

- 101.68 KB
- 2022-04-22 13:31:48 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'中华人民共和国电力行业标准带电作业用盘形悬式绝缘子卡具DL488—92第一部分20kN级卡具中华人民共和国能源部1992-08-12批准1993-02-01实施1主题内容与适用范围本标准规定了更换单片悬式绝缘子卡具的形式、规格、技术要求、试验方法、检验规则及标志与包装。本标准适用于架空电力线路上更换单片普通悬式绝缘子额定荷载为20kN的卡具。2引用标准GB3192高强度铝合金挤压棒GB3193铝合金热轧板YB674航空用结构钢棒技术条件YB622铝合金锻件和模锻件HB5024结构钢、不锈钢及耐热钢锻件HB5005铝及铝合金硫酸阳极化氧化膜层质量检验HB5035镀锌层质量检验HB5062钢铁零件化学氧化(发蓝)膜层质量检验3术语3.1单片卡具(Singeholder)。单片卡具是用于更换单片绝缘子的卡具。单片卡其主要有自封卡、间接自封卡、斜卡、活页卡等类型。3.1.1自封卡(Autoseatingholde):固定在绝缘子铁帽上,是等电位更换绝缘子串除首、末端外的任意一片悬式绝缘子的工具。3.1.2间接自封卡(Indirectautoseatingholder):固定在绝缘子铁帽上,是间接带电更换绝缘子串除首、末端外的任意一片悬式绝缘子的工具。自封卡包括前卡、后卡和丝杆;间接自封卡包括传动前卡、后卡和绝缘拉板。3.1.3活页卡(Loose—leafholder):安装于绝缘子串首(末)端的连接金具上,是更换首(末)端悬式绝缘子的工具。3.1.4斜卡(Angleholder):倾斜安装于绝缘子串首(末)端的连接金具(联板)上,是更换首(末)端悬式绝缘子的工具。活页卡、斜卡与自封卡(间接自封卡)的后卡或前卡配套使用。
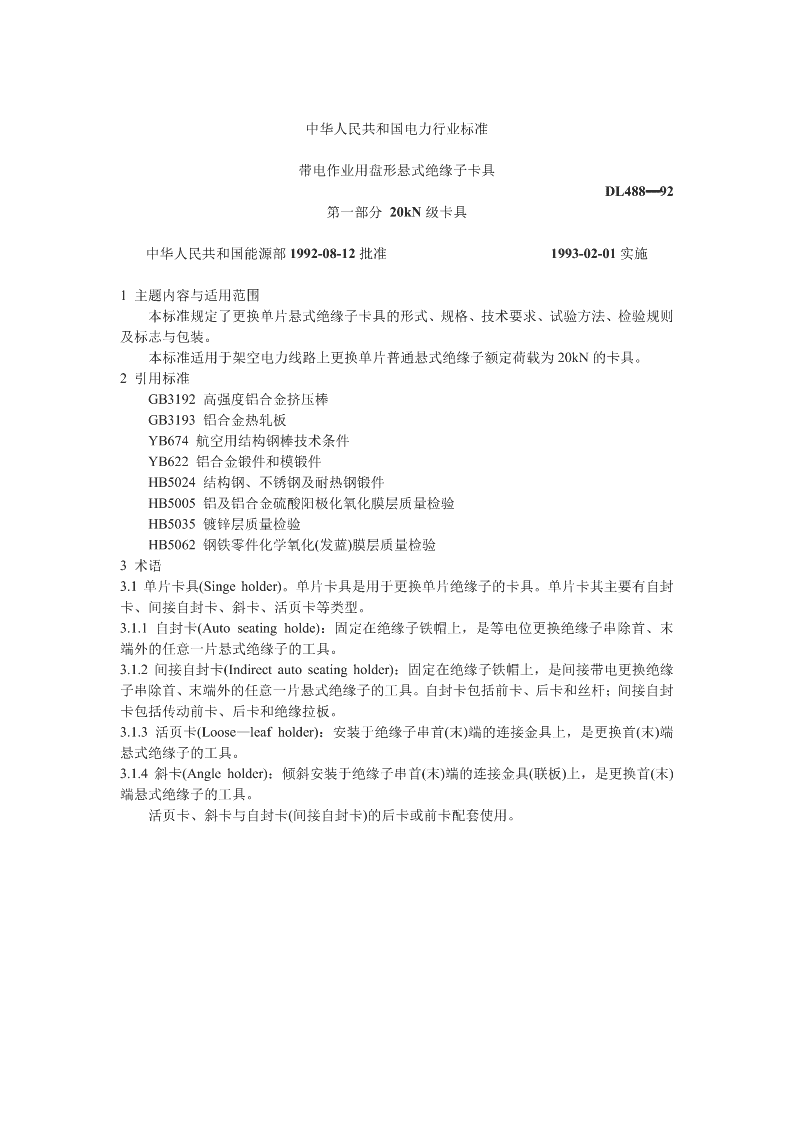
图1自封卡1—前卡;2—丝杠;3—后卡4型号和规格4.1型号采用汉语拼音的第一个字母加短线及阿拉伯数字表示的方法,即:D——单片绝缘子;Z——自封;J——间接;H——活页卡;X——斜卡;K——卡具;短线后面的数字表示额定机械负荷,kN。4.2DZK-20型自封卡和DJK-20型间接自封卡适用于额定机电破坏负荷分别为60、70kN级的悬式绝缘子铁帽。其结构分别如图1和图2所示,主要参考尺寸见表1。