

- 684.62 KB
- 2022-04-22 13:32:18 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,2011浅谈炼油石化循环水处理技术李斌,李柱全,杜川,周琳(安碧捷科技集团,重庆北碚400700,重庆安欣环保节能科技有限公司成都技术部,成都高新区610041)-61-【摘要】石油化工行业是高耗水的五大行业之一,在整个耗水中70%~85%为冷却水系统。本文介绍炼油石化循环冷却水特点,国内外循环水处理技术,物料泄漏后水质变化及处理对策。缓蚀阻垢剂,杀菌剂使用情况。【关键字】循环水;物料泄漏;水处理剂;微生物引言统时,必须要选择一种经济实用的水是人类赖以生存的基础,是工业循环冷却水处理方案,使上述问题得生产运行的命脉,中国是水资源贫乏到的国家之一,水资源总量约2.8万m3,解决或改善。占全球水资源的6%仅次于巴西、俄罗1石化企业循环水处理现状斯和加拿大,居世界第四。但人均水在工业用水中,冷却水的用量居首资源量却很少,仅为2220m3,占世界位,一般在65%以上,石化工业约占人均量的1/4,在世界上名列110位已80%。目前我国工业用水重复利用率被联合国列为世界12个贫水国家之一。只有65%~70%,而发达国家的工业用我国不但水资源紧缺,而且用水浪费,水重复利用率一般都在85%~95%。我结构不合理,特别是工业用水。国循环水冷却水处理技术起步晚,跟工业循环冷却水给水为天然水,而发达国家存在着很大的差距,目前我天然水中不管是地表水(如河水、湖水、国石化企业循环冷却水浓缩倍数低下,水库水),还是地下水(如井水、泉水、一般在1.5—2.5,而发达国家普遍已自来水)都含碳酸盐和杂质,如悬浮物、达到5倍以上,个别达到8倍甚至10藻类物质等。冷却水在循环冷却水系倍。国外炼油厂加工吨原油的新鲜水统中不断循环使用,由于水的温度升耗量一般小于0.5吨,国内平均水平为高,水流速度的变化,水的蒸发,各2.4吨,是国外先进水平的4倍多;国种无机离子和有机物质的浓缩,冷却外加工吨原油的工业污水排放量为塔和冷水池在室外受到阳光照射、风0.2吨,国内平均为1.78吨,是国外吹雨淋、灰尘杂物的进入,以及设备先进水平的近9倍;我国生产1吨乙结构和材料等多种因素的综合作用,烯所需的水相当于日本或美国的3~6会产生严重的沉积物的附着、设备腐倍。因此,石化循环冷却水处理技术蚀和微生物的大量滋生,以及由此形有很大的发展潜力,提高浓缩倍数,成的黏泥污垢堵塞管道等问题,它们实现节能减排。会威胁和破坏工厂长周期地安全生产,甚至造成经济损失,因此不能掉以轻2石化企业的水源水质状况心,在推广使用敞开式循环冷却水系由于各石化企业所处的地域不同,-61-
