

- 47.86 KB
- 2022-04-22 13:50:26 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国电力行业标准DL473-92大直径三通锻件技术条件中华人民共和国能源部1992-06-30批准1992-12-01实施1主题内容与适用范围本技术条件规定了大直径三通锻件的订货条件、技术要求、试验方法和验收。本标准适用于管道公称外径不小于400mm的300MW及以上火力发电机组管道三通锻件,变径管等其他锻件可参照使用。2引用标准GB150钢制压力容器GB222钢的化学分析用试样取样法及成品化学成分允许偏差GB223钢铁及合金化学分析方法GB228金属拉伸试验方法GB231金属布氏硬度试验方法GB699优质碳素结构钢技术条件GB2106金属夏比(V型缺口)冲击试验方法GB3077合金结构钢技术条件GB5310高压锅炉用无缝钢管GB6394金属平均晶粒度测定法GB10561钢中非金属夹杂物显微评定方法JB755压力容器锻件技术条件JB3963压力容器锻件超声波探伤JB3965钢制压力容器磁粉探伤YB28金属显微组织检验法DL5007电力建设施工及验收技术规范(火力发电厂焊接篇)3订货条件3.1需方应在订货合同中注明本标准号、锻件名称、订货图号、数量、钢号、供货状态,并提供订货图样和技术要求,必要时标明锻件重要区。3.2按本标准订货时,如有特殊要求应在合同中注明。3.3锻件的技术要求和验收除应符合本标准规定外,还应符合合同要求。4技术要求4.1冶炼锻件应采用电炉冶炼的镇静钢,钢包精炼真空脱气。4.2锻造4.2.1锻造使用的钢锭应有熔炼单位的合格证书。
4.2.2钢锭头尾应有足够的切除量,以确保锻件无缩孔及严重偏析等缺陷。4.2.3锻件主截面的锻造比不得小于3,其成品形状尺寸、表面质量应符合订货图样要求。4.3热处理锻件应按订货图样开孔后进行热处理,热处理制度见表1。表1钢号热处理制度1)12Cr2Mo1900~960℃正火+720~750℃回火12Cr1MoV950~980℃油淬或喷雾冷却+720~750℃回火20号900~930℃正火注:1)采用调质处理时,应经需方同意,且回火温度不低于700℃。4.4化学成分锻件12Cr2Mo1、12Cr1MoV、20号钢的化学成分应符合表2规定。表2化学成分(%)钢号CMnSiSPCrMoVCuNi0.08~0.30~≤≤2.00~0.90~≤≤12Cr2Mol≤0.50—0.150.600.0300.0302.501.100.200.300.08~0.40~0.17~≤≤0.90~0.25~0.15~≤≤12Cr1MoV0.150.700.370.0350.0351.200.350.300.200.300.17~0.35~0.17~≤≤≤≤20号≤0.25——0.240.650.370.0350.0350.200.254.5机械性能4.5.1锻件的机械性能应符合表3的规定。表3钢号σs(MPa)σb(MPa)δ5(%)akv(J)HB12Cr2Mol≥280450~600≥20≥41135~18012Cr1MoV≥255440~610≥21≥34132~18320号≥245412~549≥24≥27117~156