4.3DHK-20型活页卡适用于绝缘子串端部连接金具Z-7型直角挂板和WS-7型双联碗头。其结构如图3所示,主要参考尺寸见表2。表1自封卡、间接自封卡主要参考尺寸mm型号LBCφHADZK-2034056150140290~470DJK-2032056150140268350~470注:卡具内腔尺寸应与绝缘子铁帽尺寸相配合,其最大直径不得大于110mm。
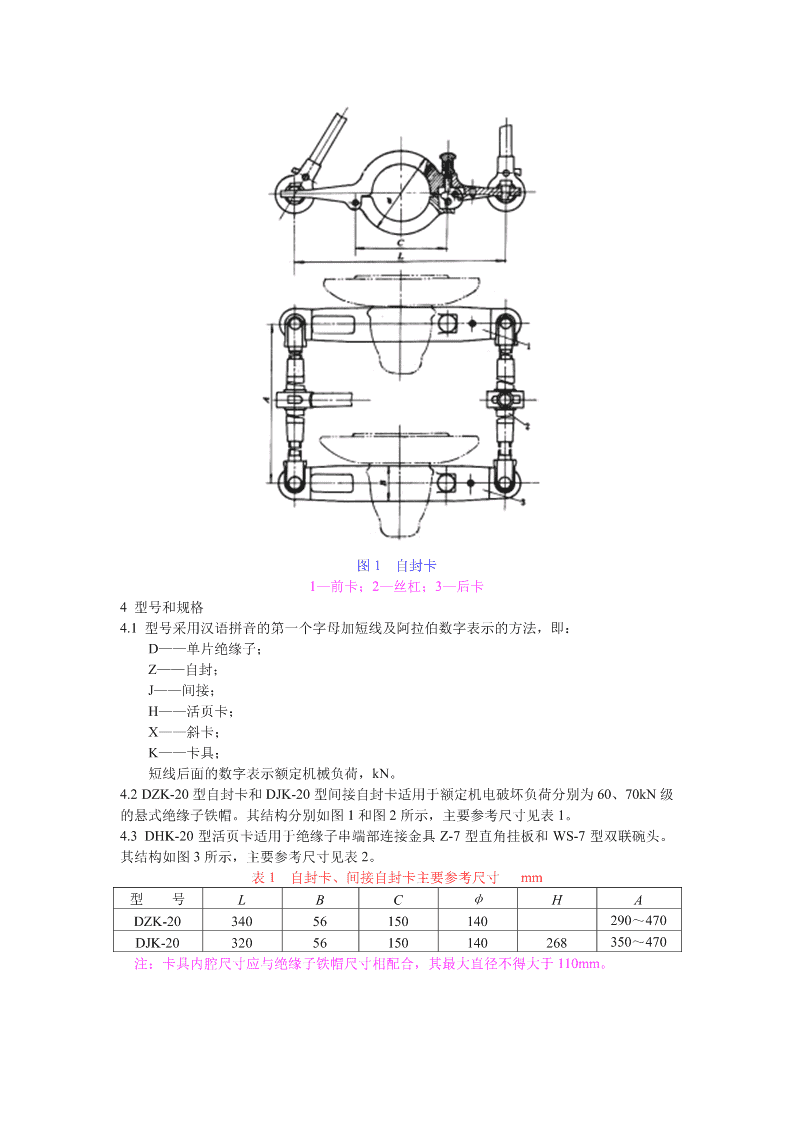
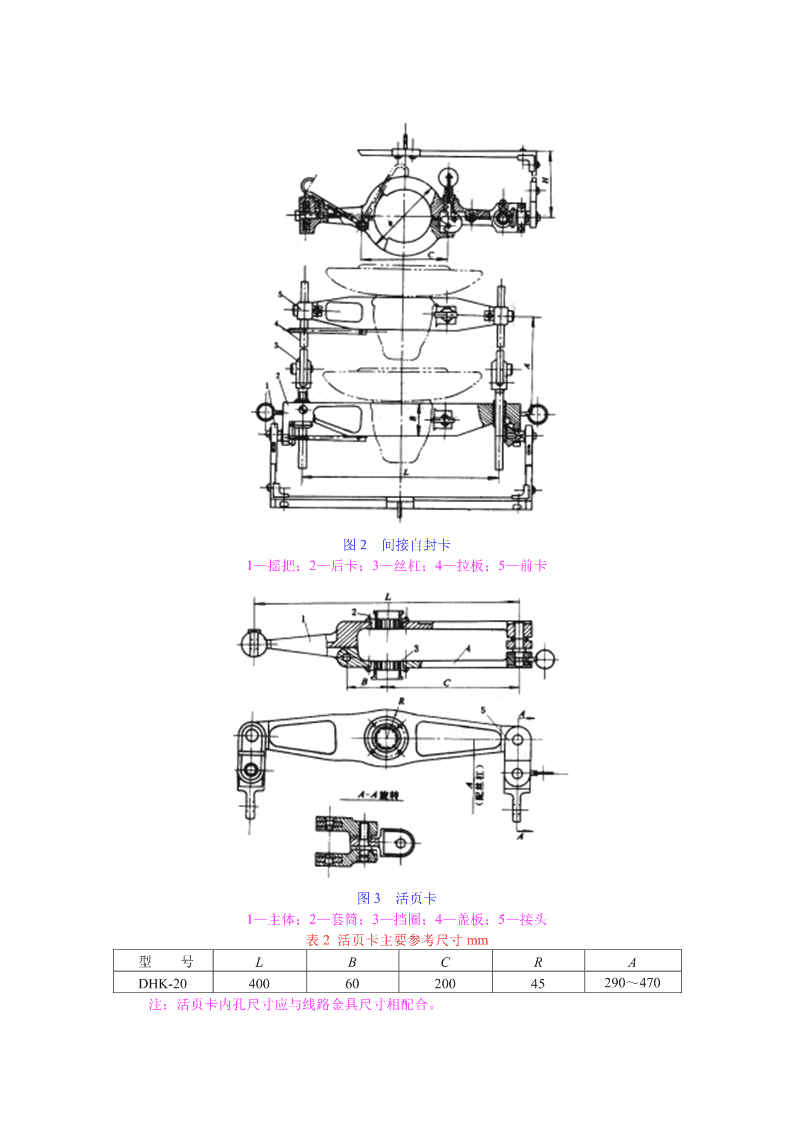
图2间接自封卡1—摇把;2—后卡;3—丝杠;4—拉板;5—前卡图3活页卡1—主体;2—套筒;3—挡圈;4—盖板;5—接头表2活页卡主要参考尺寸mm型号LBCRADHK-204006020045290~470注:活页卡内孔尺寸应与线路金具尺寸相配合。
4.4DXK-20型斜卡适用绝缘子串端部连接金具L-1240型二联板。其结构见图4,主要参考尺寸见表3。图4斜卡1—后卡;2—卡头;3—套筒丝杠;4—绝缘拉板;5—前卡表3斜卡主要参考尺寸mm型号LBADXK-2032056290~470注:斜卡内孔尺寸应与线路金具尺寸相配合。5技术要求5.1各型卡具的主要技术参数见表4。表4卡具主要技术参数动态试验负破坏负荷,不大质量,不大额定负荷静态试验负荷型号荷于于kNkNkNkNkgDZK-205DJK-20620305060DHK-203DXK-2025.2自封卡、间接自封卡与悬式绝缘子铁帽及活页、斜卡与绝缘子串端部连接金具均应配合紧密可靠,装卸方便灵活。5.3卡具各组成部分零件表面均应光滑,无尖棱、毛刺、裂纹等缺陷。5.4自封卡的前(后)卡的凸轮闭锁机构要灵活、可靠、有效,摩擦销钉要调整合适,以保证前卡齿轮丝杆机构旋转同步。5.5自封卡、间接自封卡内腔尺寸应与绝缘子铁帽配合,但其内腔直径不得大于110mm。否则,应按卡具内腔尺寸适当加大卡具主要轮廓尺寸。5.6材质要求。5.6.1前卡、后卡和端部卡的主体应由屈服强度不小于411MPa的铝合金材料或其它高强度合金钢制造。5.6.2丝杆与主要受力零件应由屈服强度不小于833MPa、抗剪极限不小于588MPa的优质合
