

- 157.76 KB
- 2022-04-22 13:48:19 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
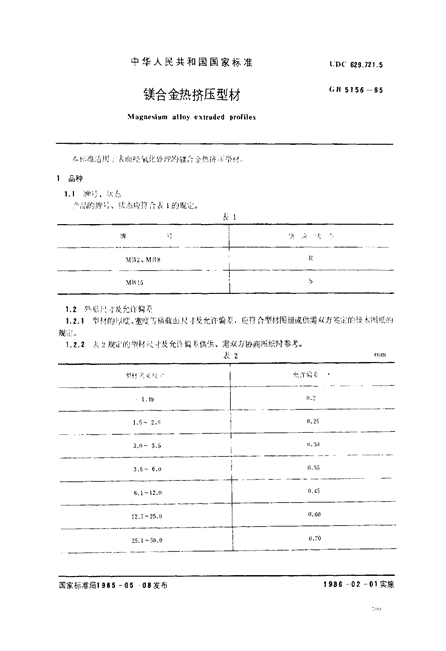
'中华人民共和国国家标准[DC629.721.5GB5156一65镁合金热挤压型材;MagnesiumalloyextrudedDrofiles4,,准达川」人It1;经"tz}化处理的楼",余热挤1"刊1品种1.!种弓、认态洁的牌针、伏态应符含},1的规定。Kl——一一丁一41,{一{.「;少、-月-I-----一认ez.Mfig—一——一十一一一—一-一一—I1.296g;尺.{及允CI偏.1.2.1T1材的IfQI塞度54f!截面I小J及允许偏Y`,应符合塑材图姗或供需双方签j,的枝州gl纸y,1规正卜2_2人2规万的华材泛、!及允tI偏}.供"}I需双方协商图纸时参考。表艺11-一一一-,一-一~~~~,~~~~~~~~~~~~~~~一一一一-一一-一P11+夕Y反一训"iCJ},5-2.9—-一--—一———I--—一一~3‘】~351.6"66化二fi.1-120.450.6012.1-25日.702.5.1-5让n国家标准局1985一0508发布1986一02一01实施
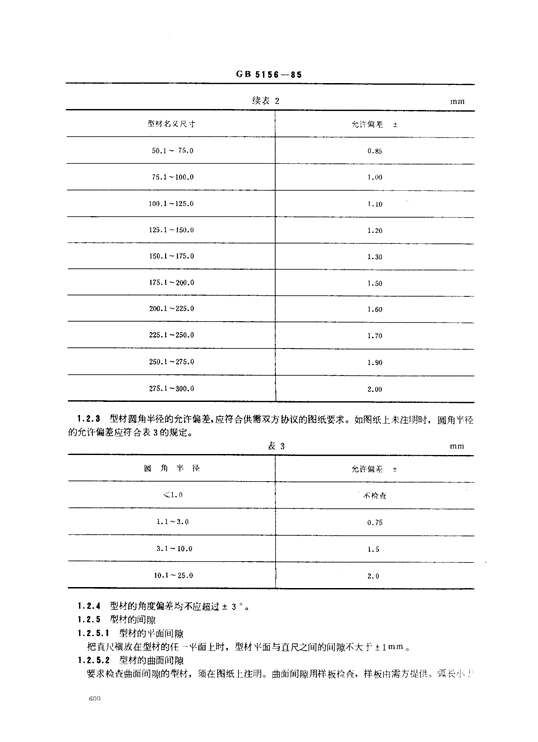
GB5156一:1F:续表2型材名义尺寸允许偏差士50.1~7.5.00.8575.1--100.01.00100.1-125.01.10125.1-150.01.20150.1-175.01.30175.1-200.01.50200.1-225.01.60225.1-250.01.70250.1-275.01.90275.1-300.02.002.3型材圆角半径的允许偏差,应符合供需双方协议的图纸要求。如图纸上未注明时,圆角半径的允许偏差应符合表3的规定。表3圆角半径允许偏差士戈1.0不检杳1.1-3.00.753.I~10.01.510.1-25.02.01.2.1型材的角度偏差均不应超过士3001.2.5型材的间隙1.2.5.1型材的平面间隙把直尺横放在型材的任一平面上时,型材平面与直尺之间的间隙不大f1lmm}1.2.5.2型材的曲面间隙要求检查曲面间隙的型材,须在图纸[注明。曲面间隙用样板检查,样板由需方提供。Sl(长
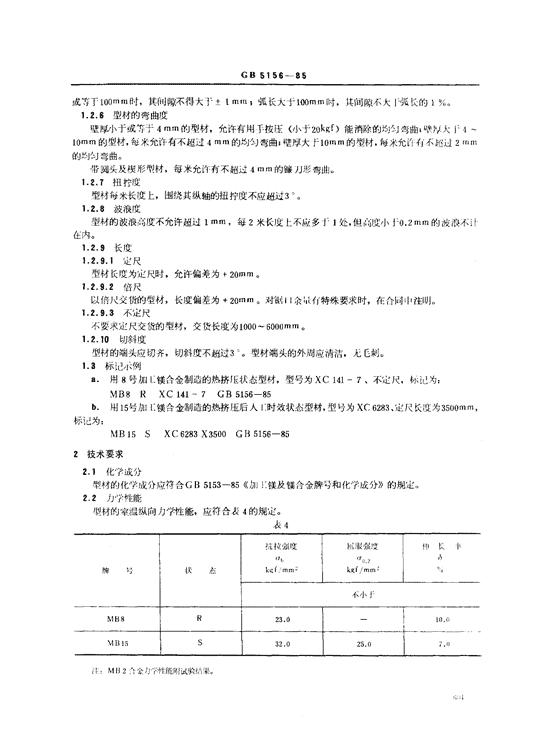
GB5156一85或等丁100mm时,其间隙不得大于士lmm;弧长大于100mm时,其间隙不大厂弧长的1%。1.2.6型材的弯曲度壁)拿}、于或等于4mm的型材,允许有用手按1+-(V1,I=20kgf)能消除的均匀弯曲;壁厚人14-tomm的型材,每米允许有不超过4mm的均匀弯曲;壁厚大厂tomm的型材,每米允许有不超过2mn,的均匀弯曲。带圆头及楔形恻材,每米允许有不超过4mm的镰刀形弯曲。1.2了扭拧度型材每米长度上,围绕其纵轴的扭拧度不应超过3。。1.2.8波浪度型材的波浪高度不允许超过lmm,每2米长度上不应多于1处,但高度小于0.2mm的波浪不川在内。1.2.9长度1.2.9.1定尺型材长度为定尺时,允许偏差为十20"nmo1.2.9.2倍尺以倍尺交货的型材,长度偏差为十20mm。对i}t;lI;4I:fi特殊要求时,在合同Fi注明。1.2.9.3不定尺不要求定尺交货的型材,交货长度为1000一6000--。