

- 209.97 KB
- 2022-04-22 13:36:34 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'DL/T681—1999页码,1/9Q83备案号:4005—1999中华人民共和国电力行业标准磨煤机耐磨件技术条件DL/T681—1999Specificationforwear-resistantfittingsofmill-coal中华人民共和国国家经济贸易委员会1999-08-02批准1999-10-01实施前言本标准是根据原电力工业部综科教[1998]28号文“关于下达1997年制定、修订电力行业标准计划项目的通知”的安排制定的。我国电力行业每年磨煤机耐磨件的消耗量相当大,为了保证电厂安全满发,提高运行效率,推广应用近年来开发的高新技术产品,特制定本标准,作为供货厂家的生产标准和电厂选材、验收的依据。本标准采用了美国标准ASTMA532/A532M—93a中除Ⅰ级C型Ni-Cr-GB牌号外的全部牌号、日本标准JISG5153—1991中的SCMnH11牌号的高锰钢;部分采用了美国标准ASTMA732/A732M—90中的牌号为10Q的IC4340铬镍钼钢。本标准的附录A是标准的附录,附录B是提示的附录。本标准由中国电力行业锅炉标准化技术委员会提出并归口。本标准负责起草单位:扬州耐磨技术开发公司、电力部金属耐磨件质量监督检验测试中心。参加起草单位:华北电力大学、江苏捷凯电力器材集团公司、徐州东方抗磨工程研究所、广州有色院耐磨材料机械研究所、江苏宏大集团公司。本标准主要起草人:王海珊、孙正国、齐纪渝、徐有岩、陈长顺、李卫、朱国章。本标准由电力部金属耐磨件质量监督检验测试中心负责解释。1范围本标准规定了磨煤机耐磨件的产品分类、技术要求、试验方法、检验规则及标志、包装、贮存和运输。本标准适用于各类磨煤机耐磨件。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB223—84~96钢铁及合金化学分析方法GB228—87金属拉力试验方法GB229—94金属夏比冲击试验方法GB230—91金属洛氏硬度试验方法GB231—84金属布氏硬度试验方法GB2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)file://D:dlgybzhbWJ162.htm2004-7-7
