

- 107.72 KB
- 2022-04-22 13:47:17 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
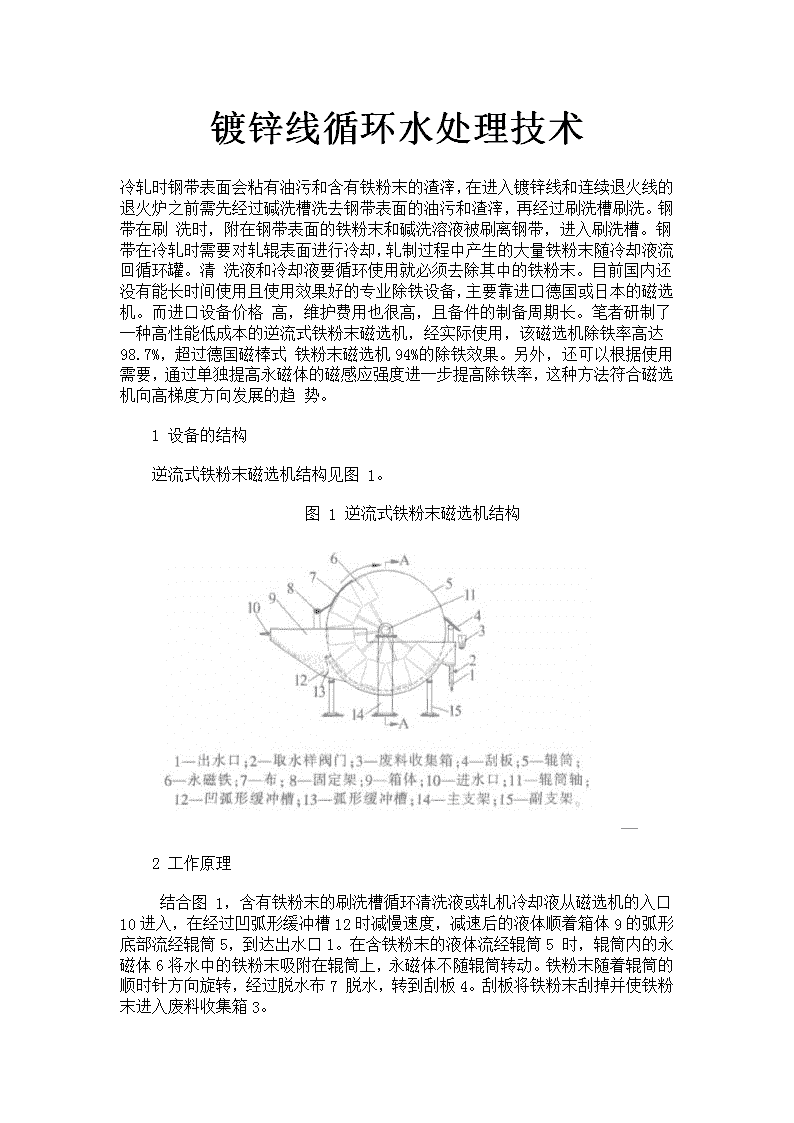
'镀锌线循环水处理技术冷轧时钢带表面会粘有油污和含有铁粉末的渣滓,在进入镀锌线和连续退火线的退火炉之前需先经过碱洗槽洗去钢带表面的油污和渣滓,再经过刷洗槽刷洗。钢带在刷洗时,附在钢带表面的铁粉末和碱洗溶液被刷离钢带,进入刷洗槽。钢带在冷轧时需要对轧辊表面进行冷却,轧制过程中产生的大量铁粉末随冷却液流回循环罐。清洗液和冷却液要循环使用就必须去除其中的铁粉末。目前国内还没有能长时间使用且使用效果好的专业除铁设备,主要靠进口德国或日本的磁选机。而进口设备价格高,维护费用也很高,且备件的制备周期长。笔者研制了一种高性能低成本的逆流式铁粉末磁选机,经实际使用,该磁选机除铁率高达98.7%,超过德国磁棒式铁粉末磁选机94%的除铁效果。另外,还可以根据使用需要,通过单独提高永磁体的磁感应强度进一步提高除铁率,这种方法符合磁选机向高梯度方向发展的趋势。 1设备的结构 逆流式铁粉末磁选机结构见图1。 图1逆流式铁粉末磁选机结构 2工作原理 结合图1,含有铁粉末的刷洗槽循环清洗液或轧机冷却液从磁选机的入口10进入,在经过凹弧形缓冲槽12时减慢速度,减速后的液体顺着箱体9的弧形底部流经辊筒5,到达出水口1。在含铁粉末的液体流经辊筒5时,辊筒内的永磁体6将水中的铁粉末吸附在辊筒上,永磁体不随辊筒转动。铁粉末随着辊筒的顺时针方向旋转,经过脱水布7脱水,转到刮板4。刮板将铁粉末刮掉并使铁粉末进入废料收集箱3。
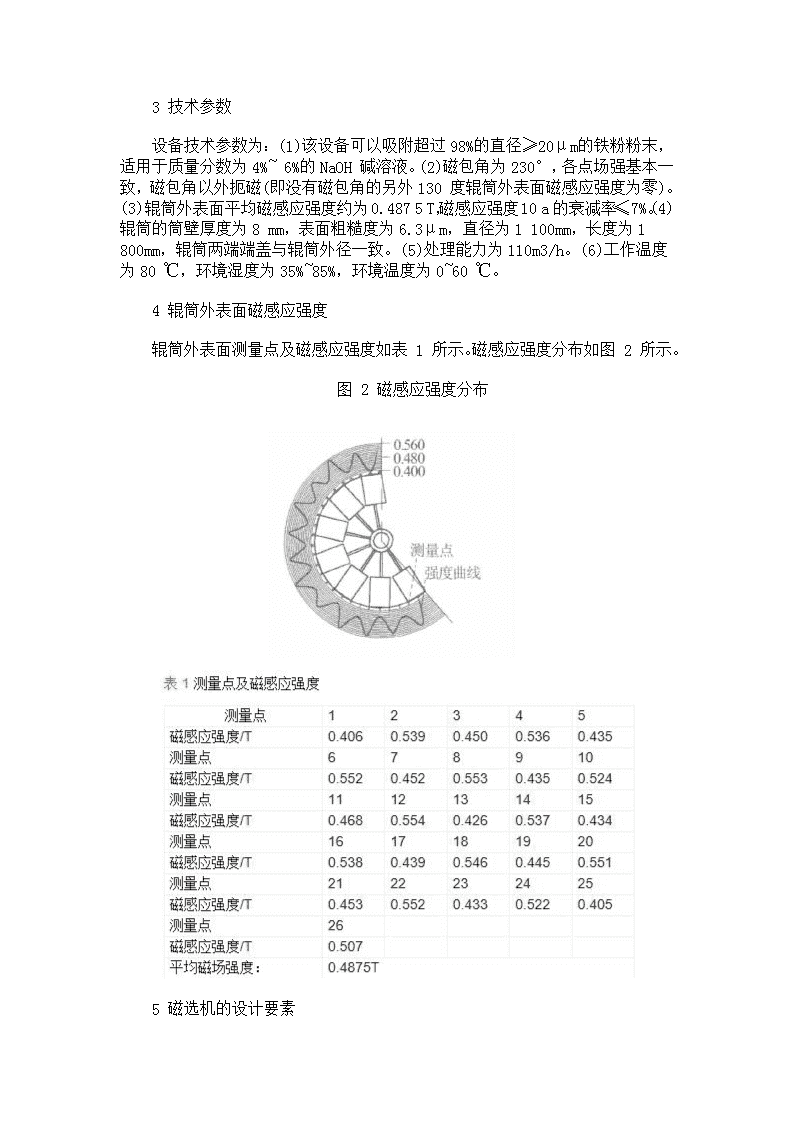
