

- 608.05 KB
- 2022-04-22 13:37:25 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
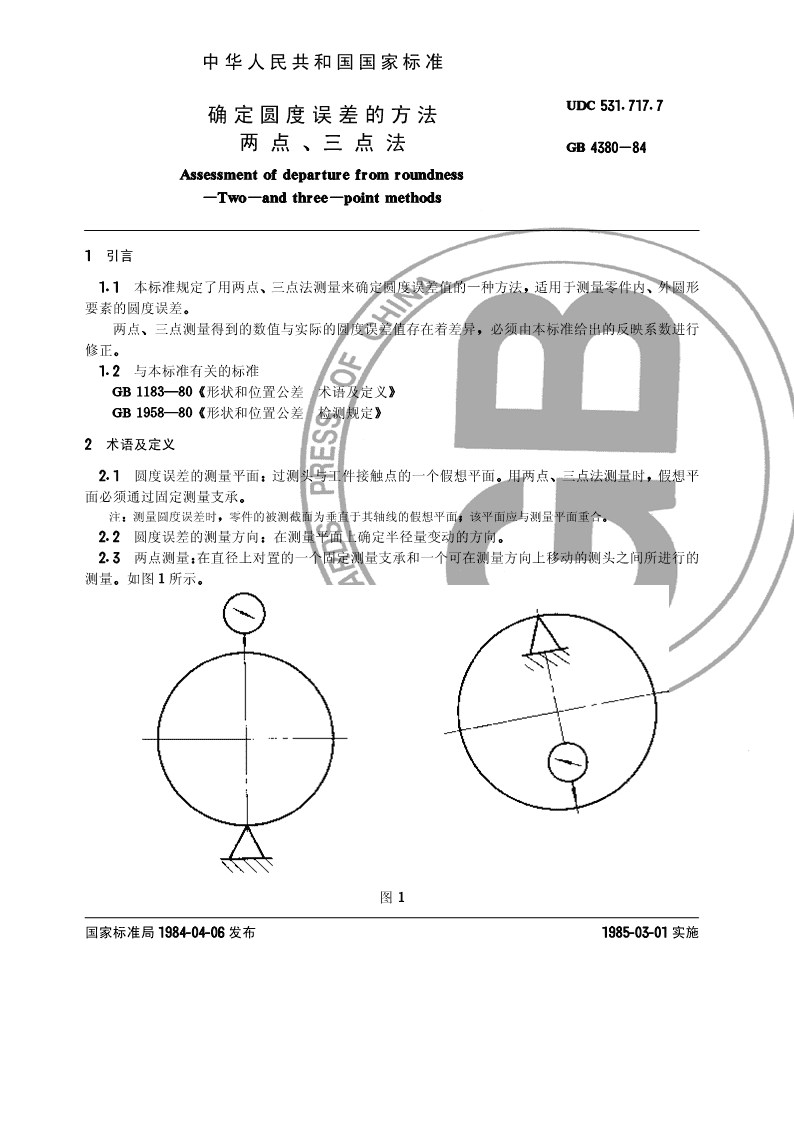
'中华人民共和国国家标准确定圆度误差的方法两点三点法引言本标准规定了用两点三点法测量来确定圆度误差值的一种方法适用于测量零件内外圆形要素的圆度误差两点三点测量得到的数值与实际的圆度误差值存在着差异必须由本标准给出的反映系数进行修正与本标准有关的标准形状和位置公差术语及定义形状和位置公差检测规定术语及定义圆度误差的测量平面过测头与工件接触点的一个假想平面用两点三点法测量时假想平面必须通过固定测量支承注测量圆度误差时零件的被测截面为垂直于其轴线的假想平面该平面应与测量平面重合圆度误差的测量方向在测量平面上确定半径量变动的方向两点测量在直径上对置的一个固定测量支承和一个可在测量方向上移动的测头之间所进行的测量如图所示图国家标准局发布实施
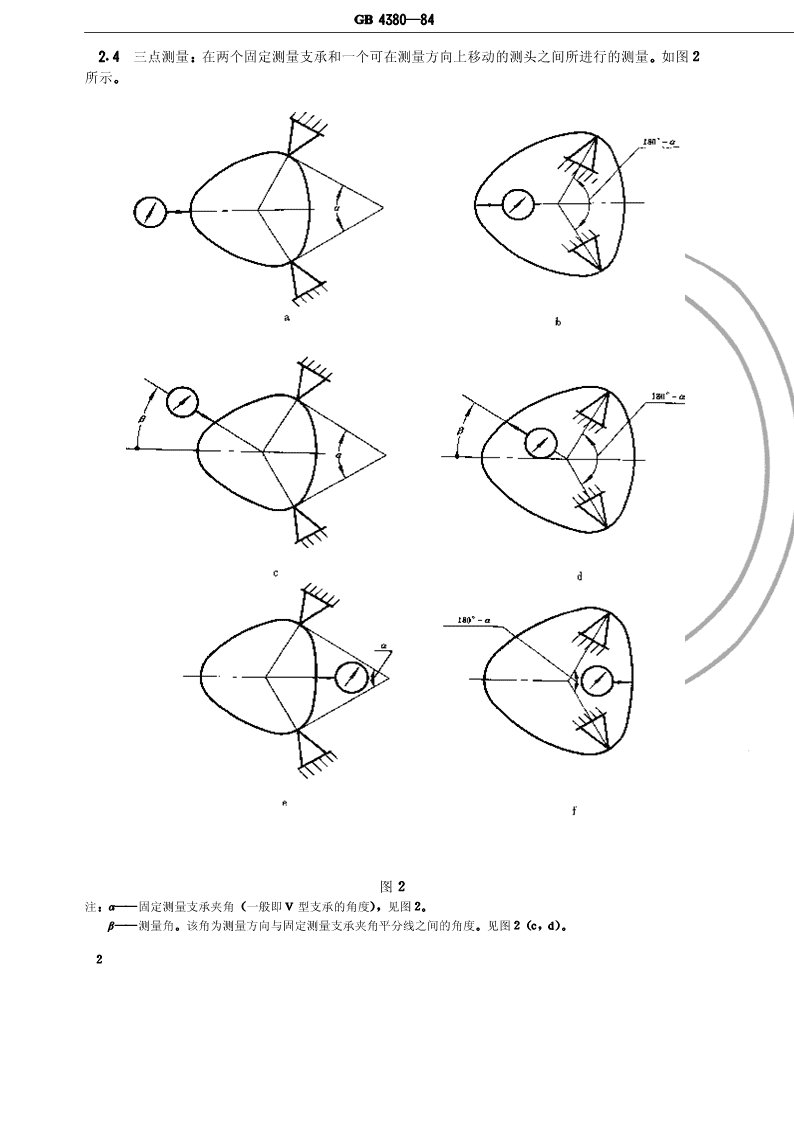
三点测量在两个固定测量支承和一个可在测量方向上移动的测头之间所进行的测量如图所示图注固定测量支承夹角一般即型支承的角度见图测量角该角为测量方向与固定测量支承夹角平分线之间的角度见图
顶式三点测量测头位于固定测量支承夹角或之外进行的三点测量如图所示鞍式三点测量测头位于固定测量支承夹角或之内进行的三点测量如图所示对称三点测量测量方向与两固定测量支承的夹角平分线重合时所进行的三点测量如图所示非对称三点测量测量方向与两固定测量支承的夹角平分线不重合时所进行的三点测量如图所示正弦波数在被测零件的截面轮廓上重复的正弦波数目本标准中称为棱数反映系数用两点三点法测量圆度误差时修正测得值的系数该系数在理论上是测得值与真实的圆度误差值的比值它反映了测得值对真实圆度误差值的放大或缩小程度测量方法的代号本标准采用下述代号两点法三点法顶式测量鞍式测量固定测量支承夹角写在或之后测量角写在之后其间用一斜线分隔例表示对称顶式三点测量法表示对称鞍式三点测量法表示非对称顶式三点测量法测量方法测量方法与被测零件的棱数是否已知直