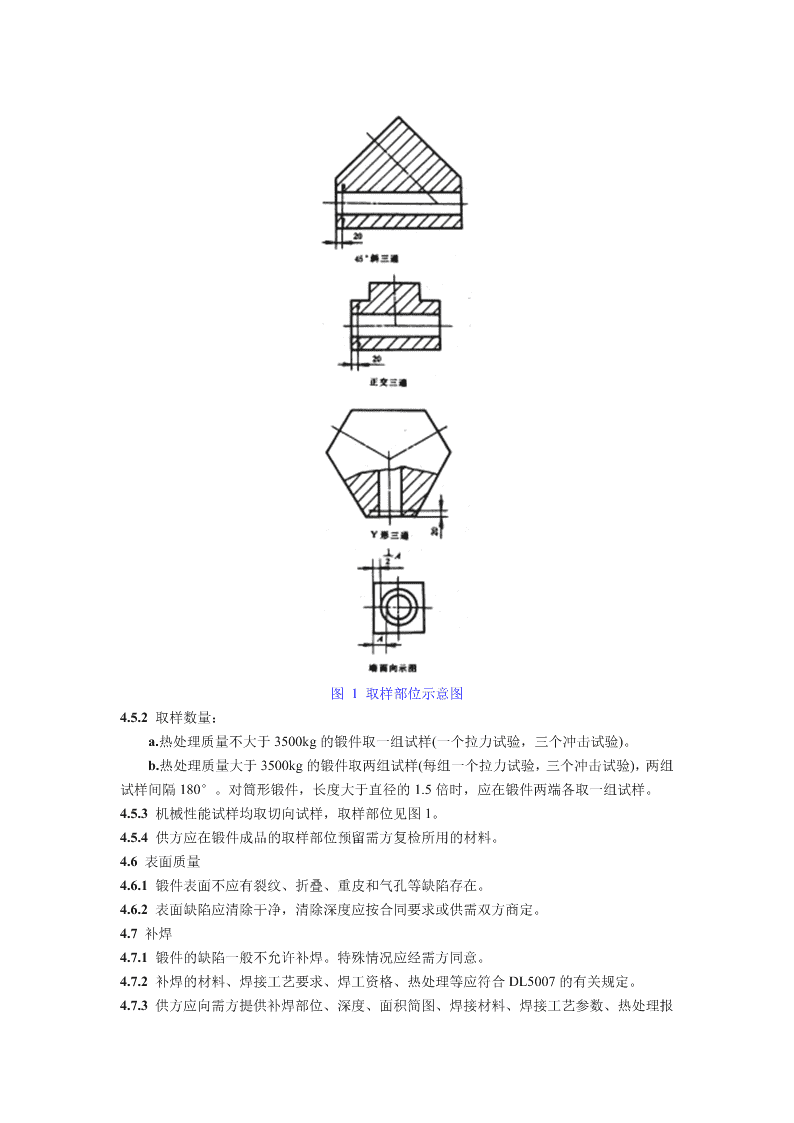
图1取样部位示意图4.5.2取样数量:a.热处理质量不大于3500kg的锻件取一组试样(一个拉力试验,三个冲击试验)。b.热处理质量大于3500kg的锻件取两组试样(每组一个拉力试验,三个冲击试验),两组试样间隔180°。对筒形锻件,长度大于直径的1.5倍时,应在锻件两端各取一组试样。4.5.3机械性能试样均取切向试样,取样部位见图1。4.5.4供方应在锻件成品的取样部位预留需方复检所用的材料。4.6表面质量4.6.1锻件表面不应有裂纹、折叠、重皮和气孔等缺陷存在。4.6.2表面缺陷应清除干净,清除深度应按合同要求或供需双方商定。4.7补焊4.7.1锻件的缺陷一般不允许补焊。特殊情况应经需方同意。4.7.2补焊的材料、焊接工艺要求、焊工资格、热处理等应符合DL5007的有关规定。4.7.3供方应向需方提供补焊部位、深度、面积简图、焊接材料、焊接工艺参数、热处理报
告和无损探伤报告等资料。4.8金相检查4.8.1锻件应不存在白点。4.8.2锻件材料中的非金属夹杂物采用GB10561评级图Ⅱ,A、B、C和D四类夹杂物均不大于2级。4.8.3锻件的晶粒度不低于4级,且级差不大于3级。4.8.4锻件的金相组织不允许有部分超过AC1的回火组织,对12Cr1MoV不允许有黄块马氏体组织。4.9超声波检查63./4.9.1超声波探伤应在锻件最终热处理后进行,探测工作表面的粗糙度为∇。4.9.2锻件经超声波检查,单个缺陷等级为Ⅱ级,密集区缺陷等级为Ⅰ级,低波降低量不得超过Ⅰ级。5试验方法5.1锻件化学分析用试样的采取按三通锻件在三个端面各取一个试样,筒形锻件在两个端面各取一个试样,且应符合GB222的规定。5.2锻件的化学分析应符合GB223的规定。5.3拉伸试验应符合GB228的规定。5.4冲击韧性试验应符合GB2106的规定。5.5布氏硬度试验应符合GB231的规定。5.6金相检验应符合YB28的规定。5.7非金属夹杂物的检验应符合GB10561的规定。5.8晶粒度的测定应符合GB6394的规定。表4检验项目检验数量超声波探伤逐件检查1)磁粉或着色检查按合同规定机械性能:σb、σs、δ5、akv、HB逐件检查非金属夹杂物、晶粒度逐件检查注:1)当合同无特殊要求,表面质量检查有疑问时,应进行磁粉 或着色检查。5.9超声波探伤应符合JB3963的规定。5.10磁粉探伤检查应符合JB3965的规定。5.11着色探伤检查应符合GB150的规定。5.12表面质量用目测检查。6检验规则6.1机械性能试验和超声波探伤应在锻件最终热处理后进行。6.2锻件检验项目、检验数量见表4。6.3重复试验。机械性能试验如有某一试样不合格时,应切取双倍试样,对不合格项目重作
