

- 142.53 KB
- 2022-04-22 13:34:01 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准锻钢冷轧工作辊通用技术条件CE!T13314一91Ceneralspecificationsofforgedsteelworkingrollsforcoldrolling1主题内容与适用范围水标准规定了冷轧金属用锻造合金钢工作辊的技术要求、试验方法与检验规则等本标准适用于金属板、带材及箔材等冷轧机用的整体锻造并经淬硬合金钢冷轧工作辊(以J;简称1作辊〕。2引用标准GB222钢的化学分析用试样取样法及成品化学成分允许偏差GB223钢铁及合金化学分析方法GB226钢的低倍组织及缺陷酸蚀试验法GB230金属洛氏硬度试验方法GB1184形状和位置公差未注公差的规定GB1299合金工具钢技术条件GB180。公差与配合总论标准公差与基本偏差GB4340金属维氏硬度试验方法GB4879防锈包装GB/T13313轧辊肖氏硬度试验方法GB/T13315锻钢冷轧工作辊超声波探伤方法3技术要求3门〔作辊应符合本标准要求,并按供需双方认可的图样制造,有特殊要求时,由供需双方协商决定32工作辊用钢的钢号和化学成分(熔炼分析)推荐按表1的规定,辊坯或成品分析的化学成分允许偏差应符合GB222的规定国家技术监警局1991-12-13批准1992一05一01实施
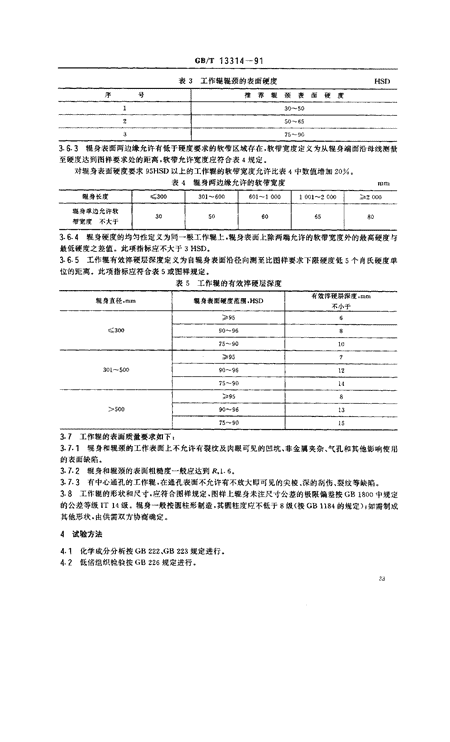
Gs/T13314一91表1工作辊用钢及化学成分注85Cv2MOV钢的含碳量以万分之一表示33工作辊用钢的冶炼方法应采用电炉冶炼、电渣重熔、真空炉处理或炉外精炼等,也可采用供需双方商定的其他方法.3.4工作辊锻件采用钢锭锻造时,辊身锻比一般应不小于3采用钢坯锻造时,辊身锻比不小于1.5采用电渣重熔锭锻造时,辊身锻比不小于2;对小IV冷轧工作辊允许用轧材制造。I5工作辊的内在质量要求如下3·5门工作辊试样的低倍组织,不允许有白点、内裂、缩孔、气泡、翻皮和肉眼可见的非金属夹杂物等冶金缺陷3.5.2工作辊试样(锻件切片)显微组织网状碳化物应小于3级(按G131299所附第二级别图)15.3工作辊应根据使用情况由供需双方协商决定超声波探伤的质量等级。3.6工作辊硬度及有效淬硬层深度要求如下:3.6.1工作辊辊身的表面硬度应符合表2或图样规定.表2工作辊辊身的表面硬度HSU序号辊身表面硬度推荐用途l多95平整机座和梢乳机座工作辊290-96金属板、带材的冷轧工作辊375-90金属板、带材粗轧的工作辊3.‘.2工作辊辊颈的表面硬度应符合表3或图样规定。
Ge/T13314一91表3工作辊辊颈的表面硬度HSD序号推荐辊颈表面硬度130-50250-65375903.6.3辊身表面两边缘允许有低于硬度要求的软带区域存在,软带宽度定义为从辊身端面沿母线测量至硬度达到图样要求处的距离,软带允许宽度应符合表4规定对辐身表面硬度要求95HSD以上的工作辊的软带宽度允许比表4中数值增加20%e表4辊身两边缘允许的软带宽度mm辊身长度}<3001301-600}601-1。。。}100,一。。丽丁一-20丽—辊身单边允许软带宽度不大于3.6.4辊身硬度的均匀性定义为同一根工作辊上,辊身表面上除两端允许的软带宽度外的最高硬度与最低硬度之差值。此项指标应不大于3HSD,3.6.5工作辊有效淬硬层深度定义为自辊身表面沿径向测至比图样要求下限硬度低5个肖氏硬度单位的距离.此项指标应符合表5或图样规定。表5工作辊的有效淬硬层深度有效淬硬层深度,mm辊身直径,mm辊身表面硬度范围.HSD不小于3956簇30090^-96875-90103957301^5009096l275-90王43958>50090-961375^90153.7工作辊的表面质量要求如下3.7.1辊身和辊颈的工作表面上不允许有裂纹及肉眼可见的凹坑、非金属夹杂、气孔和其他影响使用的表面缺陷。3.7.2辊身和辊颈的表面粗糙度一般应达到R,1.6.3.7.3有中心通孔的工作辊,在通孔表面不允许有不放大即可见的尖棱、深的刮伤、裂纹等缺陷.3.8工作辊的形状和尺寸,应符合图样规定,图样r_w身未注尺寸公差的极限偏差按GB1800中规定的公差等级1T14级。辊身一般按圆柱形制造,其圆柱度应不低于8级(按GB1184的规定);如需制成其他形状,由供需双方协商确定.4试验方法4.1化学成分分析按GB222,GB223规定进行。4.2低倍组织检验按GB226规定进行.33