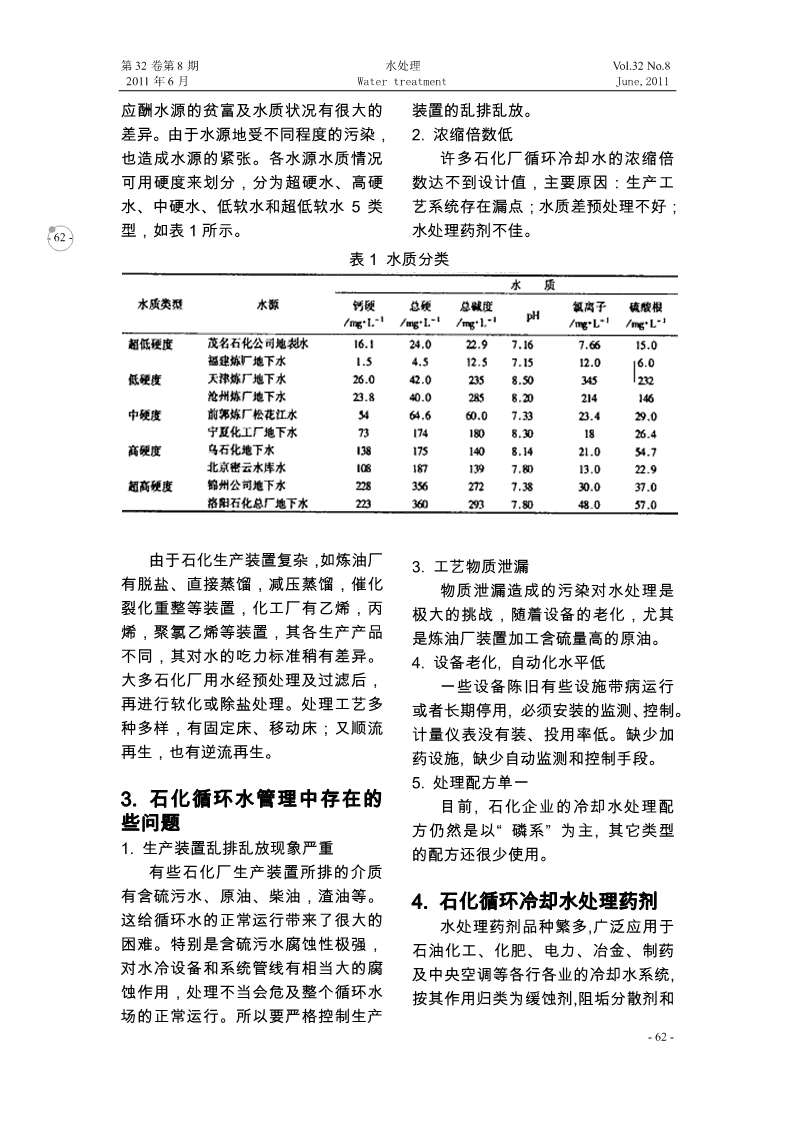
第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,2011应酬水源的贫富及水质状况有很大的装置的乱排乱放。差异。由于水源地受不同程度的污染,2.浓缩倍数低也造成水源的紧张。各水源水质情况许多石化厂循环冷却水的浓缩倍可用硬度来划分,分为超硬水、高硬数达不到设计值,主要原因:生产工水、中硬水、低软水和超低软水5类艺系统存在漏点;水质差预处理不好;型,如表1所示。水处理药剂不佳。-62-表1水质分类由于石化生产装置复杂,如炼油厂3.工艺物质泄漏有脱盐、直接蒸馏,减压蒸馏,催化物质泄漏造成的污染对水处理是裂化重整等装置,化工厂有乙烯,丙极大的挑战,随着设备的老化,尤其烯,聚氯乙烯等装置,其各生产产品是炼油厂装置加工含硫量高的原油。不同,其对水的吃力标准稍有差异。4.设备老化,自动化水平低大多石化厂用水经预处理及过滤后,一些设备陈旧有些设施带病运行再进行软化或除盐处理。处理工艺多或者长期停用,必须安装的监测、控制。种多样,有固定床、移动床;又顺流计量仪表没有装、投用率低。缺少加再生,也有逆流再生。药设施,缺少自动监测和控制手段。5.处理配方单一3.石化循环水管理中存在的目前,石化企业的冷却水处理配些问题方仍然是以“磷系”为主,其它类型1.生产装置乱排乱放现象严重的配方还很少使用。有些石化厂生产装置所排的介质有含硫污水、原油、柴油,渣油等。4.石化循环冷却水处理药剂这给循环水的正常运行带来了很大的水处理药剂品种繁多,广泛应用于困难。特别是含硫污水腐蚀性极强,石油化工、化肥、电力、冶金、制药对水冷设备和系统管线有相当大的腐及中央空调等各行各业的冷却水系统,蚀作用,处理不当会危及整个循环水按其作用归类为缓蚀剂,阻垢分散剂和场的正常运行。所以要严格控制生产-62-
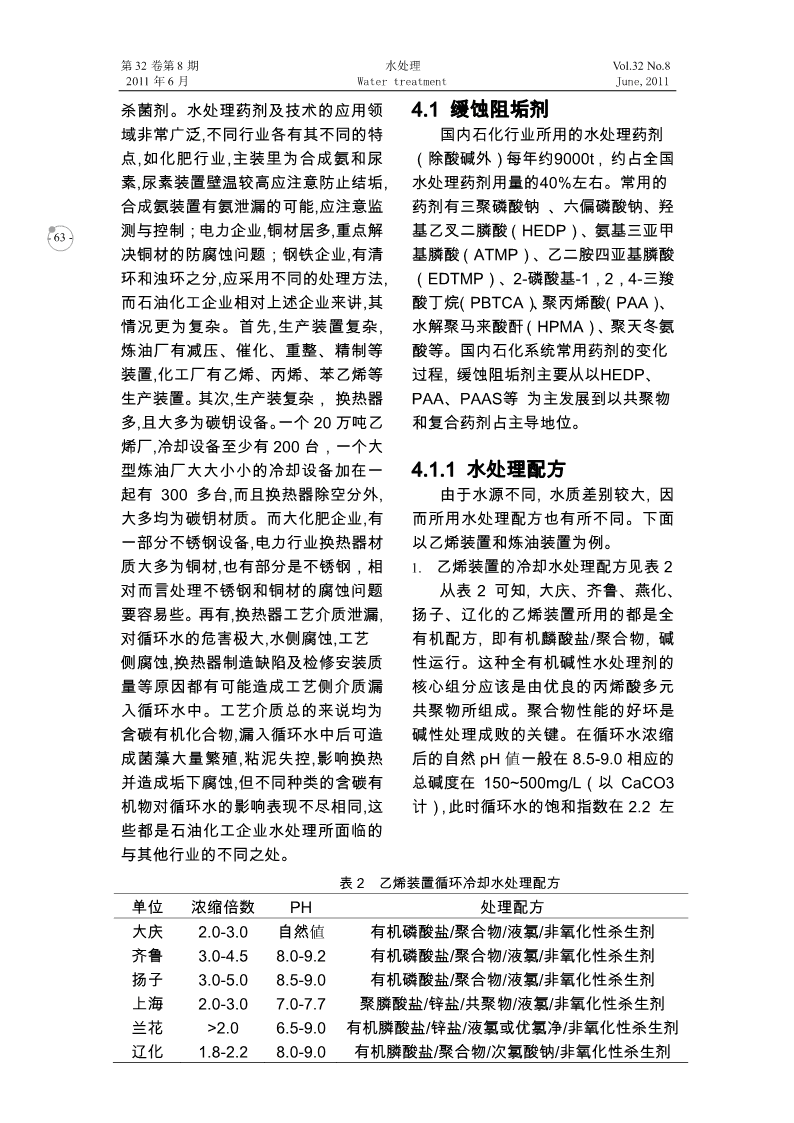
第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,2011杀菌剂。水处理药剂及技术的应用领4.1缓蚀阻垢剂域非常广泛,不同行业各有其不同的特国内石化行业所用的水处理药剂点,如化肥行业,主装里为合成氨和尿(除酸碱外)每年约9000t,约占全国素,尿素装置壁温较高应注意防止结垢,水处理药剂用量的40%左右。常用的合成氨装置有氨泄漏的可能,应注意监药剂有三聚磷酸钠、六偏磷酸钠、羟测与控制;电力企业,铜材居多,重点解基乙叉二膦酸(HEDP)、氨基三亚甲-63-决铜材的防腐蚀问题;钢铁企业,有清基膦酸(ATMP)、乙二胺四亚基膦酸环和浊环之分,应采用不同的处理方法,(EDTMP)、2-磷酸基-1,2,4-三羧而石油化工企业相对上述企业来讲,其酸丁烷(PBTCA)、聚丙烯酸(PAA)、情况更为复杂。