

- 132.13 KB
- 2022-04-22 13:48:10 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国国家标准UDC669.71+二.715一桩2.626铝及铝合金冷拉薄壁管材.179.1GB512.一.5涡流探伤方法Aluminumandaluminumalloy-Colddrawnthin一,nil宜.bes一Eddycurren吐inspectionme比叻本标准适用于以外穿通式涡流探伤方法检测冷拉航空高压导管、普通导管及一般用途的薄壁圆管。被检管材外径06一22mm;壁厚0.5一1.5-m,1检测原理管材纵向通过一种或几种频率的交流电流激励线圈,线圈的电性能由于管材的接近而变化,这种变it]农决于线圈与管材间的距离、管材的几何尺寸、异电率和导磁率、以及管材的冶金与机械缺陷。当管材通过线圈时,由于管材的这些变量差异,所引起的电磁效应的变化产生了电信号,信号经过放大和转换后驱动报警或显示的装置,进行报警、记录以及分选,最终检侧出有缺陷的管材。2一般规定2.1翻管材应在精整加仁后,最终热处理前或后的状态下进行探伤。=被检管材表面应光滑、清洁、端部无毛刺。弯曲度和椭圆度应符合有关标准要求。执行本方法的操作人员应只有有关学会考核并认可的DI级或m级以上涡流探伤资格。a仪器和设备8.1探伤仪器探伤仪器应能以适当频率(1一125kHz)的交流电流激励线圈,并能检i1!9出线圈电磁信号的变化。翻.2检测线圈环绕式检测线圈应能在管材内部产生感应电流,并能检测出11材的电特性变化。3.3传动设备传动设备应能使管材以均匀的速度,在线圈和管材或两者最小的振动下,平稳地通过线圈,并使两者保持良好的同心度。4标准试样标准试样用于调整和校验探伤仪器和传动设备,以保证探伤灵敏度、重复性和分辨能力在规定范围内,并作为验收标准。4.1标准试样的制备4.1.1制作标准试样的管材,应与被检管材的合金牌号、热处理状态、规格相同。4.1.2制作标准试样的管材,不应有表面凹凸和其他明显缺陷,也不应有超过有关标准规定的弯曲度和椭圆度。4.1.8制作标准试样的管材长度为2m,沿其管材径向垂直钻制两组通孔,一组为da标准孔,一组为db标准孔,每组三个。相邻两孔间的纵向距离为150mm,三孔周向分布相差120,=".子侄管材仟何·端的最小距离为500mm。国家标准局1985一04一24发布1二6一02一01实施
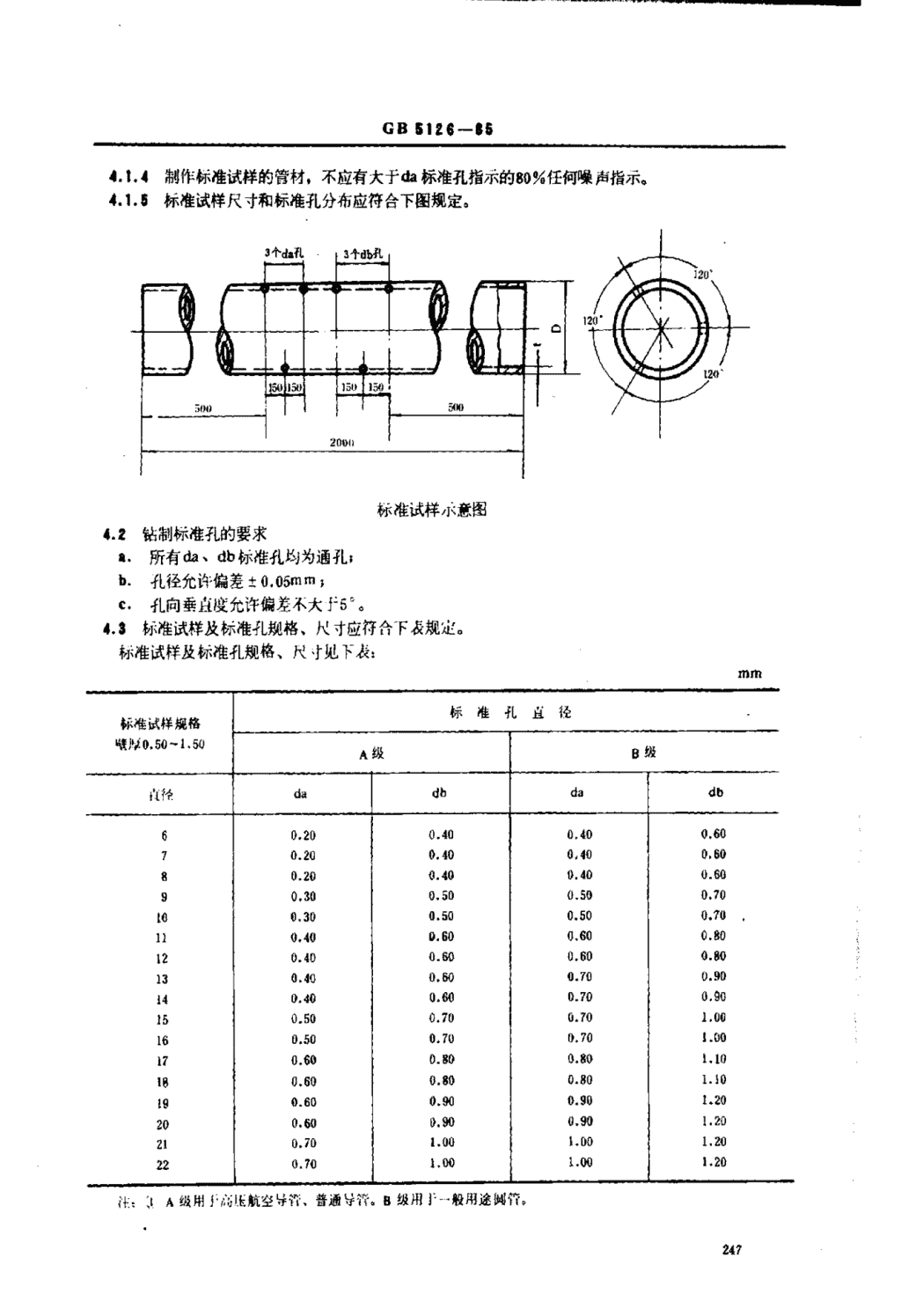
