

- 247.90 KB
- 2022-04-22 13:36:11 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
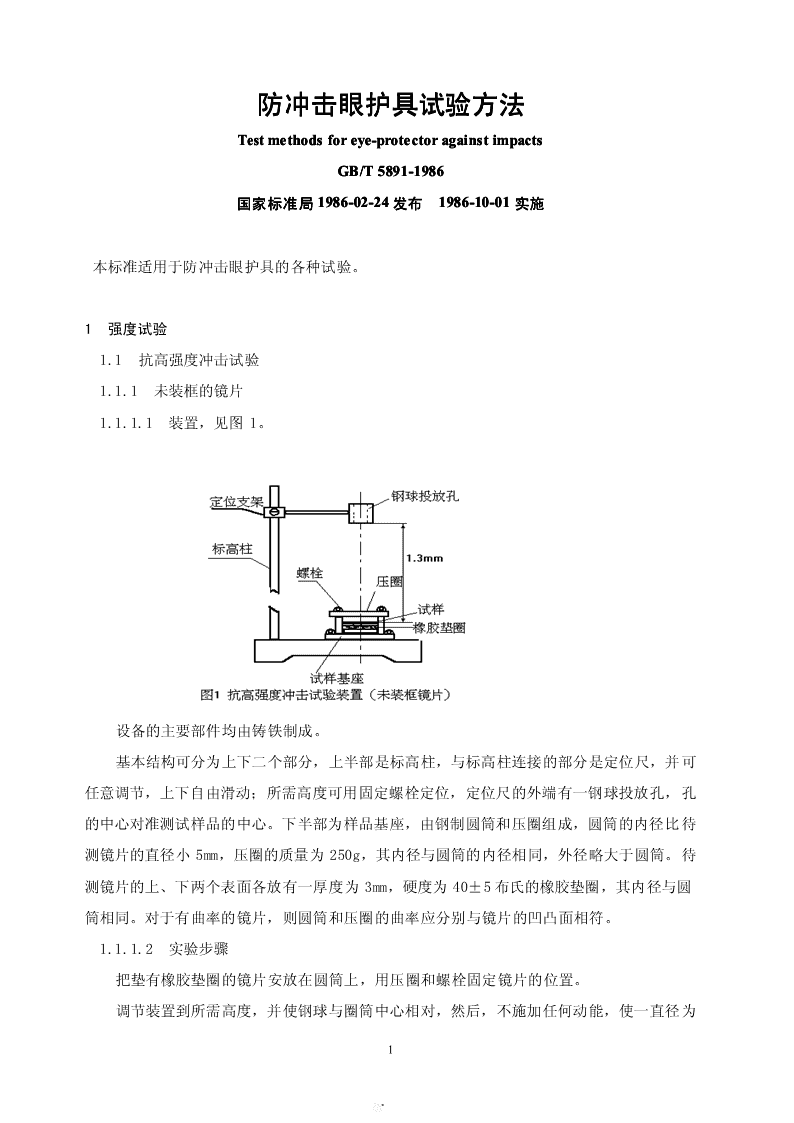
'防冲击眼护具试验方法Testmethodsforeye-protectoragainstimpactsGB/T5891-1986国家标准局1986-02-24发布1986-10-01实施本标准适用于防冲击眼护具的各种试验。1强度试验1.1抗高强度冲击试验1.1.1未装框的镜片1.1.1.1装置,见图1。设备的主要部件均由铸铁制成。基本结构可分为上下二个部分,上半部是标高柱,与标高柱连接的部分是定位尺,并可任意调节,上下自由滑动;所需高度可用固定螺栓定位,定位尺的外端有一钢球投放孔,孔的中心对准测试样品的中心。下半部为样品基座,由钢制圆筒和压圈组成,圆筒的内径比待测镜片的直径小5mm,压圈的质量为250g,其内径与圆筒的内径相同,外径略大于圆筒。待测镜片的上、下两个表面各放有一厚度为3mm,硬度为40±5布氏的橡胶垫圈,其内径与圆筒相同。对于有曲率的镜片,则圆筒和压圈的曲率应分别与镜片的凹凸面相符。1.1.1.2实验步骤把垫有橡胶垫圈的镜片安放在圆筒上,用压圈和螺栓固定镜片的位置。调节装置到所需高度,并使钢球与圈筒中心相对,然后,不施加任何动能,使一直径为1
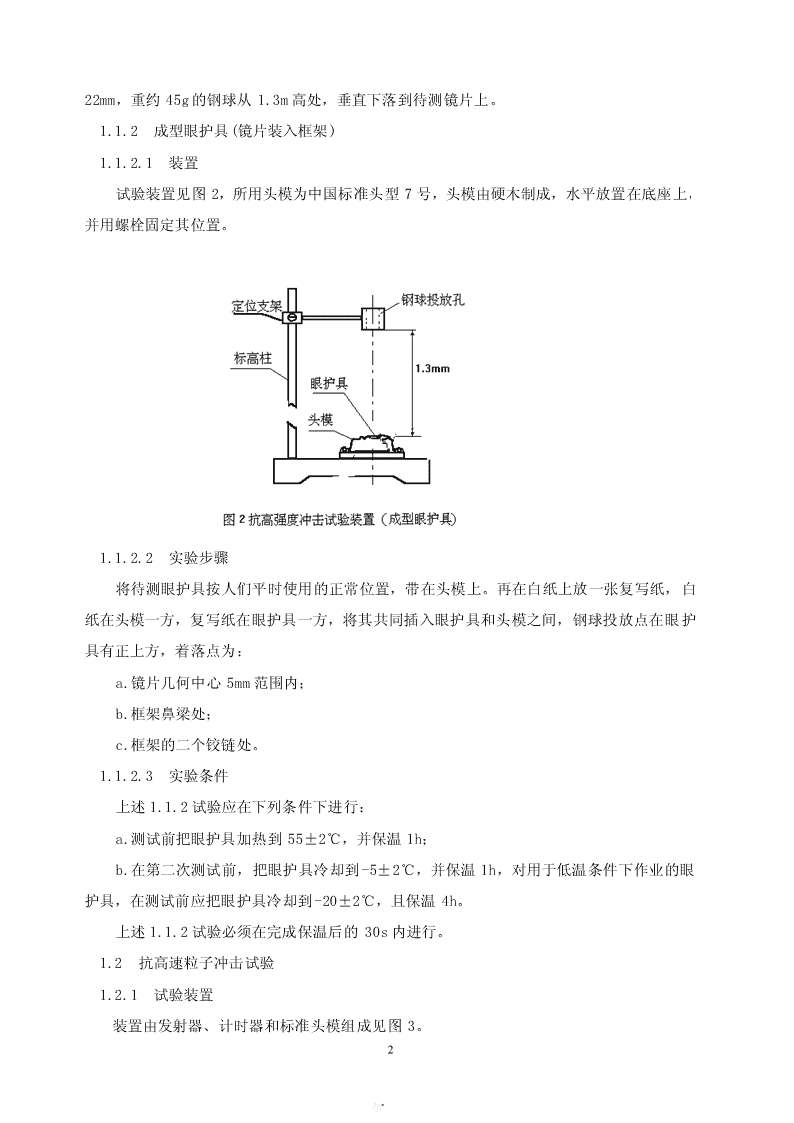
22mm,重约45g的钢球从1.3m高处,垂直下落到待测镜片上。1.1.2成型眼护具(镜片装入框架)1.1.2.1装置试验装置见图2,所用头模为中国标准头型7号,头模由硬木制成,水平放置在底座上,并用螺栓固定其位置。1.1.2.2实验步骤将待测眼护具按人们平时使用的正常位置,带在头模上。