首先,生产装置复杂,水解聚马来酸酐(HPMA)、聚天冬氨炼油厂有减压、催化、重整、精制等酸等。国内石化系统常用药剂的变化装置,化工厂有乙烯、丙烯、苯乙烯等过程,缓蚀阻垢剂主要从以HEDP、生产装置。其次,生产装复杂,换热器PAA、PAAS等为主发展到以共聚物多,且大多为碳钥设备。一个20万吨乙和复合药剂占主导地位。烯厂,冷却设备至少有200台,一个大型炼油厂大大小小的冷却设备加在一4.1.1水处理配方起有300多台,而且换热器除空分外,由于水源不同,水质差别较大,因大多均为碳钥材质。而大化肥企业,有而所用水处理配方也有所不同。下面一部分不锈钢设备,电力行业换热器材以乙烯装置和炼油装置为例。质大多为铜材,也有部分是不锈钢,相1.乙烯装置的冷却水处理配方见表2对而言处理不锈钢和铜材的腐蚀问题从表2可知,大庆、齐鲁、燕化、要容易些。再有,换热器工艺介质泄漏,扬子、辽化的乙烯装置所用的都是全对循环水的危害极大,水侧腐蚀,工艺有机配方,即有机麟酸盐/聚合物,碱侧腐蚀,换热器制造缺陷及检修安装质性运行。这种全有机碱性水处理剂的量等原因都有可能造成工艺侧介质漏核心组分应该是由优良的丙烯酸多元入循环水中。工艺介质总的来说均为共聚物所组成。聚合物性能的好坏是含碳有机化合物,漏入循环水中后可造碱性处理成败的关键。在循环水浓缩成菌藻大量繁殖,粘泥失控,影响换热后的自然pH値一般在8.5-9.0相应的并造成垢下腐蚀,但不同种类的含碳有总碱度在150~500mg/L(以CaCO3机物对循环水的影响表现不尽相同,这计),此时循环水的饱和指数在2.2左些都是石油化工企业水处理所面临的与其他行业的不同之处。表2乙烯装置循环冷却水处理配方单位浓缩倍数PH处理配方大庆2.0-3.0自然値有机磷酸盐/聚合物/液氯/非氧化性杀生剂齐鲁3.0-4.58.0-9.2有机磷酸盐/聚合物/液氯/非氧化性杀生剂扬子3.0-5.08.5-9.0有机磷酸盐/聚合物/液氯/非氧化性杀生剂上海2.0-3.07.0-7.7聚膦酸盐/锌盐/共聚物/液氯/非氧化性杀生剂兰花>2.06.5-9.0有机膦酸盐/锌盐/液氯或优氯净/非氧化性杀生剂-63-辽化1.8-2.28.0-9.0有机膦酸盐/聚合物/次氯酸钠/非氧化性杀生剂