金钢制造,其余零件采用标准件。5.7工艺要求。5.7.1铝合金零件均应进行淬火、时效等热处理,表面硬度应为HB>125。5.7.2所有零件表面均应进行镀锌、发蓝或氧化等防腐蚀处理。6试验方法6.1目视检查卡具整体外观应附合本标准5.2条和5.3条的规定。6.2用模具或卡尺检查卡具整体尺寸应符合表1、表2和表3的规定。6.3机械试验。卡具应按实际受力状态布置,分别进行动、静状态下的整体抗拉及破坏试验。试验应在液压拉力试验机(台)上进行。6.3.1动态负荷试验。在表4所列的动态试验负荷作用下,对试件按卡具实际工作状态进行3次操作,操作应灵活可靠。6.3.2静态负荷试验。试件在表4所列的静态试验负荷作用下,持续5min后卸载,试件各组成部件应无永久变形或损伤。6.3.3破坏性试验。试件在拉力试验负荷达到表4的静态试验负荷值后,应继续均匀缓慢加载(一般采用9.8MPa/s的应力增加值),直至试件任何一处破坏为止,其破坏负荷值应达到表4的规定。7检验规则7.1材质检验。7.1.1卡具中的铝件原材料应按GB3192和GB3193检验;钢件原材料按YB674检验。其性能应符合本标准5.6条的规定。7.1.2铝锻件、模锻件按YB622检验;钢锻件按HB5024检验。其性能应符合本标准5.6条的规定。7.1.3零件在热处理状态中,表面硬度应符合本标准5.7.1条的规定。7.1.4零件表面处理应符合标准5.7.2条的规定。铝件阳极化表面质量按HB5055进行,镀锌件表面质量按HB5035进行;发兰表面质量按HB5062进行。7.1.5零件表面加工要求符合本标准5.3条的规定。7.2卡具的检验分为型式检验、出厂检验和抽样检验。每类检验应各自按表5规定的试验项目进行。表5每类检验的试验项目检验分类序号试验项目试验依据型式检验出厂检验抽样检验1材料特性7.1.1条和7.1.2条√——2工艺7.1.3条和7.1.4条√—√3整体外观6.1条√√√4尺寸6.2条√√√5动态负荷试验6.3.3条√√√6静态负荷试验6.3.2条√—√7破坏试验6.3.3条√——注:“√”者表示必须进行的试验项目。7.2.1型式检验。a.定型前的卡具应按本标准规定进行型式检验。b.如卡具制造工艺、材料及设计变更时,须按本标准规定进行型式检验。7.2.2出厂检验。7.2.2.1对交货的产品逐个进行本标准规定的出厂检验。制造厂应保证出厂的卡具均符合本
