

- 230.59 KB
- 2022-04-22 13:35:24 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面Uofi中国船舶〕二业总公司部标准cs/z126-98潜艇耐压船体可拆板切割、装配和焊接技术要求Technicalrequirementsofcutting,fittingandweldingfordetachableplatesofpressurehullonsubmarine1998一03一20发布1998一08一01实施中国船舶工业总公司发布免费标准网(www.freebz.net)无需注册即可下载
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面中国船舶工业总公司部标准CB/Z126-98分类号:U06潜艇耐压船体可拆板代替CB/Z126-73切割、装配和焊接技术要求Technicalrequirementsofcutting,fittingandweldingfordetachableplatesofpressurehullonsubmarine范围1.1主题内容本标准规定了用921和921A钢制造的潜艇耐压船体结构上可拆板在同一部位进行切割、装配和焊接等要求。1.2适用范围本标准适用于用921和921A钢制造的潜艇耐压船体结构上可拆板在同一部位进行多次切割和焊接。引用文件GJB64.2A-97舰船船体规范潜艇CB/Z67-73碳弧气刨使用技术条件CB/Z124-98潜艇921A等钢结构焊接技术要求CB/Z125-98潜艇船体结构焊接质量检验规则定义本章无条文。4一般要求4.1应尽量控制可拆板的切割和焊接次数。4.2可拆板第一次切割和焊接应在船体液压试验后进行.在切割前应测定船体和可拆板附近区域的水平井做好标记,以便于可拆板安装。4.3可拆板的切割和焊接均应符合CB/Z124及有关图样、技术文件的要求.详细要求5.1可拆板切割5.1.1可拆板应采用氧乙炔焰切割.根据生产条件用手工或机械方法进行切割.5.1.2可拆板的切割应由技术熟练的气割工进行操作。5.1.3可拆板的第一次切割按施工图样尺寸用划线样板划切割线进行切割,以后的切割则应沿着焊缝的对称中心进行。5.1..4在切割前,应在切割直线端点钻孔,钻孔直径04.0mm作为切割的起点.中国船舶工业总公司1998一03一20批准1998一08一01实施1免费标准网(www.freebz.net)无需注册即可下载
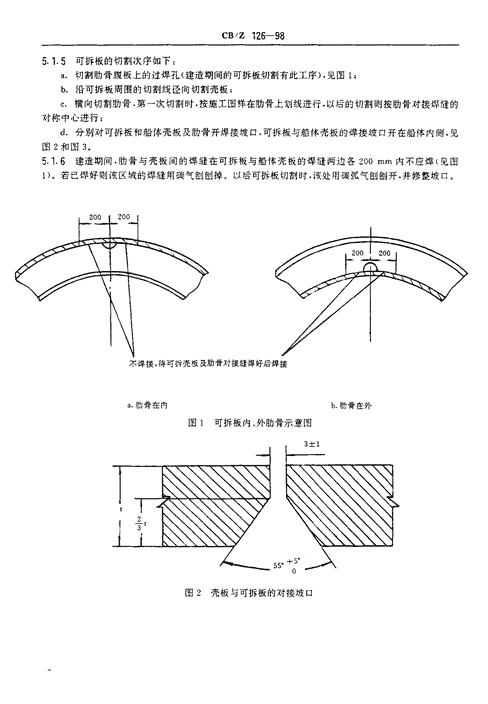
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB%z126-985.15可拆板的切割次序如下:a.切割肋骨腹板上的过焊孔(建造期间的可拆板切割有此工序).见图工;b.沿可拆板周围的切割线径向切割壳板:横向切割肋骨.第一次切割时.按施工图样在肋骨上划线进行.以后的切割则按肋骨对接焊缝的对称中心进行;d.分别对可拆板和船体壳板及肋骨开焊接坡口.可拆板与船体壳板的焊接坡口开在船体内侧见图2和图3,5.1.6建造期间.肋骨与壳板间的焊缝在可拆板与船体壳板的焊缝两边各200mm内不应焊(见图1>。若已焊好则该区域的焊缝用碳气刨刨掉。以后可拆板切割时.该处用碳弧气刨刨开.并修整坡口。不焊接,待可拆壳板及肋骨对接缝焊好后焊接a.肋骨在内肋骨在外图1可拆板内、外肋骨示意图3士1;图2壳板与可拆板的对接坡口免费标准网(www.freebz.net)无需注册即可下载
