

- 298.51 KB
- 2022-04-22 13:40:29 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'ICS77.150.60一一x62药昌日比毛灼A,Fa士tT:"1A;.11A;.大藉又希.tJ」二拼少、仁七多夸和』1韭11韭1勇凡fi}件主GB/T8740--2005代替GB/T8740-1988专主!-A:F-分币菊乙之.专Tfn.道牛出71C百匀三证Castingbearingalloyingots2005-07-04发布2005-12-01实施中华人民共和国国家质量监督检验检疫总局,*小蔺、菌蓄军秘埔瞥撞瞿了荟发布
GB/T8740-2005前「1本标准是对GB/T8740-1988《铸造轴承合金锭》的修订。本标准修改采用了ASTMB23-2000《巴氏轴承合金》标准。与GB/T8740-1988相比本标准做了以下修改:—增加“前言”、“范围”、“订货合同”、“附录”等章节;—锡基合金牌号由7个减少到5个,除保留SnSb11Cu6,SnS612PhIOCu4两个牌号外,其余三个均采用ASTMB23-2000标准牌号;—铅基合金牌号由9个减少到4个,与ASTMB23-2000标准一致;—锡基、铅基轴承合金锭中杂质成分低于ASTMB23-2000标准部分则保留,高于部分则采用ASTMB23-2000标准,以保证标准的先进性;—物理性能增加了合金的屈服点、抗压强度及浇铸温度项目,归并到附录A中。本标准代替GB/T8740-1988,本标准的附录A是资料性附录。本标准由中国有色金属工业协会提出。本标准由全国有色金属标准化技术委员会归口。本标准起草单位:云南锡业集团有限责任公司。本标准参加起草单位:柳州华锡集团有限责任公司。本标准主要起草人:白健、郭万里、陈旭峰、谭勇、冯云剑、李天敏、栩建成、赵永善。本标准由全国有色金属标准化技术委员会负责解释。本标准所代替标准的历次版本发布情况为:GB/T8740-1988。
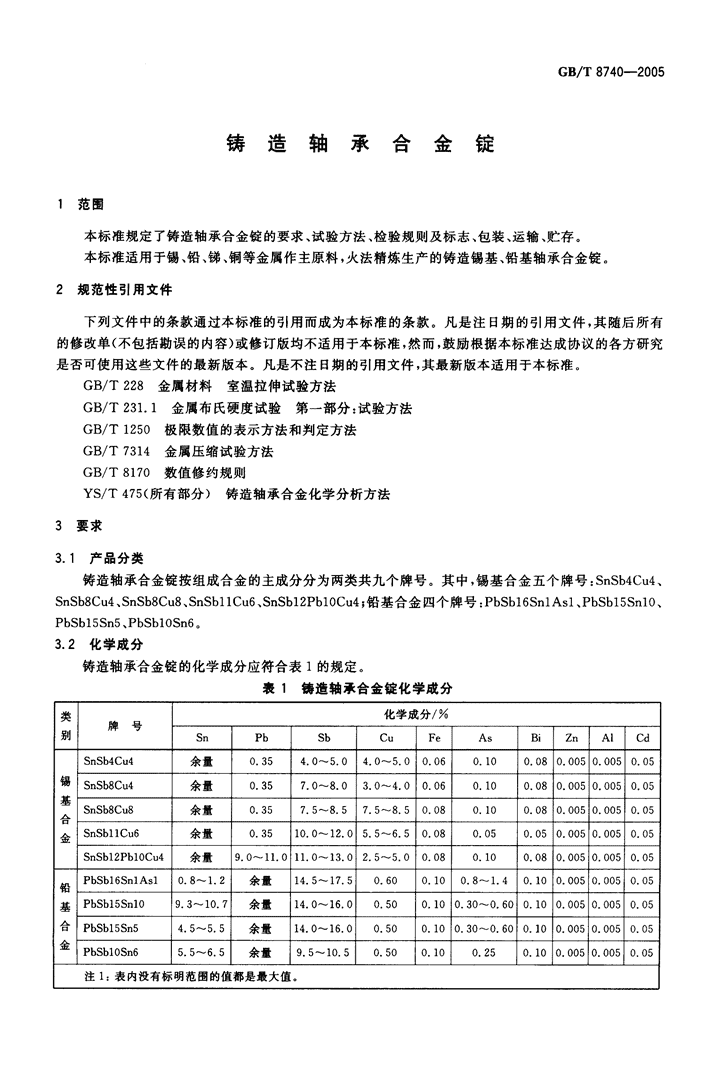
GB/T8740-2005电挂二生止击月匕名卜名.专今"TV节月已可囚/71口困比习C1范围本标准规定了铸造轴承合金锭的要求、试验方法、检验规则及标志、包装、运输、贮存。本标准适用于锡、铅、锑、铜等金属作主原料,火法精炼生产的铸造锡基、铅基轴承合金锭。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T228金属材料室温拉伸试验方法GB/T231.1金属布氏硬度试验第一部分:试验方法GB/T1250极限数值的表示方法和判定方法GB/T7314金属压缩试验方法GB/T8170数值修约规则YS/T475(所有部分)铸造轴承合金化学分析方法3要求3.1产品分类铸造轴承合金锭按组成合金的主成分分为两类共九个牌号。其中,锡基合金五个牌号:SnSb4Cu4,SnSb8Cu4,SnSb8Cu8,SnSbllCu6,SnSbl2Pb10Cu4;铅基合金四个牌号:PbSbl6SnlAsl,PbSbl5SnIO,PbSbl5Sn5,PbSblOSn6。