

- 41.50 KB
- 2022-04-22 13:34:46 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
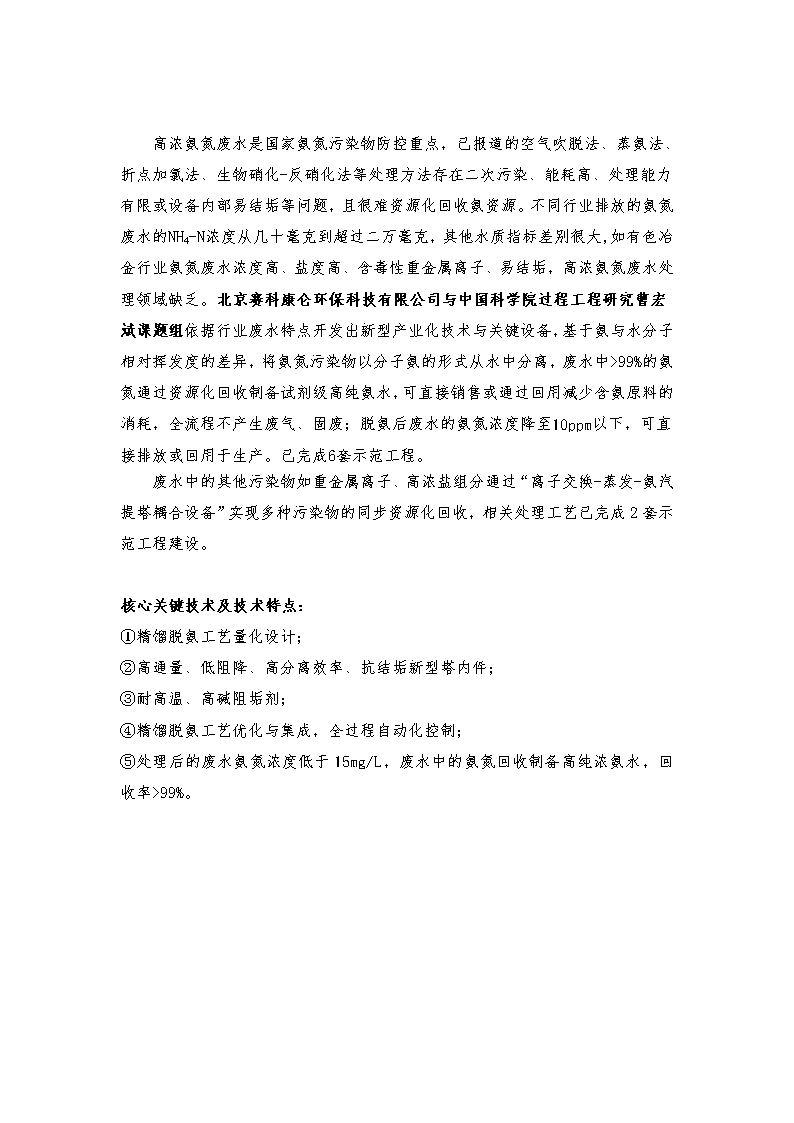
'高浓氨氮废水是国家氨氮污染物防控重点,已报道的空气吹脱法、蒸氨法、折点加氯法、生物硝化-反硝化法等处理方法存在二次污染、能耗高、处理能力有限或设备内部易结垢等问题,且很难资源化回收氨资源。不同行业排放的氨氮废水的NH4-N浓度从几十毫克到超过二万毫克,其他水质指标差别很大,如有色冶金行业氨氮废水浓度高、盐度高、含毒性重金属离子、易结垢,高浓氨氮废水处理领域缺乏。北京赛科康仑环保科技有限公司与中国科学院过程工程研究曹宏斌课题组依据行业废水特点开发出新型产业化技术与关键设备,基于氨与水分子相对挥发度的差异,将氨氮污染物以分子氨的形式从水中分离,废水中>99%的氨氮通过资源化回收制备试剂级高纯氨水,可直接销售或通过回用减少含氨原料的消耗,全流程不产生废气、固废;脱氨后废水的氨氮浓度降至10ppm以下,可直接排放或回用于生产。已完成6套示范工程。废水中的其他污染物如重金属离子、高浓盐组分通过“离子交换-蒸发-氨汽提塔耦合设备”实现多种污染物的同步资源化回收,相关处理工艺已完成2套示范工程建设。