

- 130.45 KB
- 2022-04-22 13:35:18 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
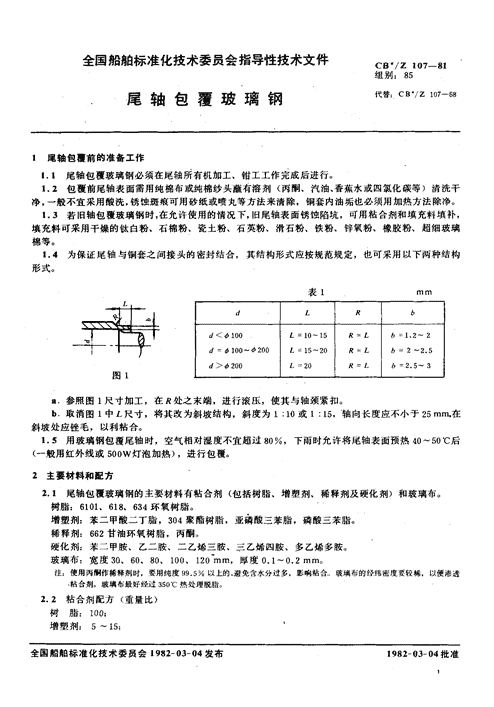
'准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面全国船舶标准化技术委员会指导性技术文件CB"/Z107-81组另d"85代替:CB"/Z107-68尾轴包覆玻璃钢1尾轴包扭前的准备工作且.1尾轴包覆玻璃钢必须在尾轴所有机加工、钳工工作完成后进行。1.2包毅前尾轴表面需用纯棉布或纯棉纱头蘸有溶剂(丙酮、汽油、香蕉水或四氯化碳等)清洗干净,一般不宜采用酸洗,锈蚀斑痕可用砂纸或喷丸等方法来清除,铜套内油垢也必须用加热方法除净。1.3若旧轴包筱玻璃钢时,在允许使用的情况下,旧尾轴表面锈蚀陷坑,可用枯合剂和填充料填补,填充料可采用干燥的钦白粉、石棉粉、瓷土粉、石英粉、滑石粉、铁粉、锌氧粉、橡胶粉、超细玻璃棉等。1.4为保证尾轴与铜套之间接头的密封结合,其结构形式应按规范规定,也可采用以下两种结构形式。淆。表1dLRbd0200L=20R二Lb=2.5一3参照图1尺寸加工,在R处之末端,进行滚压,使其与轴颈紧扣。a.b.取消图1中L尺寸,将其改为斜坡结构,斜度为1二10或1:15,轴向长度应不小于25mm,在斜坡处应锉毛,以利粘合。5用玻璃钢包覆尾轴时,空气相对湿度不宜超过80,下雨时允许将尾轴表面预热40-50℃后(一般用红外线或500W灯泡加热),进行包覆。2主要材料和配方2.1尾轴包覆玻璃钢的主要材料有粘合剂(包括树脂、增塑剂、稀释剂及硬化剂)和玻璃布。树脂:6101,618,634环氧树脂。增塑剂:苯二甲酸二丁脂,304聚醋树脂,亚磷酸三苯脂,磷酸三苯脂。稀释剂:662甘油环氧树脂,丙酮。硬化剂:苯二甲胺、乙二胺、二乙烯三胺、三乙烯四胺、多乙烯多胺。玻璃布:宽度30,60,80,100,120而m,厚度0.1一0.2mm.注:使用丙酮作稀释剂时,要用纯度99.5以上的,避免含水分过多,影响粘合,玻璃布的经纬密度要较稀,以便渗透.粘合剂。玻璃布最好经过3500C热处理脱脂。2.2粘合剂配方(重量比)树脂:100;增塑剂:5一15;全国船舶标准化技术委员会1982-03-04发布1982-03-04批准免费标准网(www.freebz.net)无需注册即可下载
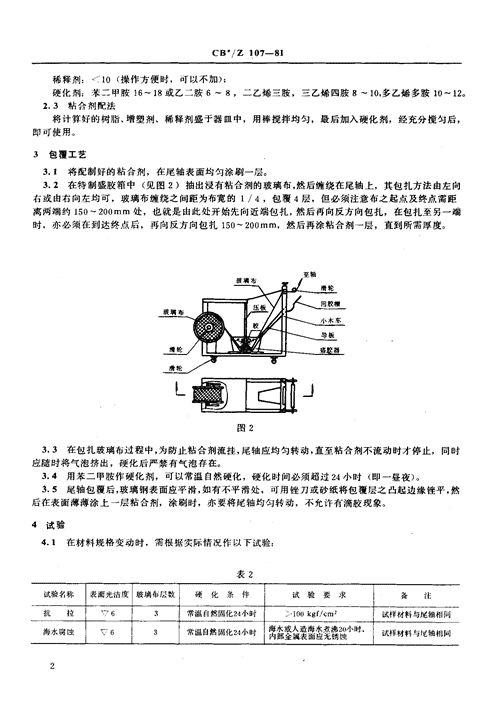