3.2化学成分铸造轴承合金锭的化学成分应符合表1的规定。表1铸造轴承合金锭化学成分aNAeilSPnbSb48l1lC20l65CPSubn48u561l10A0Csul49045..3*85^^S^"nIt112A-15610..2579.00*;,;0}^P.c-2b3151.0194701..505-S.^-^-yb-158102376..05.5005052437洲
GB/T8740-20053.2.1需方如对化学成分有特殊要求时,可由供需双方商议。3.2.2杂质的修约规则,按GB/T8170中的有关规定进行;修约后的数值的判定,按GB/T1250中的有关规定进行。3.3产品物理性能见附录A3.4表面质f3.4.1铸造轴承合金锭表面应洁净,无腐蚀、灰渣和毛刺。3.4.2铸造轴承合金锭断口面的结构应均匀致密,不得有熔渣、非金属夹杂物及明显偏析。3.5锭形、锭重为便于搬运使用,如无特殊要求,合金锭按图1浇铸。每锭重量:锡基合金锭2kg士0.2kg、铅基合金锭3kg士0.2kg,或由供需双方协商确定。号一二二二书曰图14试验方法4.1铸造轴承合金锭的化学成分仲裁分析方法按YS/T475的规定进行。4.2铸造轴承合金锭物理性能的检验按GB/T228,GB/T231.1,GB/T7314的进行。4.3铸造轴承合金锭的表面质量用目视检测。5检验规则5.1检查和验收5.1.1铸造轴承合金锭应由供方技术监督部门进行检验,保证产品质量符合本标准(或订货合同)的规定,并填写质量证明书。5.1.2需方应对收到的产品按本标准的规定进行检验,如检验结果与本标准(或订货合同)的规定不符时,应在收到产品之日起60天内向供方提出,由供需双方协商解决。如需仲裁,仲裁取样由供需双方共同进行。5.2组批铸造轴承合金锭应成批提交验收,每批应由同一牌号的产品组成。每批重量不超过5to5.3检验项目每批产品应进行化学成分、表面质量的检验。力学性能的检验不作为产品的必检内容,可根据需方要求协商进行。5.4仲裁取样和制样5.4.1化学成分的仲裁取制样,按每批产品锭数的2%抽取样品,但最少不得低于6锭(块),用锯取法分别锯取试样,锯取时清除合金锭表面的氧化层,不得使用润滑剂,锯取方法见图20
cB/T8740-2005I万月平平IIf一一一一一-一补一一一一-一一一一一一一一一-一一州一一-一-一一一一侧ILA;L14{1./4iL14,沁卜---一--一妇r一一-一-一一,4-{LIB一一{L14;L18{产一卜一一-份.一一一一仲洲图25.4.2取得的试样必须用磁体除去加工时进人试样的铁性杂质,并制成不大于l.5mm的屑状,将所取的试样混匀并等分成3份,将每一份装人密封袋,供需双方各持一份,一份送仲裁,每份的重量都应超过20g.5.5检验结果判定5.5.1化学成分仲裁分析结果与本标准(或订货合同)规定不符时,按批判不合格。5.5.2表面质量不符合本标准规定时,按锭(块)判不合格。