

- 604.62 KB
- 2022-04-22 13:40:17 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'电厂化学水处理技术发展与应用分析高丽(神华鄂尔多斯煤制油分公司热电生产中心,陕西榆林719300)摘要:电厂化学水处理技术是确保电厂用水和正常运行的基础,特别是在水资源水硬度、杂质多的区域,电厂化学水处理技术的价值就更加明显。国内对电力资源的需求不断提升,很多电厂的工作压力都在增大,一方面要满足电力资源的生产和调配,另一方面还需在客观上保证电厂的稳定运行,因此,我们要在电厂化学水处理技术上努力,优化技术体系,增加技术内容,完成电厂运行的高效化和稳定化。关键词:电厂;化学水处理技术;工艺;检测电厂是能源行业的重要部门,对居民的日常生产、生活都具有较大的影响。从现有的工作来看,电厂化学水处理技术虽然在某些方面表现的较为出色,但并没有创造出理想的价值。在人I=l不断增加和社会不断发展的今天,依靠固有的技术,是很难取得较大发展的。在今后的技术研究和应用中,需进一步贴合实际,根据不同地区的实际要求,进一步优化技术。在此,本文主要对电厂化学水处理技术的发展与应用进行讨论。1电厂化学水处理技术的发展电厂在日常的运行中,必须依靠化学水处理技术来完成较多的工作,协调电厂的正常运转,减少各种问题的出现。从主观的角度来分析,电厂化学水处理技术担任更多的角色在于,通过技术的应用,促使电厂的日常工作显得有序,告别杂乱无章的形态。同时,在水处理方面,应保证每一个环节都达到较为优异的标准,形成工作上的良性循环。在此,本文主要对电厂化学水处理技术的发展进行论述。1.1设备集中化目前,国家的很多电厂,其占地面积非常大,发电量多,为了能够更好的应用化学水处理技术,必须考虑到设备的问题。严格来讲,技术的实施依赖于设备的完善和健全,通过在设备上努力,促使其集中化,可减少管理和运行中的阻碍,更加充分的运用电厂化学水处理技术,从而发挥出较大的积极效果。经过长时间的研究和发展,现阶段的电厂化学水处理技术在设备方面,具有复杂化以及大型化的特点。从体积上来讲,绝大部分的电厂化学水处理技术设备,其体积相当庞大,倘若是采用分布式的方法进行设置,不仅会增加水处理的过程,同时也意味着在日常的工作中,增加了安全隐患和操作难度,因此并不是很提倡。为此,通过将设备集中化处理,实现立体化的结构、多功能的装置,能够实现较好的设备空间节约,不仅提高了电厂化学水处理技术的应用效果,还为电厂的其他工作提供了较强的保障。112生产的集中化电厂化学水处理技术的应用目的在于,更好的完成生产任务,而不是单纯的起到保障作用。相对而言,在传统的工作当中,化学水处理技术,主要是运用模拟控制的方法。该方法最大的优势在于“模拟”,通过利用各种仪器和设备,对电厂化学水处理技术的应用过程、效果、问题等等,开展一系列的模拟,从而推断出日常该如何去使用和设置。