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面cs"/z107-s1稀释剂:10(操作方便时,可以不加);硬化剂:苯二甲胺16-18或乙二胺s一s,二乙烯三胺,三乙烯四胺s-10,多乙烯多胺10--1202.3粘合剂配法将计算好的树脂、增塑剂、稀释剂盛于器皿中,用棒搅拌均匀,最后加入硬化剂,经充分搅匀后,即可使用。3包覆工艺3.1将配制好的粘合剂,在尾轴表面均匀徐刷一层。3.2在特制盛胶箱中(见图2)抽出浸有粘合剂的玻璃布,然后缠绕在尾轴上,其包扎方法由左向右或由右向左均可,玻璃布缠绕之间距为布宽的1/4,包覆4层,但必须注意布之起点及终点需距离两端约150一200mm处,也就是由此处开始先向近端包扎,然后再向反方向包扎,在包扎至另一端时,亦必须在到达终点后,再向反方向包扎150-200mm,然后再涂粘合剂一层,直到所需厚度。罕轴图23.3在包扎玻璃布过程中,为防止粘合剂流挂,尾轴应均匀转动,直至粘合剂不流动时才停止,同时应随时将气泡挤出,硬化后严禁有气泡存在。用苯二甲胺作硬化剂,可以常温自然硬化,硬化时间必须超过24小时(即一昼夜)。:一:尾轴包覆后,玻璃钢表面应平滑,如有不平滑处,可用锉刀或砂纸将包覆层之凸起边缘锉平,然后在表面薄薄涂上一层粘合剂,涂刷时,亦要将尾轴均匀转动,不允许有滴胶现象。4试验4.1在材料规格变动时,需根据实际情况作以下试验:表2试验名称表面光洁度玻璃布层数硬化条件试验要求备注抗拉}?s3常温自然固化2组小时二100kgf/cml试样材料与尾轴相同海水腐蚀C63常温自然固化24小时黯f*l%lw*wr熬ift瓢煞20+sf.x%m试样材料与尾轴相同免费标准网(www.freebz.net)无需注册即可下载
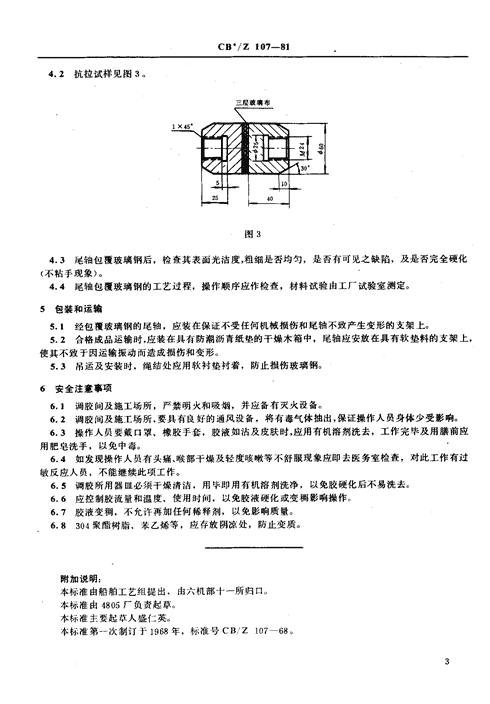
准标网www.zhunbiao.com免费下载免费标准网(www.freebz.net)标准最全面CB"/Z107-814.2抗拉试样见图3.三层玻瑞布图34.3尾轴包覆玻璃钢后,检查其表面光洁度,粗细是否均匀,是否有可见之缺陷,及是否完全硬化(不粘手现象)。4.4尾轴包覆玻璃钢的工艺过程,操作顺序应作检查,材料试验由工厂试验室测定。5包装和运输经包覆玻璃钢的尾轴,应装在保证不受任何机械损伤和尾轴不致产生变形的支架上。:一;合格成品运输时,应装在具有防潮沥青纸垫的干燥木箱中,尾轴应安放在具有软垫料的支架上,使其不致于因运输振动而造成损伤和变形。5.3吊运及安装时,绳结处应用软衬垫衬着,防止损伤玻璃钢。