GB6126一.‘二1.4制作标准试样的管材,不应有大于da标准孔指示的80%任何噪声指示。4.1.6标准试样尺寸和标准孔分布应符合下图规定。3牛dbfL151,1L50淤川200u标准试样小愈图4.2钻制标准孔的要求二所有da,db标准孔均为通孔;b.孔径允许偏差士0O5印m,c.孔向垂直度允许偏差不大}"5,.二含标准试样及标准孔规格、尺寸应符合下表规定。标准试样及标准孔规格、尺寸见下表:mm标准孔直径标准试样规格MU0.50-1.50A级1I"1径d.db一!60.200.4070.200.4060.200.4090.300.50t心0.300.50120.400.60一,120.400.60130.400.50140.400.60一0.890D0150.500.70160.500.701了0.600.60[30.600.80趁g0.600.9020。.阴0.00210.701.00220.701.的一ii:、1^级用i高Ik航空蜷若、普通i"i"i.9级用1般用迷倒Ti247
GB5126一85②中间尺寸的管材,采用就近小规格管材的标准孔直径。5探伤操作步骤探伤之前,在运行状态下,用标准试样对涡流探伤所用设备进行校验调整,使其达到完好状态。5.,探伤仪的调整5.1.1调整适当的灵敏度档级,使其在记录曲线上对da标准孑以是供一个有一定幅度的可清楚辨认的指示。但灵敏度不应过高,以免对db标准孔造成饱和指示。5.1.2用da标准孔调整相位,使其在记录曲线上对da标准孔提供最佳信噪比,即da标准孔的记录幅度与噪声信号记录幅度的最大比值。5.1.3最终使标准试样上任一个db标准孔的记录幅度与三个db标准孔平均记录幅度的差值应在平均幅度的110%以内,每个da标准孔的记录幅度与三个da标准孔平均记录幅度的差值应在平均幅度的土2。%以内。5.2传动设备的调整5.2.1调整传动设备,以确保管材和检测线圈的同心度,使其在均匀的速度下平稳地运行,其波动范围不超过110%05.2.2探伤速度可根据需要进行调整,一般情况下采用20-40-加in。最高检测速度可根据探伤仪滤波器所能允许的通频带而定。石a探伤状态标定符合5.1,5.2调整要求后,依据管材涡流探伤的缺陷信号的最终显示方式,使三个db标准孑险部显示,三个da标准孔全无显示,以此标定探伤仪器和设备处于待检运行状态,方可使用本方法。根据调整好的仪器和设备参数,以调整时www.bzfxw.com的同样速度进行探伤。5.4仪器设备校验每次连续探伤2h和探伤结束时,必须用标准试样进行校验。