试验。如第二次试验中有一个试样的试验结果不合格,供方可将锻件重复处理,热处理后切取一组试样(一个拉力,三个冲击)进行试验,重复热处理不得超过两次。因有白点而机械性能不合格者,不允许重复试验。7标记7.1经检验合格的锻件应有下列标记:厂名(厂标或代号)、钢号、炉罐号。7.2打印标记的位置和方式应无损于锻件的最终使用。8验收8.1锻件交货时,每件应有合格证,合格证包括下列内容:a.制造厂名称或代号。b.合同号、零件图号。c.钢号及炉罐号。d.各项试验的结果,其中包括:①成品化学成分;②机械性能;③晶粒度等级;④金相组织;⑤夹杂物等级;⑥无损检验结果(包括全部缺陷记录和缺陷草图);⑦交货热处理状态、热处理工艺参数及热处理曲线。e.合同规定的其他补充要求。f.检验员及部门负责人签字盖章及日期。8.2需方在收到锻件及合格证书6个月内如发现有不符合本标准及合同规定的锻件,可以拒收,并同时将拒收通知提交供方。附录A锻件高温性能(参考件)锻件高温力学性能见表A1、表A2。表A1锻件的屈服强度σ0.2(σs)(MPa)温度(℃)钢号2010015020025030035040045047550012Cr2Mol24524023021520519518512Cr1MoV25523021620119117616715715214220196177157137986949表A2锻件的持久强度σD(10万h)(MPa)温度(℃)钢号40045046047048049050051052052553054055056057057558012Cr2Mol22120518817015213511310390786858514412Cr1MoV1701238552201358777685738
——————————附加说明:本标准由能源部电力机械局提出。本标准由上海电力建设局施工技术研究所、阜新电力修造厂、上海电力建设修造厂、能源部电力建设研究所共同起草。本标准起草人:徐祖禹、王铁钢、岳春霖、张埭民、裔祖华、张利才、熊继蓉、黄均仁、苏树华、董邦平。'
您可能关注的文档
- DL463-1992带电作业用盘形悬式绝缘子卡具第二部分:28~45kN级卡具.pdf
- DL465-1992煤的冲刷磨损指数试验方法.pdf
- DL465-92煤的冲刷磨损指数试验方法.pdf
- DL466-92电站磨煤机及制粉系统选型导则.pdf
- DL468-92电站锅炉风机选型和使用导则[PDF格式].pdf
- DL469-92电站锅炉风机现场试验规程.pdf
- DL471-1992锅炉锅筒内部装置制造安装导则.pdf
- DL471-92锅炉锅筒内部装置制造安装导则.pdf
- DL472-1992可控气吹开断器订货技术条件.pdf
- DL474.1-1992现场绝缘试验实施导则绝缘电阻、吸收比和极化指数.pdf
- DL474.2-1992现场绝缘试验实施导则直流高电压试验.pdf
- DL474.3-1992现场绝缘试验实施导则介质损耗因数tg6试验.pdf
- DL474.4-1992现场绝缘试验实施导则交流耐压试验.pdf
- DL474.5-1992现场绝缘试验实施导则避雷器试验.pdf
- DL474.6-1992现场绝缘试验实施导则变压器操作波感应耐压试验.pdf
- DL475-1992接地装置工频特性参数的测量导则.pdf
- DL476-1992电力系统实时数据通信应用层协议.pdf
- DL477-1992农村低压电气安全工作规程.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明