标准的要求。7.2.2.2经供、需双方同意,可对交付使用的全部或部分产品进行本标准未作规定的附加试验。7.2.3抽样检验。7.2.3.1产品按批量(以材质、工艺相同的同一型号卡具为一批)进行抽样检验,抽验试件数量为每批产品的5%,但不得少于3套。7.2.3.2抽样检验按表5规定的试验项目进行,如有任何一项试验结果不符合本标准规定时,应在同一批产品中抽取加倍数量的试件进行该项试验。如仍有不合要求者,则该产品为不合格。如仅外观、尺寸不合格,允许逐套精选。8标志、包装8.1标志。8.1.1卡具需按标准或设计图纸的规定作出标志。8.1.2标志内容为卡具型号、额定负荷、生产厂和出厂号。8.1.3标志方法。a.卡具标志部位应明显清晰。b.标志应采用压印法、压痕深度应不大于0.1mm。8.2包装。8.2.1卡具应用专用箱成套包装。8.2.2包装箱上应标明:a.制造厂名称、厂标。b.产品名称、型号。8.2.3每件包装箱内应附有技术检验部门鉴定的产品合格证及使用说明书。__________________附加说明:本标准由中华人民共和国能源部提出。本标准由全国带电作业标准化技术委员会归口。本标准由兰州供电局和群峰机械厂负责起草。本标准主要起草人:王充、汤培福、李明杰、吕存安。'
您可能关注的文档
- DL476-1992电力系统实时数据通信应用层协议.pdf
- DL477-1992农村低压电气安全工作规程.pdf
- DL477-2001农村低压电气安全工作规程.pdf
- DL478-92静态继电保护及安全自动装置通用技术条件.pdf
- DL480-1992静态电流相位比较式纵联保护装置技术条件(继电部分).pdf
- DL481-1992静态方向比较式纵联保护装置技术条件.pdf
- DL482-1992静态零序电流方向保护装置技术条件.pdf
- DL483-1992静态重合闸装置技术条件.pdf
- DL486-92交流高压隔离开关订货技术条件.pdf
- DL489-1992大中型水轮发电机静止整流励磁系统及装置试验规程.pdf
- DL490-1992大中型水轮发电机静止整流励磁系统及装置安装、验收规程.pdf
- DL491-1992大中型水轮发电机静止整流励磁系统及装置运行、检修规程.pdf
- DL493-1992农村安全用电规程.pdf
- DL493-2001农村安全用电规程.pdf
- DL493-2015农村低压安全用电规程.pdf
- DL496-1992水轮机电液调节及装置调整试验导则.pdf
- DL497-92电力系统自动低频减负荷工作管理规程.pdf
- DL499-1992农村低压电力技术规程.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明