6标志、包装、运输和贮存6.1标志6.1.1每锭(块)产品上应浇铸或打印上生产厂名称、商标、牌号和批号。6.1.2铸造锡基、铅基轴承合金锭包装成箱,箱上应注明供方名称、厂址、商标、产品名称和牌号、批号及净重。6.2包装包装箱应用木材制作,并用钢带加固扎紧,箱内应有塑料袋包装,需方对产品包装有特殊要求时,可由供需双方商定。6.3运输和贮存运输和贮存时必须防雨淋,防腐蚀。6.4质f证明书每批产品都应附有质量证明书,其上注明:a)供方名称和商标、地址、电话、传真;b)产品名称和牌号;c)批号;d)净重和件数;e)分析检验结果和技术监督部门印记;f)本标准编号;g)出厂日期。
GB/T8740-20057订货单(或合同)内容本标准所列产品的订货单(或合同)内应包括下列内容:a)产品名称;b)牌号;c)锭形、尺寸、杂质含量等特殊要求;d)数量;e)本标准编号;f)其他。
GB/T8740-2005附录A(资料性附录)锡基、铅基轴承合金物理性能铸造锡基、铅基轴承合金主要用于制造涡轮、压缩机、电气机械和齿轮等普通轴承。物理性能的测试是以ASTMB23-2000标准数值和方法作为参考进行验证性的试验,经验证测试,结果能满足ASTMB23标准的要求,相应牌号的定值与ASTMB23-2000标准一致。锡基合金SnSb11Cu6,SnSb12Pb10Cu4牌号,铅基合金Pb16Sn1As1,PbSb10Sn6牌号中的布氏硬度、屈服点、抗压强度均根据试验、验证数据进行过修正。表A.1锡基、铅墓轴承合金物理性能一'
您可能关注的文档
- GBT8704.8-2009钒铁铝含量的测定铬天青S分光光度法和EDTA滴定法.pdf
- GBT8704.9-2009钒铁锰含量的测定高碘酸钾光度法和火焰原子吸收光谱法.pdf
- GBT8719-2009炭素材料及其制品的包装、标志、储存、运输和质量证明书的一般规定.pdf
- GBT8721-2009炭素材料抗拉强度测定方法.pdf
- GBT8722-2008石墨材料中温导热系数测定方法.pdf
- GBT8727-2008煤沥青类产品结焦值的测定方法.pdf
- GBT8731-2008易切削结构钢.pdf
- GBT8732-1988汽轮机叶片用钢.pdf
- GBT8732-2014汽轮机叶片用钢.pdf
- GBT8740-2013铸造轴承合金锭.pdf
- GBT8746-2009纺织品燃烧性能垂直方向试样易点燃性的测定.pdf
- GBT8749-2008优质碳素结构钢热轧钢带.pdf
- GBT8750-1997半导体器件键合金丝.pdf
- GBT8750-2014半导体封装用键合金丝.pdf
- GBT8757-2006砷化镓中载流子浓度等离子共振测量方法.pdf
- GBT8758-2006砷化镓外延层厚度红外干涉测量方法.pdf
- GBT8760-2006砷化镓单晶位错密度的测量方法.pdf
- GBT8793-1988中国贵州柏木油.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明