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB/z"126-98厂一A曰目厂一一刀吓一一勺B-B一L,2士1缪u60一士s0图3肋骨对接坡口5.2可拆板装配5.2.1装配前.可拆板(包括可拆板上的肋骨)的边缘和船体结构上的壳板、肋骨的边缘,应按CB/z124及施工图样的要求进行修整。对坡口及两侧各不小于15mm范围内的铁锈、毛刺、油漆、水分、油脂及其他影响焊接的污物清除干净,露出金属光泽。5.2.2装配可拆板时,为使左右间隙均匀,定位时应由两名以上装配工人左右对称进行。5.2.3可拆板的装配,应符合相应的施工图样要求。当可拆板与壳板和肋骨对接焊缝间隙大于允许值时‘则应采用与焊接该焊缝相同的焊条在坡口一边或两边进行堆焊.堆焊厚度的总和应不超过10mm或二分之一板厚.取其小者,并用砂轮进行修整。堆焊时.每层厚度应不超过3mm,堆谭要求与主悍缝相同。5.2.4可拆板定位焊应选用与焊接该焊缝相同的焊条,一般在后焊面施焊。5.2.5在可拆板切割前、装配前后和焊接后.应对船体基线、水平和圆度等进行测量;为控制变形.应对可拆板及相应部位进行加强.5.2.6可拆板装配结束后,应提交质量检验部门检查验收。5.3可拆板焊接5.3.1可拆板装配验收合格后,按下列顺序进行焊接:在船体内侧对可拆板与船体壳板对接焊缝进行焊接;b.在船体外侧对可拆板与船体壳板对接焊缝的反面抠槽清根并打磨干净;c.焊接船体外侧可拆板与船体壳板间的对接焊缝;d.焊接肋骨对接焊缝,先焊开坡口一侧.由中间向首尾对称,左右同时进行焊接;e.肋骨对接坡口反面采用碳弧气刨抠槽清根,打磨干净后,由中间肋骨向首尾对称,左右同时进行焊接;免费标准网(www.freebz.net)无需注册即可下载
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB/z126-98f.肋骨球缘外侧采用碳弧气刨抠槽清根,打磨干净后.由中间肋骨向首尾对称,左右同时进行焊接:s.焊接肋骨与壳板角焊缝正面坡口,然后从反面采用碳弧气刨抠槽清根.打磨干净后.由中问肋骨向首尾对称.左右同时进行焊接。过焊孔处要有包角焊缝。5.3.2焊接可拆板焊缝的焊工.应具有专用技术文件规定的资格等级。5.3.3碳弧气刨工必须经专门培训和考试合格;施工按CB/z67的规定进行。5.3.4可拆板采用船焊66悍条焊接。焊条使用前必须经焙烘。焊条领用量以能在2-4h内用完为限.存放在保温筒内.随用随取。焊条的使用应符合GJB64.2A的要求坡口修整、定位焊等所用焊条均应执行此项规定。5.3.5焊接时.应采用分段焊接法,在整个焊缝上划分为等分的偶数焊段.见图4.其焊段长度不超过2000mm,各焊段应同时连续一次焊接完成。5.3.6每一焊段由一名焊工完成,在一个焊段长度内.根据层间温度不低于100c的原则划分为若干等分区段.其长度不大于600mm.在区段范围内采用逐步退焊法进行焊接。多层焊各接头之间距不少于25mm,焊段接头不允许在焊缝交叉处。7.n月︺为了防止产生裂缝.第一层焊缝应加大焊缝截面,坡口中的截面高度尺寸应在5mm以上.盖面层的多道焊其相互布置和与基体连接应保持平顺过渡.并应采用退火焊道布置.见图5,肋骨间对接焊缝及肋骨与壳板角焊缝也要遵照此要求。5.3.9焊前对施焊部位必须预热。预热宽度为坡口每边各100mm.预热温度为80^-120C。对于刚度大或厚度大于30mm的可拆板,预热温度为100^-150℃。多层焊时要求层间温度与预热温度相同。对于焊前进行坡口焊接修整及定位焊时,也应按此要求进行。对于刚度大的部位.焊后应采取缓冷,必要时应采取后热措施‘后热温度为200^-250C,保温时间1^-2h,施工现场严格防止雨雪飘入和强冷气流直接侵袭。当室温在。c或。c以下以及湿度大于90%时,应采取焊前焊缝预热和层间温度不低于100"C,焊后采取后热措施.后热温度为200^250C.保温时间1^-2h.若不符合上述要求.应停止焊接工作。免费标准网(www.freebz.net)无需注册即可下载
