去除率最低,但运行费也最低。各处理运行费见表6。表6 各处理运行费 混凝剂的用量0.1%0.15%0.2%
运行费(元/t)0.700.901.20 根据目前该奶牛场采用表面曝气处理废水情况来看,它可将CODcr从2000mg/L降到400mg/L~500mg/L,对NH3-N的去除也有一定的效果。如在曝气处理前,增加混凝处理,CODcr可从2000mg/L降到700mg/L,NH3-N从75mg/L~120mg/L降到25mg/L~33mg/L,再采用曝气处理,就可能达到排放标准。因此,宜先采用0.1%JF-1混凝剂的混凝处理,再采用曝气处理,这既可达到排放标准,又可降低处理费用。3.6 混凝法处理奶牛场废水的处理工艺 根据以上试验研究,我们提出奶牛场废水处理工艺流程如下: 该工艺的特点是充分利用现有的处理设施,几乎不增加处理单元,添加的筛网方法简单、投资少、极为有效。根据以往的经验,可减少废水中可溶性有机物,降低后续处理工艺的处理负荷,CODcr去除率可达20%~40%,分离出来的残渣可作水产养殖的饲料或肥料。该处理工艺不仅可使奶牛场的废水处理达到国家排放标准,而且处理工艺简单,耐冲击能力强、投资少、运行费用低、易操作和管理。4 结论
研究结果表明:①奶牛场废水经混凝处理后,CODcr从2010mg/L降到563mg/L~691mg/L,NH3-N从75mg/L降到25mg/L~33mg/L,CM从180度降到40度~70度;②混凝-表面曝气处理工艺,可使奶牛场废水处理达到国家排放标准,且处理工艺简单、投资少、运行费用低、易操作和管理。 南京市危险废物处置中心废水预处理 南京市危险废物处置中心是该市环保“十五”规划的重要工作之一,主要接纳南京市工业危险废物,包括重金属类废物、废酸、废碱、精馏残渣、有机树脂类废物(焚烧处理)、有机溶剂废物(焚烧处理)等。这是南京市第一个集中控制危险废物污染的区域性设施,共占地22.48×104m3。填埋处置规模为10X×104t/a,项目采用地下刚性填埋库的建设方案,设计填埋容量7.3×104m3。本文对处置中心废水预处理系统工程设计做简要介绍。1水量、水质预测及排放标准 本处置中心产生的生产废水主要包括:填埋库产生的渗滤液、各车间(预处理车间、存储仓库等)产生的冲洗废水及实验室废水等。1.1废水水量 ①
渗滤液量。渗滤液一般由两部分组成:一部分为雨水进入填埋库形成渗滤液,另一部分为填埋废物自身含有的水分经压实流失产生渗滤液。由于工程采用刚性方案(采用钢筋混凝土结构),填埋库上方设有钢结构雨棚,雨水不能进入填埋库形成渗滤液。因此,填埋库产生的渗滤液主要是由填埋废物自身含有的水分经压实流出产生。根据《危险废物填埋污染控制标准》(GB18595-2001)中规定:入场填埋的废物含水率需低于85%。符合入场要求的危险废物自身含水率较低,经碾压后水分流失不多。因此,运行过程中产生的渗滤液量较少,保守估计,每天产生的渗滤液量约为1.0t。 ②其它废水水量。其它生产废水水量如下:各车间的冲洗废水12.0t/d;实验室废水2.0t/d;共计14.0t/d。 危险废弃物处置中心产生的生产废水总水量为15t/d。考虑20%的未预见水量,废水处理站的设计规模为18t/d,每天处理6h,每小时废水处理量为3t。1.2废水水质预测及排放标准 填埋废物的组分非常复杂,很难精确估计渗漠液的水质。但进入填埋场的危险废物都应符合《危险废物填埋污染控制标准》(GB18598-2001)中“危险废物允许进入填埋区的控制限值”
,因此,以此限值作为渗滤液水质。 各车间冲洗废水及实验室废水主要以冲洗地面、设备及实验器皿的冲洗水为主,废水中含有部分重金属。保守估计,除SS外,废水中污染物浓度为渗滤液污染物浓度的20%。 根据各生产废水的水量及水质,确定待处理生产废水水质见表1。由表1可见,废水中有机污染物的浓度较低,但其中的重金属会对环境造成严重污染。据业主要求,生产废水去除重金属后再外运处理。处理后废水中重金属要求达到《污水综合排放标准》“第一类污染物最高允许排放浓度”及“第二类污染物最高允许排放浓度”三级标准。因此,确定本废水处理工程去除的首要目标为重金属污染物。表1 待处理废水设计水质污染物质量浓度/(mg·L-1)污染物质量浓度/(mg·L-1)总汞0.06总镍3.80总铅1.27总砷0.63总镉0.13无机氟化物25.33总铬3.04氰化物1.27六价格0.63pH值7-12总铜19.00CODcr76.00总锌19.00BOD525.33总铍0.05NH3-N38.00 SS106.672工艺流程