接有关由两点三点测量获得的指示器指示的最大值与最小值之差即测得值和实际的圆度误差值之间存在差异需按下述方法进行修正后才能求得实际圆度误差值被测零件的棱数已知直接在表表中选用反映系数较大的测量装置将被测零件置于测量装置中匀速旋转一周读取指示器的测得值用相应的反映系数按下式计算出实际圆度误差值式中实际圆度误差值测得值即指示器最大读数差值反映系数被测零件的棱数未知一次测量不能正确得出零件的圆度误差应采用两点法和三点法进行组合测量组合方案见表表采用表表的组合方案应取各测量装置测得值中的最大值用相应的平均反映系数按下式计算出实际圆度误差值式中实际圆度误差值各次测得值中的最大值平均反映系数
表顶式测量的反映系数三点法棱数两点法对称安置非对称安置
表鞍式测量的反映系数三点法棱数两点法对称安置
表对称安置组合测量的反映系数组合反方案映系数棱数最大最大最大最大未知平均平均平均平均最小最小最小最小为未知的偶数最大最大为未知的奇数平均平均最小最小表非对称安置组合测量的反映系数组合反方案映系数棱数最大未知平均最小最大最大未知平均平均最小最小为未知的偶数为未知的奇数为未知的奇数
测量条件和仪器测头静压力测头的静止测量力应小于牛顿在保证测头始终与被测表面连续接触的前提下应尽量减小测量力避免由此引起的测量误差测头测头的尺寸和形状应根据被测表面的形状和尺寸按表选取表测头的尺寸和形状被测表面形状被测表面直径测头的半径和形状轴类外表面球所有直径外刃口边缘圆柱球孔类内表面球圆柱内刃口边缘圆柱注被测表面为轴类外表面或外刃口边缘也可选用平面测头测头尺寸和形状如有特殊要求时应在专门文件中规定固定测量支承固定测量支承应采用点或线接触的型式对于轴类外表面的测量用较小半径的球或短圆柱支承也可用较窄的型支承对于孔类内表面的测量用较小半径的球支承轴类外表面测量的固定支承中心距外孔类内表面测量的固定支承中心距内式中被测零件直径球或圆柱支承的直径固定测量支承夹角如图所示
图