GB/"e13314一914.3网状碳化物检验按GB1299规定进行。4.4超声波探伤检验按GB/T13315规定进行4.5肖氏硬度、洛氏硬度、维氏硬度的试验方法分别按GB/T13313,GB230,GB4340的规定进行。4.6辊身有效淬硬层深度的测试采用辊身逐层磨削测定表面肖氏硬度值或在使用单位修磨时测定丧面肖氏硬度值。4.7表面裂纹的检验方法由供需双方协商确定5检验规则5.1工作辊质量由制造厂质量检查部门按本标准和图样要求进行检验5.2工作辊各部位尺寸及表面质量要逐件进行检验。5.3工作辊化学成分每炉钢水浇注前取样位查,电渣钢应于电渣锭尾端取样检验,检验结果应符合表1规定。当分析不合格时,允许在工作辊本体上取样复验,复验合格即为合格品。5.4低倍组织检验每5炉抽验一件,在相当于钢锭冒口端或电渣锭尾端于辊颈端头切取20mm的试片作为试样,检验结果应符合315.1规定.当检验不合格时应逐炉取样进行复验,复验合格该炉即判为合格;复验仍不合格,则该护判为不合格5.5网状碳化物的检验,应在低倍组织检验试片的1/2半径处切取试样,带中心孔的在壁厚的1/2处切取。其判定级别应符合3.5.2规定.5.6工作辊超声波探伤检验应逐支进行,检验结果应符合供需双方协商规定的质量等级5.了工作辊表面硬度检验应按图样规定的硬度逐件进行检验,表面硬度值检验结果应符合图样要求,辊身表面两端的软带宽度及辊身硬度的均匀性应分别符合3.6.3及3.6.4的规定5.8辊身有效淬硬层深度由制造厂工艺保证.可用解剖测试相同材质、相同热处理工艺、直径相近、确有代表性的试验辊的有效淬硬层判定,其结果应符合图样或3.6.5规定。若与修磨测量值不同时,应以实测值为准。5.9需方应在工作辊到货后三个月内进行复验。当需方复验或使用中确认工作辊质量不符合产品图样、本标准或合同规定时,应通知制造厂进行会检,根据双方会检结果判定是否合格6标记、包装、运物和储存6.1经检验合格的工作辊,应在非传动端(对称型工作辊则任选一端)端面打上制造厂的标记和辊号需方对标记和辊号有特殊要求时应在图样或技术协议中注明.6.2工作辊防锈包装要求按GB4879表2中D级规定执行,防锈期限自发货之日起,在正常保管情况下不少于半年,6.3二〔作辊外包装用木板箱或栅板包装,包装质量应符合运输部门对包装的要求.6.4包装标志与随机文件的要求如下:6.4.1包装箱面标志一般包括a合同号、工作辊型号及出厂编号;b.重量;c.包装臼期。d.到站(港)及收货单位;e.发站(港)及发货单位。6.4.2对用栅板包装的工作辊,可将标志内容写在不易退色且耐用的浅色尼龙纤维、棉布或镀锌薄铁片等上面,然后牢固地系在外包装上.64.3随机文件应包括质量证书、装箱单等。随机文件应用塑料袋封装后放在包装箱内。质量证书的内容一般包括:
GB/"e13314一91e.工作辊型号、名称、规格及数量;b.合同号或出厂编号,c.辊号;d.钢号、化学成分;e.单件重量;t.主要检验项目的检验结果:如主要尺寸、硬度及超声波探伤结果等;9.收货单位名称;加.制造厂名称。6.5工作辊应存放于干燥、通风的仓库或车间内附加说明:本标准由中华人民共和国冶金工业部提出本标准由冶金工业部北京冶金设备研究所归口本标准由常州冶金机械厂负责起草。本标准主要起草人叶为德本标准自实施之日起,原冶金工业部部标准YB3204-80即行废止本标准委托冶金工业部北京冶金设备研究所负责解释'
您可能关注的文档
- GBT13297-1991精密合金包装、标志和质量证明书的一般规定.pdf
- GBT13298-2015金属显微组织检验方法.pdf
- GBT13304.2-2008钢分类第2部分按主要质量等级和主要性能或使用特性的分类.pdf
- GBT13306-2011标牌.pdf
- GBT13307-2012预弯成型金属丝编织方孔网.pdf
- GBT13310-1991电动振动台技术条件.pdf
- GBT13310-2007电动振动台.pdf
- GBT13311-1991锅炉受压件焊接接头机械性能试验方法.pdf
- GBT13313-2008轧辊肖氏、里氏硬度试验方法.pdf
- GBT13317-2010铁路旅客运输词汇.pdf
- GBT13323-2009光学制图.pdf
- GBT13324-2006热处理设备术语.pdf
- GBT13329-2006金属材料拉伸试验方法.pdf
- GBT13332-2008土方机械液压挖掘机和挖掘装载机挖掘力的测定方法.pdf
- GBT13334-2008复印机调试板A3.pdf
- GBT13336-1991水文仪器系列型谱.pdf
- GBT13337.2-2011固定型排气式铅酸蓄电池规格及尺寸.pdf
- GBT13342-2007船用往复式液压缸通用技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明