3技术参数 设备技术参数为:(1)该设备可以吸附超过98%的直径≥20μm的铁粉粉末,适用于质量分数为4%~6%的NaOH碱溶液。(2)磁包角为230°,各点场强基本一致,磁包角以外扼磁(即没有磁包角的另外130度辊筒外表面磁感应强度为零)。(3)辊筒外表面平均磁感应强度约为0.4875T,磁感应强度10a的衰减率≤7%。(4)辊筒的筒壁厚度为8mm,表面粗糙度为6.3μm,直径为1100mm,长度为1800mm,辊筒两端端盖与辊筒外径一致。(5)处理能力为110m3/h。(6)工作温度为80℃,环境湿度为35%~85%,环境温度为0~60℃。 4辊筒外表面磁感应强度 辊筒外表面测量点及磁感应强度如表1所示。磁感应强度分布如图2所示。 图2磁感应强度分布 5磁选机的设计要素
5.1辊筒设计要素 辊筒5的材质为不锈钢,辊筒的表面为光滑的圆面,辊筒两端的端面与辊筒表面同圆(呈圆柱状),该结构有利于刮板刮掉辊筒上吸附的铁粉末,辊筒直径为1100mm,考虑辊筒的透磁性和自身强度,辊筒厚为8mm。在辊筒的内腔中,装有不随辊筒转动的永磁体6,永磁体的磁力角设计为230°,既能最大限度地吸附流体中的铁粉末,同时又能将吸附的铁粉末带到刮板4。永磁体的磁力角以靠近出水口为起点,顺时针方向布满辊筒内部圆柱面。磁感应强度的增加不会影响磁选机的其他部分,因此磁感应强度可以根据除铁率的增加而增加,永磁铁的磁感应强度越强则除铁效果越好。通过调整辊筒轴11的轴头确定永磁铁的位置(磁力角的起始点),使取水样阀门的回流水含铁粉末最少,然后紧固定位轴头。 辊筒由齿轮马达通过减速机、传动接手来驱动,辊筒绕辊筒轴做顺时针低速转动即逆流转动(永磁体用支撑杆安装在辊筒内部的轴上,不随辊筒转动)。经多次实验证明,若转速太快则辊筒表面所吸附的铁粉末中所含的水分过多,废料收集箱会很快装满,不利于后续对分离出来的铁粉末的处理;若辊筒转速太慢,则磁选机的除铁率下降;当滚筒转速为1r/min时效果最好。为达到1r/min的辊筒转速,选取额定电压220V、额定功率3.5kW、输出转速20r/min的齿轮马达和传动比1/20的减速机。 5.2凹弧形缓冲槽设计要素 凹弧形缓冲槽12在箱体靠进水口10的同侧,材质为不锈钢。