再在白纸上放一张复写纸,白纸在头模一方,复写纸在眼护具一方,将其共同插入眼护具和头模之间,钢球投放点在眼护具有正上方,着落点为:a.镜片几何中心5mm范围内;b.框架鼻梁处;c.框架的二个铰链处。1.1.2.3实验条件上述1.1.2试验应在下列条件下进行:a.测试前把眼护具加热到55±2℃,并保温1h;b.在第二次测试前,把眼护具冷却到-5±2℃,并保温1h,对用于低温条件下作业的眼护具,在测试前应把眼护具冷却到-20±2℃,且保温4h。上述1.1.2试验必须在完成保温后的30s内进行。1.2抗高速粒子冲击试验1.2.1试验装置装置由发射器、计时器和标准头模组成见图3。2
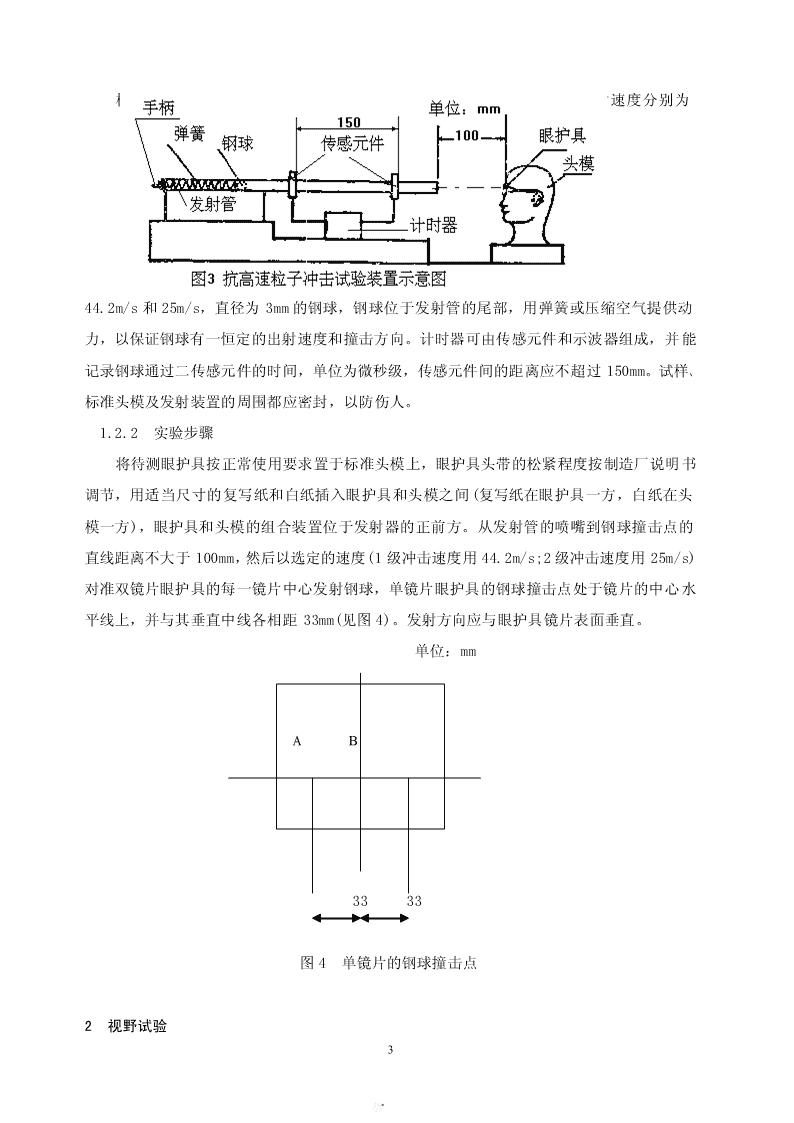
标准头模用金属制成,发射器主要由一适当尺寸的钢管组成,并能发射速度分别为44.2m/s和25m/s,直径为3mm的钢球,钢球位于发射管的尾部,用弹簧或压缩空气提供动力,以保证钢球有一恒定的出射速度和撞击方向。计时器可由传感元件和示波器组成,并能记录钢球通过二传感元件的时间,单位为微秒级,传感元件间的距离应不超过150mm。试样、标准头模及发射装置的周围都应密封,以防伤人。1.2.2实验步骤将待测眼护具按正常使用要求置于标准头模上,眼护具头带的松紧程度按制造厂说明书调节,用适当尺寸的复写纸和白纸插入眼护具和头模之间(复写纸在眼护具一方,白纸在头模一方),眼护具和头模的组合装置位于发射器的正前方。从发射管的喷嘴到钢球撞击点的直线距离不大于100mm,然后以选定的速度(1级冲击速度用44.2m/s;2级冲击速度用25m/s)对准双镜片眼护具的每一镜片中心发射钢球,单镜片眼护具的钢球撞击点处于镜片的中心水平线上,并与其垂直中线各相距33mm(见图4)。发射方向应与眼护具镜片表面垂直。单位:mmAB3333图4单镜片的钢球撞击点2视野试验3