6安全注意事项6.1调胶间及施工场所,严禁明火和吸烟,并应备有灭火设备。6.2调胶间及施工场所,要具有良好的通风设备,将有毒气体抽出,保证操作人员身体少受影响。6.3操作人员要戴口罩、橡胶手套,胶液如沾及皮肤时,应用有机溶剂洗去,工作完毕及用膳前应用肥皂洗手,以免中毒。6.4如发现操作人员有头痛、喉部干燥及轻度咳嗽等不舒服现象应即去医务室检查,对此工作有过敏反应人员,不能继续此项工作。6.5调胶所用器皿必须干燥清洁,用毕即用有机溶剂洗净,以免胶硬化后不易洗去。6.6应控制胶流量和温度、使用时间,以免胶液硬化或变稠影响操作。6.7胶液变稠,不允许再加任何稀释剂,以免影响质量。6.8304聚醋树脂、苯乙烯等,应存放阴凉处,防止变质。附加说明:本标准由船舶工艺组提出,由六机部十一所归口。本标准由4805厂负责起草。本标准主要起草人盛仁英。本标准第一次制订于1968年,标准号CB!Z107-680免费标准网(www.freebz.net)无需注册即可下载'
您可能关注的文档
- CBT4255-2013船用电梯电缆.pdf
- CBT4314-2013水声实用压电陶瓷元件性能参数的测量与计算方法.pdf
- CBT4388-2013船用变压器.pdf
- CBT4396-2014额定电压0.6/1kV及1.8/3kV船舶和近海设施变频传动用电力电缆.pdf
- CBT4405-2014额定电压6kVUm7.2kV至30kVUm36kV船舶和近海设施变频传动用电力电缆.pdf
- CBT8502-2005纵向倾斜船台及滑道设计规范.pdf
- CBT8521-2008造船门式起重机设计要求.pdf
- CBT8522-2011舾装码头设计规范.pdf
- CBZ106-1968铝合金船体结构铆接分类及质量检验要求.pdf
- CBZ110-1987船舶破舱浸水后的浮态及剩余稳性高度计算.pdf
- CBZ120-1986604、607钢铸件缺陷补焊技术条件.pdf
- CBZ120-2008604、607钢铸件缺陷补焊.pdf
- CBZ121-1998舰艇用921A等钢板缺陷补焊技术要求.pdf
- CBZ124-1998潜艇921A等钢结构焊接技术要求.pdf
- CBZ125-1998潜艇船体结构焊接质量检验规则.pdf
- CBZ126-1998潜艇耐压船体可拆板切割、装配和焊接技术要求.pdf
- CBZ127-2004潜艇电气设备安装工艺.pdf
- CBZ128-1998舰船电气设备保养工艺.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明