第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,2011右,稳定指数在4.0左右,处于中等氯化酚类,戊二醛,异噻唑啉酮,季结垢或严重结垢状态。在这种配方中铵盐等。我国石化企业物料泄漏普遍缓蚀剂的含量比较少,系统腐蚀控制存在,这些物料大多数是有机物,有主要靠循环水处于高浓缩倍数下进行。机物又是细菌等微生物的营养源,所2.炼油装置的冷却水处理配方见表3以微生物生长比较疯狂。表3炼油装置的冷却水处理配方-64-表3炼油装置的冷却水处理配方单位浓缩倍数配方沧化炼油二循1.8HEDP/PAA/硫酸锌镇海炼油厂2.2三聚/硫酸锌/PAA/EDTMP茂名炼油2.0六偏磷酸钠/HEDP/硫酸锌大庆炼油厂五循1.8HEDP/硫酸锌广石化炼油一循1.7HEDP/六偏磷酸钠/PAA从表3可知,炼油系统所用的配方,通过非氧化杀生剂相关实验表明目前仍是以有机麟HEDP或者六偏或用异噻唑啉酮及衍生物和1427+戍二者加锌盐为缓蚀剂,以PAA或二元丙醛两种复合型非氧化性杀菌剂比较适烯酸共聚物为阻垢剂的配方为主,。合该炼油厂循环水水质。为了在循环乙烯、炼油两个行业使用的水处理冷却水系统中能有效的控制微生物活配方总的情况是乙烯起步较高,大多动,一般采用氧化性杀生剂和非氧化使用了较为先进的碱性全有机水处理性杀生剂同时使用或交替使用以获得配方;炼油行业的一些水系统使用的是最佳的杀菌效果。较为传统的配方和低效药剂。例如,高磷低pH配方,这种配方是以高磷酸5.石化企业物料泄漏及应对盐提高缓蚀效果,以低pH值防止结垢,措施如控制不当,处理效果会很差,菌藻随着经济的快速发展,各国对石油猛长,腐蚀严重。资源的需求不断增加,而石油资源又4.2杀菌灭藻剂不可再生,因此更多的劣质原油成为在我国石化企业循环冷却水中常了炼油厂的加工对象。随之而来的是用的杀菌灭藻分为两种,氧化性杀生强腐蚀性的物质对换热设备的腐蚀越剂和非氧化性杀生剂。常用的氧化性来越严重,增加了物料泄漏的频率,杀生剂:Cl2,ClO2,次氯酸盐,过氧换热设备物料泄漏就成了石化企业普化物溴类杀生剂等;非氧化性杀生剂:遍存在的一个问题。-64-
第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,2011表4几种非氧化性杀菌剂静态杀菌试验结果-65-5.1物料泄漏时循环水系统根据表5所列情况,若要处理好物特征料泄漏问题,在日常水处理过程中必须石化企业循环水系统若不发生物对以下项目进行重点监测:浊度、pH、料泄漏时,除了冷却塔喷淋及加药操余氯、油含量、加氯量,由于油含量的作会对水质产生一些影响外,水质基上升总是伴随着浊度的上升,因此对本上较稳定。而系统发生物料泄漏时,浊度、pH、余氯、加氯量的监测频率无论泄漏何种介质、形态如何、漏量应适当高一些,建议每天分析4次左右,大小,都会以某种形式表现出来,各种而当浊度异常上升且目测可能有油时,常见的工艺介质泄漏到水中的表观特再加测油指标。