凹弧形缓冲槽呈流线型,在流体进入凹弧形缓冲槽时不会直接冲击到槽体,也不会直接冲击到吸附铁粉末的辊筒,而是冲击槽体中的液体。这种设计既可以减小流体的速度,防止进水因流速大而冲掉吸附在辊筒表面的铁粉末,又不会使流体直接冲击到槽体,减小了箱体以及相连部件的震动。 5.3箱体设计要素 箱体9的材质为不锈钢,其底部为圆弧形,圆弧形的圆心与辊筒同心。箱体的底部和辊筒的距离不宜太大,距离太大则辊筒内部永磁体辐射在箱体底部的磁力不能最大限度吸附流经箱体底部的铁粉末;为保持液体的通畅,箱体底部和辊筒的距离也不能太小,所以箱体的底部和辊筒下表面的距离设计为40mm。箱体在弧形缓冲槽13和出水口1附近的圆弧形底部距离辊筒表面约45mm。辊筒的两端面距离箱体为3mm。箱体在弧形缓冲槽13靠辊筒的两侧各设有1块挡水板,挡水板使从凹弧形缓冲槽中流出的含有铁粉末的液体全部流经辊筒的吸附区,使吸附更彻底。 5.4脱水装置设计要素 脱水装置是固定架8和一端固定在固定架8的横杆上的普通白布7。固定架8安装在箱体上,位于辊筒表面十点钟方向。布7与辊筒5同宽,顺时针自由覆盖在辊筒的外表面上,布7覆盖在辊筒上的长度为200mm。磁选机工作时,在重力和沾有铁泥的布与辊筒之间的轻微压力、摩擦力和吸附力的共同作用下,
布7挤掉辊筒转动时从槽体中带上来的大部分水。吸附在辊筒上的铁粉末由于受到磁力的作用随着辊筒转动被带到刮板处。 5.5刮板设计要素 刮板在辊筒的右侧两点钟方向,通过支架安装在箱体上。刮板上的尼龙板通过预紧弹簧紧靠在辊筒的表面。使用尼龙板的优点是尼龙板和辊筒的摩擦系数小且不会磨损辊筒。刮板与辊筒同宽,呈左上右下倾斜状,角度约为45°。刮板的左上端紧贴辊筒的外表面,刮板与辊筒的外表面呈线接触,接触点位于辊筒的两点钟方向。在刮板的右端的下方设置收集箱,以回收刮下来的铁粉末。 6应用部分 6.1工艺介绍 钢铁厂镀锌线循环水处理工艺流程如图3所示。