核心关键技术及技术特点:①精馏脱氨工艺量化设计;②高通量、低阻降、高分离效率、抗结垢新型塔内件;③耐高温、高碱阻垢剂;④精馏脱氨工艺优化与集成,全过程自动化控制;⑤处理后的废水氨氮浓度低于15mg/L,废水中的氨氮回收制备高纯浓氨水,回收率>99%。
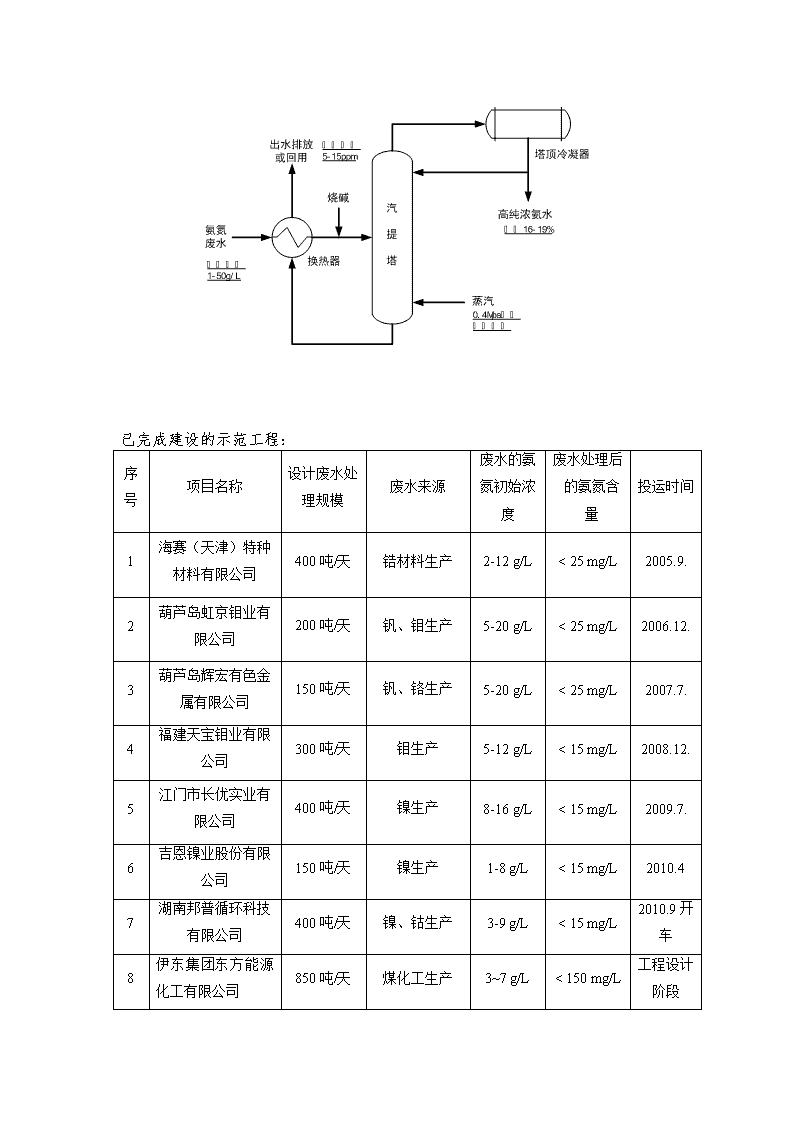
已完成建设的示范工程:序号项目名称设计废水处理规模废水来源废水的氨氮初始浓度废水处理后的氨氮含量投运时间1海赛(天津)特种材料有限公司400吨/天锆材料生产2-12g/L<25mg/L2005.9.2葫芦岛虹京钼业有限公司200吨/天钒、钼生产5-20g/L<25mg/L2006.12.3葫芦岛辉宏有色金属有限公司150吨/天钒、铬生产5-20g/L<25mg/L2007.7.4福建天宝钼业有限公司300吨/天钼生产5-12g/L<15mg/L2008.12.5江门市长优实业有限公司400吨/天镍生产8-16g/L<15mg/L2009.7.6吉恩镍业股份有限公司150吨/天镍生产1-8g/L<15mg/L2010.47湖南邦普循环科技有限公司400吨/天镍、钴生产3-9g/L<15mg/L2010.9开车8伊东集团东方能源化工有限公司850吨/天煤化工生产3~7g/L<150mg/L工程设计阶段