征不同,如见表5。表5循环水系统物料泄漏特征泄漏物泄漏后循环水系统特征重点测查项目重油(如渣油、水体总体呈黑色;浊度大幅度提高;油含量依浊度、油含量、油奖)泄漏程度有所提高;对加氯有一定程度影响。余氯、加氯量水体呈现蜡黄色,或偏灰;水面有蜡黄色漂浮浊度、油含量、蜡油、重柴油沫,浮沫较重,手感较粘,浊度与油含量均上余氯、加氯量升;余氯下降。水体乳化,在冷却塔下有特殊芳香味;油含量浊度、油含量、芳香烃与浊度均上升;可能会与水中药剂等反应而产余氯、加氯量生不同颜色;余氯下降工艺过程介质浊度、余氯、系统pH値有明显变化;严重影响加氯;可能-65-(一酸性水为加氯量、pH、含有硫化物与铁;系统浊度变化例)硫化物、总铁
第32卷第8期水处理Vol.32No.82011年6月WatertreatmentJune,20115.2物料泄漏的危害1泄漏发生后最重要的是快速找出泄石化企业物料泄漏对生产的影响漏点,将它及时从系统中切除,这样相当严重,物料泄漏到循环水后,造不仅对设备影响小而且处理起来也简成常杀生剂失效,泄漏的物质绝大多单。数是有机物,有机物又是微生物的营2加大排污量,保持相对较低的运行浓-66-养源,所以会导致微生疯狂繁殖,生缩倍数,使水中污染物的动态平衡浓度物粘泥大幅度增加,油污已形成油泥保持在较低的水平。等粘附物,直接影响传热效果。这些3增加分散剂用量,分散水中污染物,使都会导致碳钢类水冷凝器和管道严重其不在系统内发生严重沉积。腐蚀,不仅缩短了设备的使用寿命,4针对不同泄漏物,选择氧化性杀生也会给生产装置长周期运行带来严重剂加大用量,增加非氧化性杀生剂的的隐患。使用频率及用量。5如果系统在此期间腐蚀严重,则在污5.3物料泄漏应对措施垢剥离后还应当进行化学清洗,以彻底物料发生泄漏后,应从以下几点应清除系统内的腐蚀产物,最后给系统重对:新预膜。-66-'
您可能关注的文档
- 餐厨垃圾废水处理技术的发展现状
- 浅析城市污水处理技术优化策略
- 《国内外水处理技术的发展现状与趋势》
- 版医院废水处理技术方案
- 微污染水源水处理技术研究现状和对策分析
- 工业循环水处理技术培训讲座PPT
- 工业水处理技术_第5章循环冷却水系统中金属的腐蚀及其控制
- 高效水解酸化废水处理技术初步研究
- 含氮废水处理技术与应用
- 煤泥水处理技术
- 高氨氮废水处理技术方法选择.冯义彪
- 几种工业废水处理技术介绍与分析_图文
- 毕业论文(设计)-工业循环水处理技术的探究
- 《论文_工业废水处理论文废水处理技术论文高铁酸钾氧化法(定稿)》
- 《论文_煤化工废水处理技术论文(定稿)》
- 中国微污染水源水处理技术探究现状及进展
- 含氨废水处理技术和工艺设计方案
- 先进污水处理技术整理