附录两点三点法应用示例参考件检测一棱数为的圆柱孔圆度公差为测量方法采用测得值为圆度误差值的计算由表可直接查得反映系数当时顶式测量的反映系数为由式可得该圆柱孔的圆度误差如只需判断零件是否在给定的公差带范围内而不必求出具体的圆度误差值时则可直接利用测得值由下式进行评定零件合格零件不合格就此例而言故该零件合格检测一无心磨磨削的零件棱数为未知的奇数且给定的圆度公差为测量方法选用或测得值为测量方法测得值圆度误差值的计算由表可查得非对称安置组合测量反映系数当时或的平均反映系数为由式可得该零件的圆度误差与上例类似如只需对零件进行合格与否的判断则可直接用下式进行评定零件合格零件不合格就此例而言故该零件合格
附加说明本标准由中华人民共和国机械工业部提出由机械工业部标准化研究所归口本标准由机械工业部标准化研究所负责起草本标准主要起草人汪恺杨列群宋芸胡林'
您可能关注的文档
- GBT4348.2-1984工业用氢氧化钠中氯化钠含量的测定汞量法.pdf
- GBT4348.3-1984工业用氢氧化钠中铁含量的测定邻菲啰啉光度法.pdf
- GBT4348.3-2012工业用氢氧化钠铁含量的测定110-菲啰啉分光光度法.pdf
- GBT4353-1984载客汽车运行燃料消耗量.pdf
- GBT4354-2008优质碳素钢热轧盘条.pdf
- GBT4357-2009冷拉碳素弹簧钢丝.pdf
- GBT4369-2007锂.pdf
- GBT4378-1984半导体集成电路cμ6800cμ6809微处理机电路系列和品种.pdf
- GBT4379-1984半导体集成电路cμ8080cμ8085微处理机电路系列和品种.pdf
- GBT4388-2008呆扳手、梅花扳手、两用扳手的型式.pdf
- GBT4389-2013双头呆扳手、双头梅花扳手、两用扳手头部外形的最大尺寸.pdf
- GBT4436-2012铝及铝合金管材外形尺寸及允许偏差.pdf
- GBT4450-2008船用盲板钢法兰.pdf
- GBT4457.5-2013机械制图剖面区域的表示法.pdf
- GBT4458.1-1984机械制图图样画法.pdf
- GBT4458.2-1984机械制图装配图中零部件的序号及其编排方法.pdf
- GBT4458.3-2013机械制图轴测图.pdf
- GBT4459.2-1984机械制图齿轮画法.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明