其中循环泵1将含有碱液的循环水提升至喷嘴4,喷嘴4将碱液喷在钢带2上,通过刷辊5刷洗掉钢带上的铁粉末和污渍,循环水通过刷洗槽7流经磁选机9除去水中的铁粉末,除去铁粉末的水流回循环槽8循环使用。3为钢带的移动方向,6为刷辊的转动方向。11为入口取样点,10为出口取样点。 图3工艺流程 6.2磁选机的除铁效果 磁选机的除铁效果如表2所示。
7结束语 笔者研制的磁选机在马钢1#镀锌线的应用结果表明,其除铁率平均为98.7%,完全满足生产线的要求。 逆流式铁粉末磁选机的永磁铁磁感应强度越强则吸附效果越好,而磁感应强度的增加不会影响磁选机的其他部件,因此可以根据生产需要通过增加磁感应强度达到更好的除铁效果。目前湖北武汉市有多家企业选择了将污水处理交第三方运行管理的模式,帮助企业实现污水处理设施安全运行、达标运行、经济运行是格林公司的愿望和目的,武汉格林环保设施运营有限责任公司,也将继续为您关注工业污水、生活污水污水处理外包、污水处理运营的行业动态。 逆流式铁粉末磁选机经过长达3a的使用没有出过任何故障,表明其性能稳定、安全可靠、维修费用低。目前国内钢厂数量多,市场需求量大,其具有广泛的应用前景,经济效益和社会效益可观。'
您可能关注的文档
- 油田钻井废水处理技术与研究
- 环保产业中污水处理技术发展
- 项目需求书 - 中国污水处理工程网 污水处理设备 污水处理技术
- 浅谈热电厂锅炉化学水处理技术分析
- 【7A版】15种农村生活污水处理技术详解.doc
- 第二十五篇毛纺织工业废水处理技术与工程实例
- 灌浆平洞衬砌混凝土渗漏水处理技术
- 某化学工业股份有限公司循环水污水处理技术改造项目可行性研究报告
- 汽车废水处理技术方案
- 高浓度氨氮废水处理技术、设备及资源回收
- 第29讲废水处理技术
- 造纸法烟草薄片生产废水处理技术优化改造
- 【7A版】《医院污水处理技术指南》.doc
- 2009工业污水处理技术研讨会
- 医院污水处理技术及方案探讨
- 基于ao生物接触氧化-超滤膜工艺的小型中水处理技术研究
- 酒精废水处理技术
- 康力酒业废水处理技术方案