1.2.10EIIA4彦型材的端头应切齐,切斜度不超过3。型材端头的外周应清洁,尤位刺。3标记r例www.bzfxw.com用8号加C镁合金制造的热挤压状态型材,型号为XC141一7、不定尺,标记为:MB8RXC141一7GB5156-85b.用15号加[镁合金制造的热挤压后人]_时效状态型材,型号为XC6283,定尺长度为3500mm,标记为:MB15SXC6283X3500GB5156-85技术要求21化}f-成分型材的化学成分应符合GB5153-85《加1镁及镁合金牌号和化学成分》的规定。2.2力学性能1(!1材的室温纵向力学性能,应符合表4的规定。表4杭拉强度k服强度仲长O卜I"l.,d牌以月A杰kefmm:k"f!mm=叮门不刁11。MBx23.0。﹂11一一一一。MB1.5tl":M月2介金灯宇性能附试脸a}i果。
GB5156一852.3低V"rfi织2.3.1制造型材)}J的征个合金锭,均应从两端进行低倍组织检验。低倍试片{,子、允曲有裂纹2.3.2对f制造MR15合金型材用的所有棒材均应进f汀氏倍组织检脸,以使发现内俐州啤:缺陷:裂!7、裂纹、缩I-}和尖杂物。低仁翎土织试片一由挤压余料端切取。试脸结果不介格时,林材进仃"T垃试验2.4表[fubt=2.4.1型材农IN]应按防锈说明IS进行防锈处理2.4.2型材表1b1应清洁,不允许有裂纹、腐蚀斑点和各种){人物2.4.3型材表11a1允许有不超过负偏差的起皮l-L池、碰伤和)]一陷以及不超过负偏1`.zT-的点片}比三、划伤和个别擦伤。所有允许缺hf}的总面积白_1。长度{_不超过it)材表面的4“、2.4.4型材表面允许有皱纹(金属变形时的流动痕迹),但其深度不得超过(}.Inta)。3试验方法3.1化学成分仲裁分析方法型材的化学成分仲裁分析应按YB903--78《’夔I(;镁合余化学分析方法》进行。3.2宝温纵向力学性能试}Y-"<方法塑材的室温纵向)1"7,陀能拉力试验应按GB228--76《金属拉力试验法》进行,采川圆IL村Lo=5d.采用扁试ffI时Lo=11.3-,行不。3.3表fl检验方法表向质Ii]:用肉眼检杏,不使用放大仪A.当缺I#{深度不能确定时,可采用打磨法k9hl:3.4尺寸i1;1:方法www.bzfxw.com横截rhi尺jJ交采J#]精度不低j10.02mm的,,1具进行测:,c,4检验规则4.1检在和验收型材应由供方技术监督部门验收,并保证产品质I,符合木标准的要求4.2yll批T材应成批提交验收。每批应山同一合金、状态和规格组成,批重不限。4.3检验项1-14.3.1每批型材均应检杏尺寸偏袱、室温纵向力学性能和表i89质以4.3.2薄根型材经过两次外观检验:氧化前和氧化后(目的是检验氧化膜的连续性)4.4取样数以4.4.1化学成分的取样在合余熔铸时按熔次进{几复验时可以仃意抽样检杏。4.4.2每批型材取根数的10,%(不少犷2根)检在力学性能。有屈服强度要求的烈材,仪测,t=试柞数I,1_的500a,但不少少2个。4.4.3壁厚人18mm的型材,取圆试样。壁IF/扮护或等f=8mm的型材,取板状试样。宽度不够时,壁厚6一8mm的型材,取画试样。壁厚小上6mm的型材,可取}作部分宽度为6或10mm的小宽度非标准比例试样,型材加1一成小宽度作标准比例试样后,其试样头都童度应分别保ki为10或L.mm。不能取小‘刃x非标准比例iA样时,则取铭拉试样。对小宽度非标准比例试样和性位试样,只测抗拉强度4.5"R.复试验当第一次试验结}9-11即使有丁由指标不合格时.也要从同一批i}j材‘II另取双价数},}Y"l试样贡复I.,验不合格项日(对勺,7,111-,qk的重复试脸允许包括不合格者木身)"l,复验结果仍有不合格时,则该批‘尸,废,j如勺供方ii根检验,介格者交货。4.6It.仙"t-大