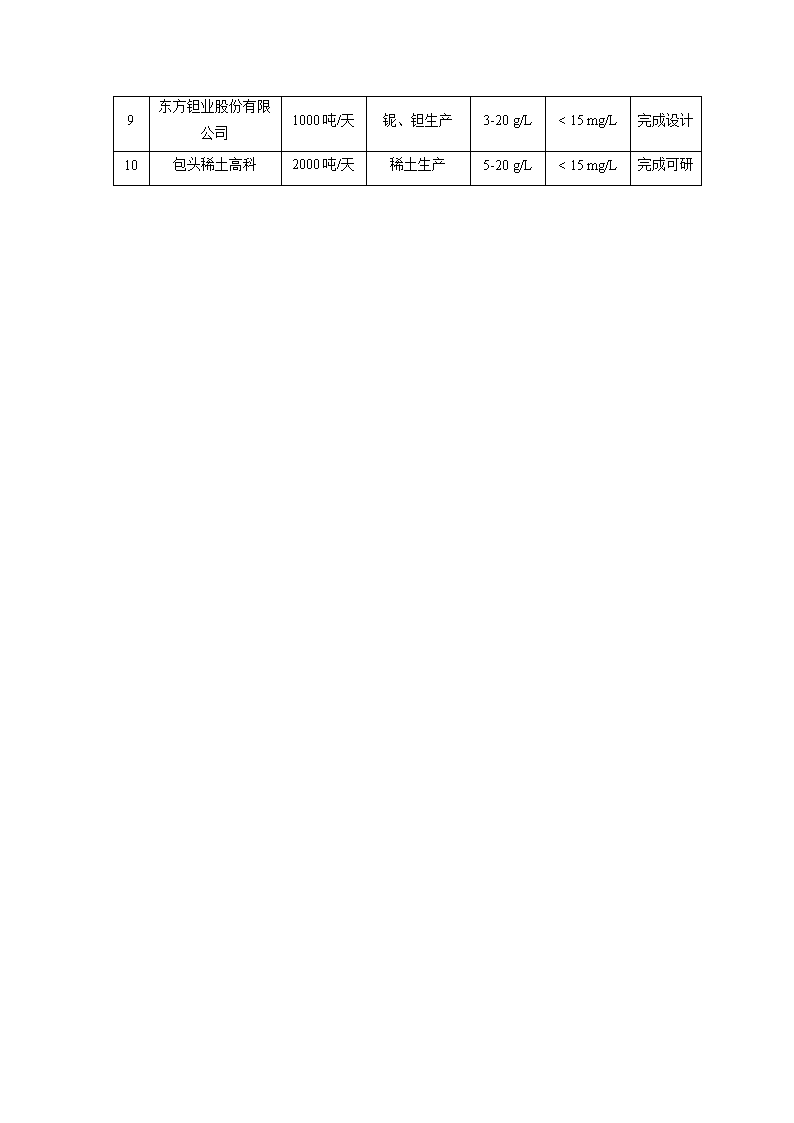
9东方钽业股份有限公司1000吨/天铌、钽生产3-20g/L<15mg/L完成设计10包头稀土高科2000吨/天稀土生产5-20g/L<15mg/L完成可研'
您可能关注的文档
- 污水处理技术之常见的污水处理工艺计算公式
- 造纸类工业废水再生纸生产废水处理技术
- 15种我国农村生活污水处理技术详细讲解
- 生活污水处理技术规范选编
- 《污水处理技术》术语英语词汇大全
- 一体化地埋式生活污水处理技术方案设计
- 锅炉水处理技术培训资料2012年度
- 工业锅炉水处理技术_10
- 国内外水处理技术的现状发展趋势
- 2019-2020年高中化学专题一多样化的水处理技术第一单元水的净化与污水处理课后训练苏教版选修2
- 2019-2020年高中化学专题一多样化的水处理技术第三单元海水淡化课后训练苏教版选修
- 常见工业废水处理技术精选范文
- 东北地区农村生活污水处理技术指南精选范本
- 景观水处理技术之物理方式精品word
- 光伏行业超纯水水处理技术实施方案
- 环保型水处理技术设施建设项目投资立项申报投资建议
- 烟台污水处理技术
- 东南地区农村生活污水处理技术指南.pdf