该废水中含有多种重金属,会对环境造成严重污染,是首要去除对象。根据该水质特点,并考虑到水量较小,确定采用铁盐-石灰法处理废水。该工艺具有工艺紧凑,易于管理等特点,流程见图1。3主要构筑物及设备 主要构筑物见表2。表2 主要构筑物序号名称规模结构备注1调节池HRT4d,有效容积80m3钢筋混凝土结构内壁采用防腐、防渗复合涂料2酸度调节池HRT0.5h,有效容积为1.872m3钢筋混凝土结构 3HRT0.5h,有效容积1.8m3
还原反应池钢筋混凝土结构4中和絮凝池分3格,单格HRT0.5h,有效容积为1.728m3钢筋混凝土结构内壁采用防腐、防渗复合涂料5斜管沉淀池表面负荷为1.0m3/(m2·h),沉淀时间为45min钢筋混凝土结构 6储存池HRT5d钢筋混凝土结构 7重力浓缩池浓缩时间钢筋混凝土结构 8污泥泵井 钢筋混凝土结构与斜管沉淀池合建9压滤机房9.3m×6.0m×3.5m砖混结构 10加药房10.2m×6.0m×3.5m×
11控制值班室 砖混结构 ①调节池。进水口处设置一格栅井,安装1台阶梯式格栅除污机,用于去除较大的悬浮颗粒。为防止调节池中的悬浮物沉淀,在池底设置了2台潜水搅拌机。调节池出水由潜水污水泵均匀打入酸度调节池。潜水污水泵的启动和关闭通过浮球液位控制器控制。 ②酸度调节池。根据废水水质,在酸度调节池中投加H2SO4,将废水的pH值调节至3.0左右。池中安装有ZJ—700型折桨搅拌机1套。 ③还原反应池。酸性废水自流进入还原反应池,在池中加入FeSO4,将六价铬还原三价铬,便于后续工艺的去除。池中安装有ZJ—700型折桨搅拌机1套。 ④中和絮凝池。还原反应池出水自流进入中和絮凝池,中和絮凝池分3格:第1格中加入NaOH,将废水的pH值调节至9.0左右,大部分重金属(包括Cr3+,Pb2+,Ni2+,Cu2+,Zn2+,Ba2+,Co2+,Fe2+,Fe3+等)生成氢氧化物沉淀;第2格中加入Ca(OH)2,将pH值调节至11.0-12.0左右,该pH值条件能够使在第1格未能形成沉淀的重金属形成氢氧化物沉淀,进一步提高沉淀絮凝性,并生成CaF2沉淀去除F-;第3格中加入PAM助凝剂,将细小的沉淀物絮凝成较大的絮状颗粒。每格均安装了1套单层半高桨板搅拌机以加快反应速度。 ⑤
斜管沉淀池。设计污泥斗贮存2d的污泥量,污泥的含水率为99.5%-98%。斜管沉淀池的出水自流进入污水储存池,沉淀污泥采用排污泵排至污泥浓缩池。 ⑥储存池。储存在池中废水定期外运处置。 ⑦重力浓缩池。斜管沉淀池中的污泥通过排亏泵提升至污泥浓缩池,进行重力浓缩,浓缩后污尼含水率为98.0%—96.0%。污泥浓缩池的上清液丑过不同高度的阀门控制,自流进入调节池。污泥匝过螺杆泵提升至压滤设备进行脱水。 ⑧污泥泵井。安装有排污泵1台,将斜管沉定池中的沉淀污泥提升至污泥浓缩池。 ⑨压滤机房。设置1套DY500型压滤机。 ⑩加药房设置了1套pH检测控制仪、1个硫唆加药罐、1套加酸计量泵、1套OPR氧化还原空制仪、1个FeSO4溶药加药罐、1台FeSO4投加十量泵、1套Ca(OH)2加药装置、1个NaOH溶窍加药罐、1台加碱计量泵、1套PAM配制投加系统。药剂贮藏室的药剂贮量为15d。 ⑾控制值班室。设置1套组合式控制柜,对废水处理设备进行集中控制。组合式控制柜设有各可控设备的开、停按钮及指示,同时实时显示调节池、污水储存池及污泥浓缩池的液位。4 处理结果 本工程经初步运行,废水经预处理后,重金属达到《污水综合排放标准》“第一类污染物最高允许排放浓度”及“第二类污染物最高允许排放浓度”三级标准,出水水质祥见表3。
表3 处理后生产废水水质污染物质量浓度/(mg·L-1)污染物质量浓度/(mg·L-1)总汞0.049总砷0.49总铅0.09无机氟化物22.12总镉0.1氰化物1.15总铬1.04pH值7.3六价格0.48CODcr46.00总铜1.94BOD519.93总锌1.89NH3-N13.27总铍0.005SS66.45总镍0.87 '