采用弧形视野计进行测试。3光学性能试验3.1棱镜度用精度不低于±0.06D的屈光度检查仪进行测试。3.2屈光度用精度不低于±0.06D的屈光度检查仪进行测试。3.3可见光透射率用精度不低于±1%的分光光度计进行测试,波长范围在380-780nm之间,每隔10nm测取一个读数。然后,计算出平均透射率。4镜片耐热性试验把镜片放在67±2℃的水中,保温3min的取出,立即放入4℃以下的水中,不允许有异常现象出现。5金属部件耐腐蚀性能试验www.bzfxw.com首先要除去金属部件上所有的粘附物,然后把金属部件放入沸腾的10%(重量比)浓度的氧化钠溶液中,浸泡15min;取出后立即放入同样浓度的氯化钠溶液,在室温内浸泡15min后取出,不擦去其表面的粘附液体,在室温下干燥24h,再用温水洗净,并待其干燥,无腐蚀为合格。6塑胶镜片表面耐磨性能试验6.1试验装置4
装置由落砂试验机(见图5)和镜片表面磨损率测定仪组成。6.2实验步骤www.bzfxw.com首先,把试样装夹到图5所示的落砂试验机的转盘上,转盘转动时,落下研磨材料,除去镜片表面灰尘后,测定其表面磨损率H。镜片表面磨损率H的计算按式(1)、式(2)进行:TdH(%)100…………………………………(1)Te式中:Te--全透射率,Te=T2/T1;Td--散射光透射率。TT(T/T)4321T…………………………………(2)dT1式中:T1--入射光通量,100%;T2--全透射光通量,%;T3--由于装置所引起的杂散光;%T4--由于装置和镜片所引起的杂散光;%。6.3实验条件5
6.3.1落砂试验应按下表规定的磨料重量依次进行,每次落砂试验后测定的H值应分别低于下表的规定。镜片表面磨损率磨料重量,g100200400800镜片表面磨损率H,%358136.3.2落砂试验应满足下列条件:a.研磨材料下落量每分钟约为60-80g;b.磨料应垂直下落在镜片中心,并与镜片表面成45°角;c.