
- 201.84 KB
- 2022-04-22 13:35:29 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'C日中国船舶口二业总公司部标准cs/z134-98潜艇耐压船体结构件加工技术要求Processingtechnicalrequirementsforpressure一resisthullstructureofsubmarine1998一03一20发布1998一08-01实施中国船舶工业总公司发布
中国船舶工业总公司部标准CB/Z134-98分类号:U06潜艇耐压船体结构件加工技术要求代替CB/Z134-74Processingtechnicalrequirementsforpressure一resistCB/Z135-74hullstructureofsubmarine范围主题闪容本标准规定了潜艇耐压船体结构件(以下简称零件)加工要求、检验规则等。适用范围本标准适用于921A,922A,923A钢板及921A球扁钢的加工。引用标准GJB1662-93潜艇用IOCrNi3MoV球扁钢规范GJB1663-93潜艇用IOCrNi3MoV,IOCrNi3MoCu,IOCrNi2MoCu钢板规范CB/Z121-98潜艇用921A等钢板缺陷补焊技术要求CB/Z133-74船体零件加工技术要求CB/Z181-98921A球扁钢中频弯曲和热处理技术条件定义本童无条文。一般要求本章无条文。详细要求除r标准规定处,零件加工应按CB/Z133的规定,921A球扁钢中频弯曲和热处理应按CB/Z181的规定。51号料5.1.1对有明显变形的钢板和球扁钢,在划线前,应进行矫正,矫正时的环境温度应不低于一25"C.5.1.1.1钢板矫正后的平面度应按表1的规定。表1mmi板厚度{每平方米的平面度3-56^6>-9I中国船舶工业总公司1998一03一20批准1998一08一01实施1
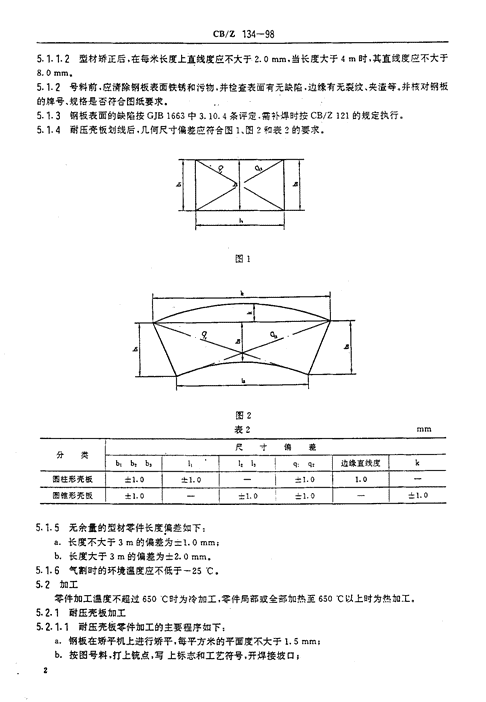
CB/z134-985.1.1.2型材矫正后,在每米长度上直线度应不大于2.0mm,当长度大于4m时,其直线度应不大于B.0mm,5.1.2号料前,应清除钢板表面铁锈和污物,并检查表面有无缺陷。边缘有无裂纹、夹渣等。并核对钢板的牌号、规格是否符合图纸要求。5.1.3钢板表面的缺陷按GJB1663中3.10.4条评定,需补焊时按CB/Z121的规定执行。5.1.4耐压壳板划线后,几何尺寸偏差应符合图1,图2和表2的要求。/厂J//\1图1义B1-1}图2表2b,b,b,4x}边缘直线度圆往形壳板士1.0士1.0图锥形壳板士10士1,05飞.5无余量的型材零件长度偏差如下:a.长度不大于3m的偏差为二1.0mm;b.长度大于3m的偏差为士2.0mm,5.1.6气割时的环境温度应不低于一25℃.5.2加工零件加工温度不超过650"C时为冷加工,零件局部或全部加热至650℃以上时为热加工.5.2.1耐压壳板加工5.2.1.1耐压壳板零件加工的主要程序如下:a.钢板在矫平机上进行矫平,每平方米的平面度不大于1.5mm;b.按图号料,打上铣点,写上标志和工艺符号,开焊接坡口;
Cli/Z134-98c壳板在弯板机上轧图,如图3.在弯板过程中对于回柱形壳板,用长度为1.5m样板在端部检查弯曲半径,对于圆锥壳板用两块样板在两端检查弯曲半径;图3d.轧困后的壳板在铁平台上矫正外形;e检验员按要求进行检验;f.提交装配工序,进行壳板拼接。1.2耐压壳板轧制的注意事项:a.轧圆前,必须先把壳板的两端压好长度约300mm的弧形。见图4;图4b圆锥体壳板的轧制,首先要在板上划出角等分线,然后进行辊压。在辊压时,钢板上轧角线一定要平行辊轴的中心线。轧制程序先开始弯曲端部,然后弯曲中部.见图5;