怀疑或发现仪器设备功能不正常时,要根据5.1,5.2中规定重新调整与校验使其达到标准要求。同时对在仪器和设备功能不正常期间所探伤过的管材,重新探伤。6探伤结果的评定被检管材缺陷的最终显示当量值等于或大于db标准孔显示值时,该缺陷所在部位管段应予报废。当量值小于db标准孔的缺陷允许存在。7探伤报告探伤报告一般应包括下列各项:a.探伤日期;b.制造)’名称;c.合金牌号、状态、规格及批号;d.仪器型号、探伤频率及参数;“·本标准号;1.探伤人员。应由涡流检侧n级及以上资格的探伤人员签发。注:本标准以外的要求,可根据供需双方协议执行。
GB5126一8附加说明:本标准由中华人民共和国冶金工业部、中国有色金属工业总公司提出。本标准由东北轻合金加工厂负责起草。本标准主要起草人阎保魁、李宗伯。www.bzfxw.com'
您可能关注的文档
- GBT5121.3-2008铜及铜合金化学分析方法第3部分铅含量的测定.pdf
- GBT5121.4-2008铜及铜合金化学分析方法第4部分碳、硫含量的测定.pdf
- GBT5121.5-1996铜及铜合金化学分析方法镍量的测定.pdf
- GBT5121.5-2008铜及铜合金化学分析方法第5部分镍含量的测定.pdf
- GBT5121.6-2008铜及铜合金化学分析方法第6部分铋含量的测定.pdf
- GBT5121.7-2008铜及铜合金化学分析方法第7部分砷含量的测定.pdf
- GBT5121.8-2008铜及铜合金化学分析方法第8部分氧含量的测定.pdf
- GBT5121.9-2008铜及铜合金化学分析方法第9部分铁含量的测定.pdf
- GBT5125-2008有色金属冲杯试验方法.pdf
- GBT5126-2013铝及铝合金冷拉薄壁管材涡流探伤方法.pdf
- GBT5132.5-2009电气用热固性树脂工业硬质圆形层压管和棒第5部分:圆形层压模制棒.pdf
- GBT5135.19-2010自动喷水灭火系统塑料管道及管件.pdf
- GBT5135.20-2010自动喷水灭火系统涂覆钢管.pdf
- GBT5138-1996工业用液氯.pdf
- GBT5149.1-2004镁粉第1部分铣削镁粉.pdf
- GBT5150-1985铝镁合金粉.pdf
- GBT5155-2013镁合金热挤压棒材.pdf
- GBT5156-1985镁合金热挤压型材.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明