镜片转盘必须每分钟转动5转;d.磨料为人造金刚砂(SiC),粒度为125-297μm;e.磨料每应用10次后,检验一次粒度,使其在规定的范围以内。以使用50次为限。附加说明:本标准由中华人民共和国劳动人事部劳动保护局提出。本标准由北京市劳动保护科学研究所、上海市劳动保护科学研究所共同负责起草。www.bzfxw.com本标准主要起草人李树贤、宋毅、提长清。6'
您可能关注的文档
- GBT5868-1986滚动轴承安装尺寸.pdf
- GBT5871-1986铝及铝合金摄谱光谱分析方法.pdf
- GBT588-2009船用法兰青铜截止止回阀.pdf
- GBT5881-1986苎麻理化性能试验取样方法.pdf
- GBT5882-1986苎麻束纤维断裂强度试验方法.pdf
- GBT5883-1986苎麻回潮率、含水率试验方法.pdf
- GBT5884-1986苎麻纤维支数试验方法.pdf
- GBT589-2015船用法兰青铜止回阀.pdf
- GBT5890-1986防冲击眼护具.pdf
- GBT5893.3-1986护耳器主观测量方法.pdf
- GBT5895-1986喷灌用金属薄壁管及管件试验方法.pdf
- GBT5898-1986凿岩机械与气动工具噪声测量方法--工程法.pdf
- GBT5898-2008手持式非电类动力工具噪声测量方法工程法(2级).pdf
- GBT5901.1-1986四爪单动卡盘型式、基本参数和尺寸.pdf
- GBT5901.2-1986四爪单动卡盘精度.pdf
- GBT5901.3-1986四爪单动卡盘技术条件.pdf
- GBT5905-2011起重机试验规范和程序.pdf
- GBT5907.1-2014消防词汇第1部分通用术语.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明