CB/Z134-98不行于轴中心线瀚轧角钱图5c.图柱体壳板的轧制,先在壳板上划出中心线及其左右平行线。轧圆时将中心线平行于辊轴中心线。首先轧制两端长1.5m的图势,然后轧制中间部分。5.2.2耐压肋骨加工5.2.2门肋骨弯曲前应用锐点表示出中心线、面线和检查标志.5.2.2.2肋骨弯曲应按CB/Z181的规定执行。5.2.2.3肋骨弯曲后应符合以下要求:a.肋骨边缘与徉板或与检查平台上的理论半径R的偏差为士1.0mm;b.肋骨在1m长度内的直线度不大于2.0mm,肋骨面总平面度f不大于5.0mm;c.肋骨球缘对理论位里的偏差k为士3.0mm;d.肋骨型材应板弯曲偏差4为f1.Omm;e.肋骨自由边缘的平面度不大于2.0mm;f.肋骨自由边缘的局部变薄.允许在35mm长度内不大于1.5mm.见图6;其它区域减薄不大于1.0mm.图6肋骨拼接后(见图7)应符合如下要求:
CB/z134-98a-a创面a.肋骨拼接桥正后.与理论半径偏差为士1.0mm;b.肋骨在1m长度内的直线度不大于2.0mm;c.肋骨球缘对理论位置的偏差k为二3.0mm;d.肋骨型材腹板弯曲偏差9为士1.Omm;e.肋骨自由边缘的平面度不大于2.0mm;f.肋骨对接后板壁偏差为士1.0mm,5.2-2.5肋骨车削后应符合下列要求:内肋骨周长偏差为一2.。~一4.0mm;b.外肋骨直径偏差为,1.0~二2.0mm.5.2.3其他零件的加工5.2.3.,冷加工零件的最小弯曲或折边半径见表3.
CB/z134-98表3姻板厚度弯曲半径折边半径简图tRr10t成10一”1-1,p抽11-15>15tA‘一5.2-3.2热加工a.零件放入加热护前,炉内温度应不高于950C.零件放入沪中后,炉内温度应为920950C,按零件的厚度t.以25mm/h的速率计算保温时间;b.零件开始弯曲时,温度为920^-950℃。在弯曲过程中温度不应低于550"C;c热弯曲零件应做调质处理和力学性能试验,921A,922A板材应做断口检验.试祥应与零件一起加热和调质处理;d.零件热弯后,应用样板检查形状和尺寸偏差,并应检查零件有无裂缝、夹层、砂眼和其它缺陷.5.3热处理5.3.1热处理分组按不同情况,零件弯曲后的热处理分为三组,见表4,表4组别}弯曲弯曲半径弯曲后对热处理要求备注)10t不需要热处理冷弯
您可能关注的文档
- CBZ121-1998舰艇用921A等钢板缺陷补焊技术要求.pdf
- CBZ124-1998潜艇921A等钢结构焊接技术要求.pdf
- CBZ125-1998潜艇船体结构焊接质量检验规则.pdf
- CBZ126-1998潜艇耐压船体可拆板切割、装配和焊接技术要求.pdf
- CBZ127-2004潜艇电气设备安装工艺.pdf
- CBZ128-1998舰船电气设备保养工艺.pdf
- CBZ130-1997舰船电缆密封工艺.pdf
- CBZ132-1998舰船电气设备和电缆屏蔽接地工艺.pdf
- CBZ133-1974船体零件加工技术要求.pdf
- CBZ139-1974船舶馈电电缆代号编号方法.pdf
- CBZ140-1985玻璃钢救生艇建造要求.pdf
- CBZ144-1976圆柱螺旋弹簧的设计与计算.pdf
- CBZ145-1977船模阻力与推进试验资料卡格式.pdf
- CBZ149-1980带翼板的单头球扁钢剖面要素曲线.pdf
- CBZ154-1982鱼雷材料选用范围.pdf
- CBZ155-1978潜艇液舱容积测量及刻度技术条令.pdf
- CBZ157-1978特种产品紧固件选用范围.pdf
- CBZ158-1979船舶管路修理技术条件.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看