但是,由于传统方法比较符合过去的年代,但与现阶段高速发展的科技相比,传统的生产方法并不是很理想,同时会造成测量速度慢、信息搜集不全面等问题,由此给电厂的Et常运营也造成了很多的不利影响。因此,在电厂化学水处理技术的发展过程中,技术人员考虑到将生产集中化处理。实际操作中,利用数字技术、自动化设备来完成电J‘化学水处理技术的监控和生产工作,不仅可以搜集到较多的信息和数据,同时能够及时的进行处理,减少一切可能出现的问题。1.3环保化目前,社会污染和自然污染,已经引起了国家的广泛重视。电厂作为高能耗的资源机构,对环保的意义是非常重大的。倘若能够在电厂的运行中,更好的实现环保化,不仅可以推动国家的可持续发展,同时能够在很多方面为居民的生产、生活提供较多的帮助。电厂化学水处理技术作为代表性的技术,必须深入贯彻环保理念,告别过去的种种污染情况。从客观的角度来分析,当前的电厂化学水处理技术,基本上告别了有毒化学药剂的应用,传统的药剂得到摒弃,一方面在积极开发新的药剂,另一方面在不断的提高药剂的使用方法和各项指标。从总体的情况来看,多数电厂在应用化学水处理技术的时候,达到了“少排放、零清洗”的标准。未来的工作中,电厂化学水处理技术还需要进一步在环保化方面努力,减少各种污染,实现对自然环境的零影响。1.4多元化电厂化学水处理技术在发展过程中,除了在上述三个方面获得了较大的成功,同时还取得了多元化的发展成果。从主观的角度来分析,倘若电厂在日常的工作中,单纯的应用一两种化学水处理技术,不仅无法完成任务,同时还会造成工作上的恶性循环,这对电厂而言是十分不利的。综合多方面的工作成果来看,电厂化学水处理技术在目前实现了较强的多元化层次。第一,电厂化学水处理技术充分告别了传统的过滤、交换等方面,选择了更好的材料和技术体系。第二,化学水处理工作中,大范围的应用膜处理技术和树脂技术,环保效果突出。第三,在客观上增加了水处理形式,完善了工作体系,减少工作量的同时,巩固了工作质量。2电厂化学水处理技术的应用目前,电厂化学水处理技术受到了国家的高度重视,该技术对电厂的发展,将会产生很大的影响,要想在未来的工作中继续保持积极成果,就必须加强技术的应用。在研究层次上,虽然理论上的成果较为丰富,但并不意味着理论完全符合实际,很多地区的电厂都是在不断变化的。只有应用贴合实际工作的技术,才能得到较好的成效。在此,本文主要对电厂化学水处理技术的应用进行论述。2.1电厂锅炉补给水处理技术电厂化学水处理技术,在更多时候是对技术的一个总称,具体的应用中,会选择不同的技术来完成相应的任务,防止造成不利影响。电厂锅炉补给水处理技术,是电厂化学水处理技术中的代表。从时间上来讲,传统的电厂锅炉补给水技术,主要采用的是混凝处理,这种方法在当时是比较适用的,但现阶段却表现出了耗时费力的特点,不能完成较高水准的生产任(下转第67页)2015年-6N化,哲卵I65
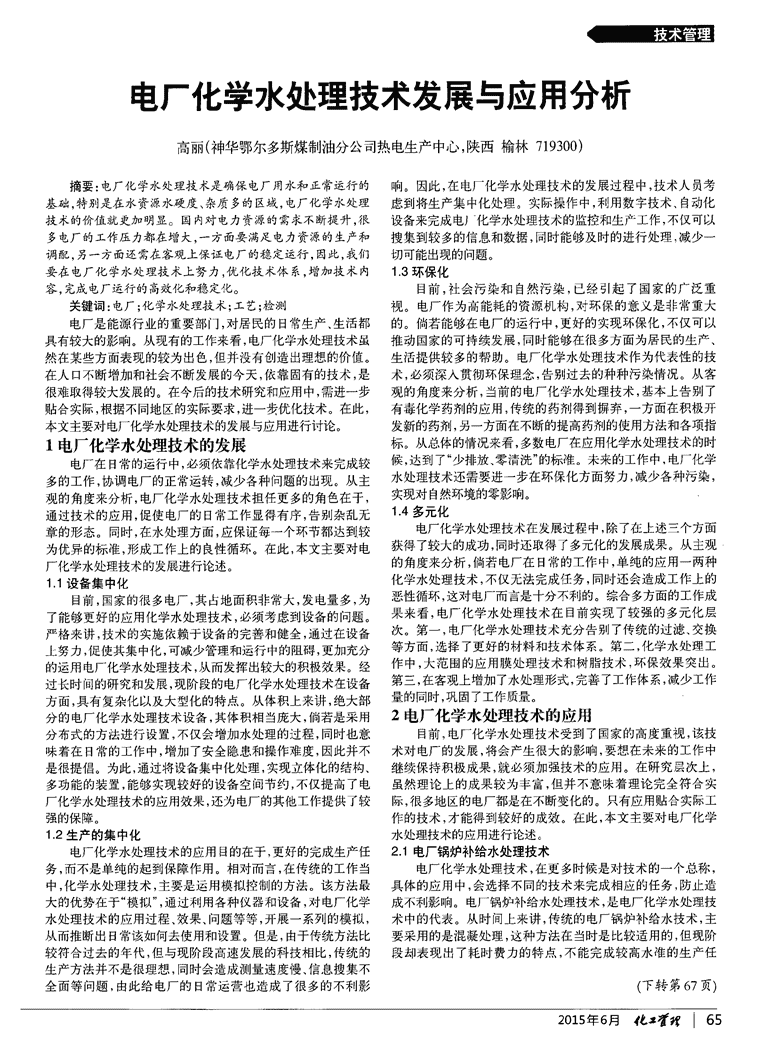
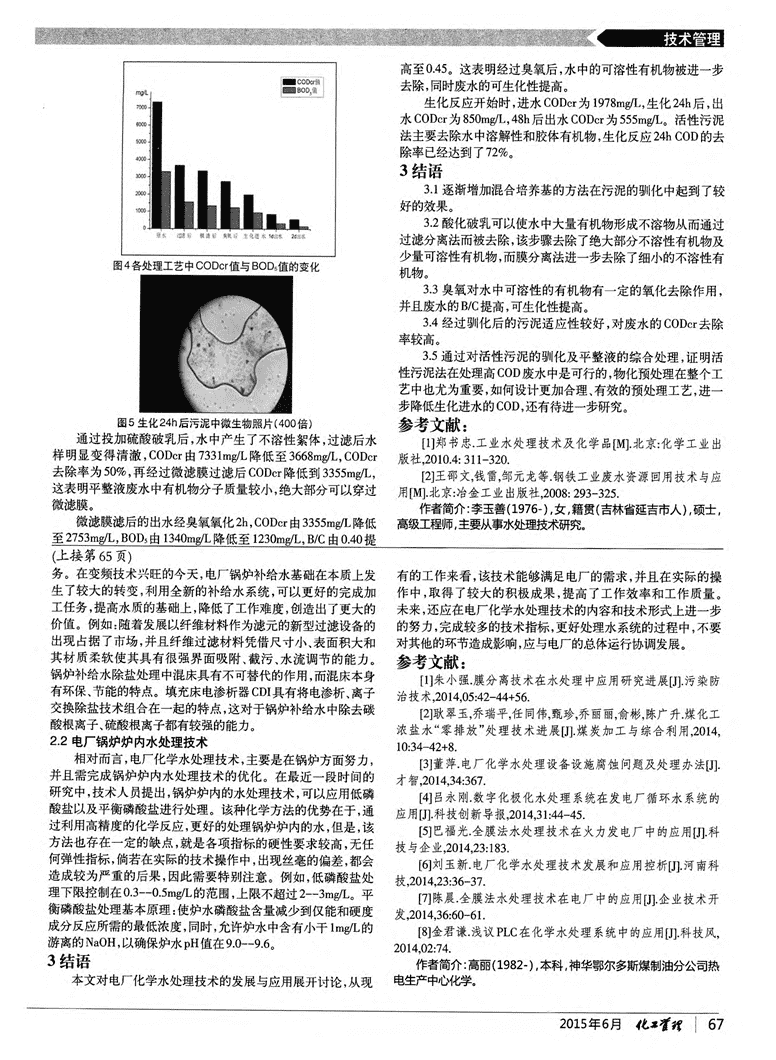