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB/z126-98﹁阵二娜.调洲棍黔︶仅权迎拿桅刘耸衅毕矍@「与软甘辱救仁团掌毕切秘习脚领介尺华拿︵酬鸽怨翻圈致玫狱.软剑︶厄峻男人协毕祖.奋四喧翰死祷厄甘稠棋翻临落叮.住长镇滚酬困王电.少过食处段.京留华日酬致软辱拟早岭汾滚邢足长水菠萦姿却困狱软常刹争众.层兰、半目发埃君扮岭之·--:二二答舒离邢毕支王:…辕必险禹~创.(产)(二帕电于困.2,临目泌日,一令03”坦⑧免费标准网(www.freebz.net)无需注册即可下载
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB/Z126-982~52-5图5退火焊道布置图5.3.10用船焊66焊条焊接时.应尽量采用短弧小摆动运条方法.保证焊波宽度不大于焊条直径的倍。焊接电流见表1,‘表1焊接电流—一月一一一焊条直径mm焊接位14.0焊接电流A丝100-120160-200220.250立、仰90-110120^-1605.4焊接质量检验5.4.1焊缝质量应符合CB/Z125的要求。5.4.2焊接结束后.应将焊接施工记录和可拆板区域测量数据交质量检验部门检查验收。5.4.3可拆板与船体结构的壳板对接焊缝、肋骨对接焊缝和肋骨与壳板角焊缝应按总体设计单位编制的《焊缝质量无损检验明细表》和承造船厂编制的《焊缝质量检查清册))进行探伤检验。5.4.4可拆板与船体结构的壳板对接焊缝和肋骨对接焊缝及肋骨与壳板间角焊缝上的焊缝缺陷需要修补时.按CB/Z124的要求,采用船焊66焊条进行修补。附加说明:本标准由造船工艺专业组提出。本标准由中国船舶工业总公司第十一研究所归口。本标准由渤海造船厂负责起草。本标准主要起草人:车成文、胡政文。免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- CBT8522-2011舾装码头设计规范.pdf
- CBZ106-1968铝合金船体结构铆接分类及质量检验要求.pdf
- CBZ107-1981尾轴包覆玻璃钢.pdf
- CBZ110-1987船舶破舱浸水后的浮态及剩余稳性高度计算.pdf
- CBZ120-1986604、607钢铸件缺陷补焊技术条件.pdf
- CBZ120-2008604、607钢铸件缺陷补焊.pdf
- CBZ121-1998舰艇用921A等钢板缺陷补焊技术要求.pdf
- CBZ124-1998潜艇921A等钢结构焊接技术要求.pdf
- CBZ125-1998潜艇船体结构焊接质量检验规则.pdf
- CBZ127-2004潜艇电气设备安装工艺.pdf
- CBZ128-1998舰船电气设备保养工艺.pdf
- CBZ130-1997舰船电缆密封工艺.pdf
- CBZ132-1998舰船电气设备和电缆屏蔽接地工艺.pdf
- CBZ133-1974船体零件加工技术要求.pdf
- CBZ134-1998潜艇耐压船体结构件加工技术要求.pdf
- CBZ139-1974船舶馈电电缆代号编号方法.pdf
- CBZ140-1985玻璃钢救生艇建造要求.pdf
- CBZ144-1976圆柱螺旋弹簧的设计与计算.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明