GB5156一85使用!收到装箱的平成{洲舀,应在5日内少}箱检杏。5标志、包装、运输、贮存5.1扫I妹I}}材的包装箱标iny.照GB3199-82《招及铝含金加忆品的包装、标志、纽输、IC存》第:条夕1l!定执了自验收合格的一向〕11端应打}如I;印记:a,供方技术监仔i351门的Il1记;n.介金牌衬;c.1J1:应状态;d.批猫。"PrtaI}iS}的宽度小厂12mm的恻材或}日犬不便打印的侧材,存征箱制.洁的前端价一标牌标牌而牛〕{合金种甘、状态、批号和检印5.2包装、V=输和贮存5.2.1NJ材经气化处理后,涂以预先加热至100℃以曰兑水(除掉泡沫)炮汕,灿油应钧介5Y1502-77《炮川II}浴脂》的规定。11:5C11-11iI416iiM;lO11R的‘{,性或弱碱qchL{林(SY1607--77《口少、1」厂林》)代竹4.0ti5.2.2包装、运输和贝存的其他要求参照GL33199-82有关规定执仃。5.3质{比1:11]IS句批,tiu材应附有绍介术怀准要求的质,I叶明Is,注明:a.iJl;为名称;www.bzfxw.comb.^金牌号;c.规格;d.批廿;e.币:卜或件数;r.勺学性能的试验结果及技术监督部门印记;9.本标准编写;n.包装日期。附加说明:本标准由‘{,{门有色金属L业总公司提出。人标准山东北轻合金加}_{一负责起草0水标准}要起草人张万留、沈继盛、门态邝。人标准I"1实施之[I起,原冶金I.业邹部标准YB632-66(A合金挤!]型扫》作废'
您可能关注的文档
- GBT5126-1985铝及铝合金冷拉薄壁管材涡流探伤方法.pdf
- GBT5126-2013铝及铝合金冷拉薄壁管材涡流探伤方法.pdf
- GBT5132.5-2009电气用热固性树脂工业硬质圆形层压管和棒第5部分:圆形层压模制棒.pdf
- GBT5135.19-2010自动喷水灭火系统塑料管道及管件.pdf
- GBT5135.20-2010自动喷水灭火系统涂覆钢管.pdf
- GBT5138-1996工业用液氯.pdf
- GBT5149.1-2004镁粉第1部分铣削镁粉.pdf
- GBT5150-1985铝镁合金粉.pdf
- GBT5155-2013镁合金热挤压棒材.pdf
- GBT5156-2013镁合金热挤压型材.pdf
- GBT5158.1-2011金属粉末还原法测定氧含量总则.pdf
- GBT5158.2-2011金属粉末还原法测定氧含量第2部分:氢还原时的质量损失(氢损).pdf
- GBT5158.3-2011金属粉末还原法测定氧含量第3部分可被氢还原的氧.pdf
- GBT5158.4-2011金属粉末还原法测定氧含量还原-提取法测定总氧量.pdf
- GBT5160-1985金属粉末用矩形压坯的横向断裂测定压坯强度的方法.pdf
- GBT5161-2014金属粉末有效密度的测定液体浸透法.pdf
- GBT5162-2006金属粉末振实密度的测定.pdf
- GBT5163-2006烧结金属材料(不包括硬质合金)可渗性烧结金属材料密度、含油率和开孔率的测定.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明