图4各处理工艺中CODcr值与BODs值的变化高至0.45。这表明经过臭氧后,水中的可溶性有机物被进一步去除,同时废水的可生化性提高。生化反应开始时,进水CODcr为1978mg/L,生化24h后,出水CODcr为850mg/L,48h后出水CODcr为555mg/L。活性污泥法主要去除水中溶解性和胶体有机物,生化反应24hCOD的去除率已经达到了72%。3结语3.1逐渐增加混合培养基的方法在污泥的驯化中起到了较好的效果。3.2酸化破乳可以使水中大量有机物形成不溶物从而通过过滤分离法而被去除,该步骤去除了绝大部分不溶性有机物及少量可溶性有机物,而膜分离法进一步去除了细小的不溶性有机物。3.3臭氧对水中可溶性的有机物有一定的氧化去除作用,并且废水的B/C提高,可生化性提高。3.4经过驯化后的污泥适应性较好,对废水的CODcr去除率较高。3.5通过对活性污泥的驯化及平整液的综合处理,证明活性污泥法在处理高COD废水中是可行的,物化预处理在整个工艺中也尤为重要,如何设计更加合理、有效的预处理工艺,进一步降低生化进水的COD,还有待进一步研究。1it5生化24h后污泥中微生物照片(400倍)参考文献:通过投加硫酸破乳后,水中产生了不溶性絮体,过滤后水[1】郑书忠.工业水处理技术及化学品[M].北京:化学工业出样明显变得清澈,CODcr由7331m∥L降低至3668m∥L,CODcr版社.2010.4:31卜320.去除率为50%,再经过微滤膜过滤后CODcr降低到3355mg/L,『215E召p文,钱雷,邹元龙等.钢铁工业废水资源回用技术与应这表明平整液废水中有机物分子质量较小,绝大部分可以穿过用fMl.北京:冶金工业出版社,2008:293—325.微滤膜。作者简介:李玉善(1976一),女,籍贯(吉林省延吉市人),硕士.微滤膜滤后的出水经臭氧氧化2h,CODcr由3355m∥L降低高级工程师,主要从事水处理技术研究。至兰!!!!型垦!旦Q坠由!!兰竺竺型生隆堡至!垄Q翌型生!里!鱼由Q:兰Q堡(上接第65页)务。在变频技术兴旺的今天,电厂锅炉补给水基础在本质上发生了较大的转变,利用全新的补给水系统,可以更好的完成加工任务,提高水质的基础上,降低了工作难度,创造出了更大的价值。例如:随着发展以纤维材料作为滤元的新型过滤设备的出现占据了市场,并且纤维过滤材料凭借尺寸小、表面积大和其材质柔软使其具有很强界面吸附、截污、水流调节的能力。锅炉补给水除盐处理中混床具有不可替代的作用,而混床本身有环保、节能的特点。填充床电渗析器CDI具有将电渗析、离子交换除盐技术组合在一起的特点,这对于锅炉补给水中除去碳酸根离子、硫酸根离子都有较强的能力。2.2电厂锅炉炉内水处理技术相对而言,电厂化学水处理技术,主要是在锅炉方面努力,并且需完成锅炉炉内水处理技术的优化。在最近一段时间的研究中,技术人员提出,锅炉炉内的水处理技术,可以应用低磷酸盐以及平衡磷酸盐进行处理。该种化学方法的优势在于,通过利用高精度的化学反应,更好的处理锅炉炉内的水,但是,该方法也存在一定的缺点,就是各项指标的硬性要求较高,无任何弹性指标,倘若在实际的技术操作中,出现丝毫的偏差,都会造成较为严重的后果,因此需要特别注意。例如,低磷酸盐处理下限控制在0.3—0.5mg/L的范围,上限不超过2~3mg,L。平衡磷酸盐处理基本原理:使炉水磷酸盐含量减少到仅能和硬度成分反应所需的最低浓度,同时,允许炉水中含有小干1mg/L的游离的NaOH,以确保炉水pH值在9.0—9.6。3结语本文对电厂化学水处理技术的发展与应用展开讨论,从现有的工作来看,该技术能够满足电厂的需求,并且在实际的操作中,取得了较大的积极成果,提高了工作效率和工作质量。未来,还应在电厂化学水处理技术的内容和技术形式上进一步的努力,完成较多的技术指标,更好处理水系统的过程中,不要对其他的环节造成影响,应与电厂的总体运行协调发展。参考文献:[1】朱小强.膜分离技术在水处理中应用研究进展[J].污染防治技术,2014,05:42—44+56.【2]耿翠玉,乔瑞平,任同伟,甄珍,乔丽丽,俞彬,陈广升.煤化工浓盐水“零排放”处理技术进展[J].煤炭加工与综合利用,2014,10:34-42+8.[3】董萍.电厂化学水处理设备设施腐蚀问题及处理办法【J].才智,2014,34:367.[4】吕永刚.数字化极化水处理系统在发电厂循环水系统的应用[J].科技创新导报,2014,31:44—45.[5】巴福光.全膜法水处理技术在火力发电厂中的应用[J】.科技与企业,2014,23:183.[6V0玉新.电厂化学水处理技术发展和应用控析[J】.河南科技,2014,23:36—37.[7】陈晨.全膜法水处理技术在电厂中的应用[J】.企业技术开发,2014,36:60—61.[8]金君谦.浅议PLC在化学水处理系统中的应用[J].科技风,2014,02:74.作者简介:高丽(1982-),本科,神华鄂尔多斯煤制油分公司热电生产中心化学。2015年6月化工哲鳄j67'
您可能关注的文档
- 酿酒废水处理技术的研究进展.pdf
- 重金属废水处理技术探讨.pdf
- 高氨氮污水处理技术的应用.pdf
- 巢湖流域农村生活污水处理技术模式调查和分析.pdf
- 污水处理技术探讨及未来发展方向浅析.doc
- 浅谈生态环保的污水处理技术.pdf
- 煤矿工业废水处理技术的研究.pdf
- 最佳餐饮废水处理技术.docx
- 浅谈电厂化学水处理技术的应用分析.pdf
- 舰船废水处理技术应用研究.pdf
- 船舶压载水处理技术及处理系统方案研究.pdf
- 船舶压载水处理技术应用综述.pdf
- 船舶压载水处理技术.pdf
- 煤化工废水处理技术综述.doc
- 高中化学 专题一《多样化的水处理技术 (综合)》课件 苏教版选修2.ppt
- DB33T 868-2012 农村生活污水处理技术规范(发布稿).pdf
- DB52T 1057-2015 农村生活污水处理技术规范.pdf
- 船舶压载水处理技术进展现状.ppt