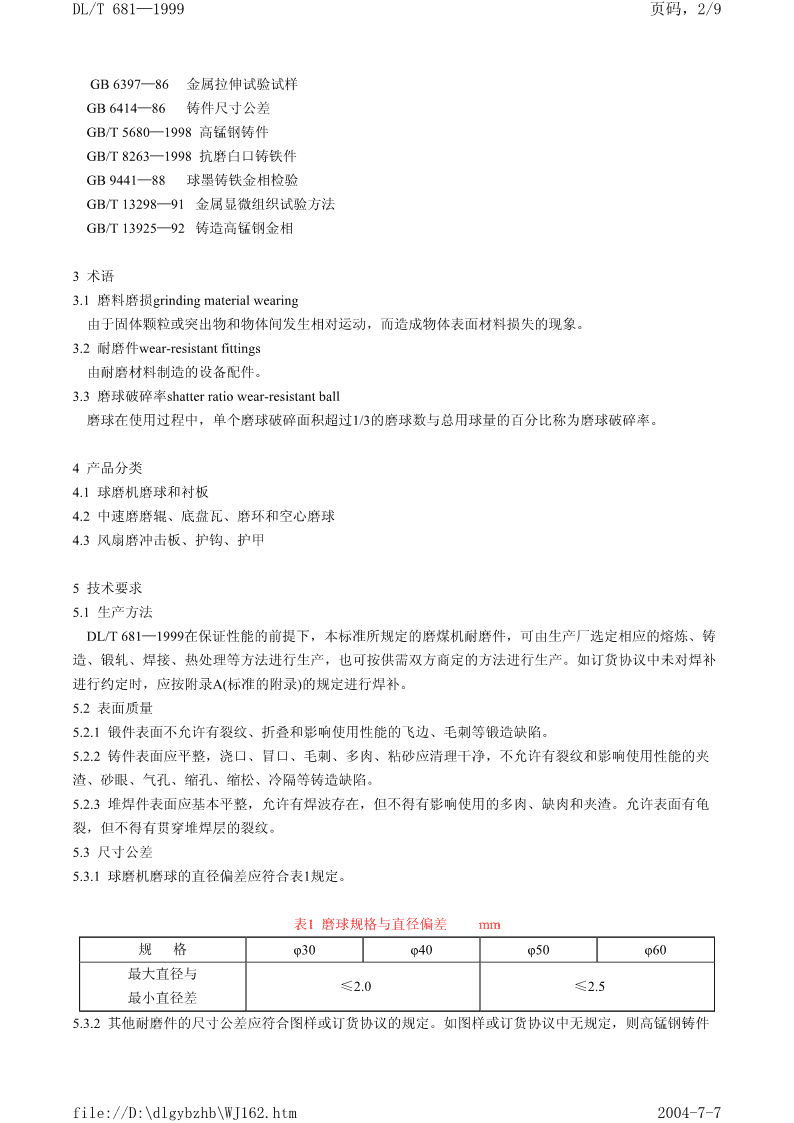
DL/T681—1999页码,2/9GB6397—86金属拉伸试验试样GB6414—86铸件尺寸公差GB/T5680—1998高锰钢铸件GB/T8263—1998抗磨白口铸铁件GB9441—88球墨铸铁金相检验GB/T13298—91金属显微组织试验方法GB/T13925—92铸造高锰钢金相3术语3.1磨料磨损grindingmaterialwearing由于固体颗粒或突出物和物体间发生相对运动,而造成物体表面材料损失的现象。3.2耐磨件wear-resistantfittings由耐磨材料制造的设备配件。3.3磨球破碎率shatterratiowear-resistantball磨球在使用过程中,单个磨球破碎面积超过1/3的磨球数与总用球量的百分比称为磨球破碎率。4产品分类4.1球磨机磨球和衬板4.2中速磨磨辊、底盘瓦、磨环和空心磨球4.3风扇磨冲击板、护钩、护甲5技术要求5.1生产方法DL/T681—1999在保证性能的前提下,本标准所规定的磨煤机耐磨件,可由生产厂选定相应的熔炼、铸造、锻轧、焊接、热处理等方法进行生产,也可按供需双方商定的方法进行生产。如订货协议中未对焊补进行约定时,应按附录A(标准的附录)的规定进行焊补。5.2表面质量5.2.1锻件表面不允许有裂纹、折叠和影响使用性能的飞边、毛刺等锻造缺陷。5.2.2铸件表面应平整,浇口、冒口、毛刺、多肉、粘砂应清理干净,不允许有裂纹和影响使用性能的夹渣、砂眼、气孔、缩孔、缩松、冷隔等铸造缺陷。5.2.3堆焊件表面应基本平整,允许有焊波存在,但不得有影响使用的多肉、缺肉和夹渣。允许表面有龟裂,但不得有贯穿堆焊层的裂纹。5.3尺寸公差5.3.1球磨机磨球的直径偏差应符合表1规定。表1磨球规格与直径偏差mm规格φ30φ40φ50φ60最大直径与≤2.0≤2.5最小直径差5.3.2其他耐磨件的尺寸公差应符合图样或订货协议的规定。如图样或订货协议中无规定,则高锰钢铸件file://D:dlgybzhbWJ162.htm2004-7-7
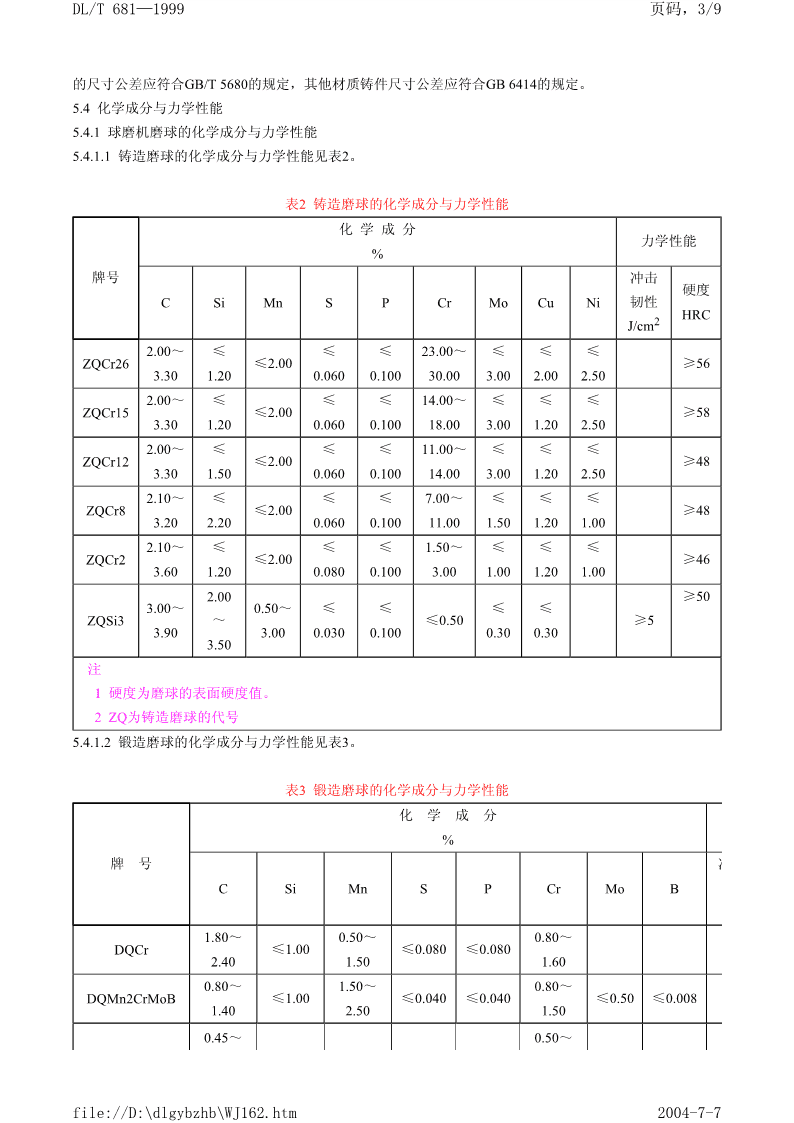
DL/T681—1999页码,3/9的尺寸公差应符合GB/T5680的规定,其他材质铸件尺寸公差应符合GB6414的规定。5.4化学成分与力学性能5.4.1球磨机磨球的化学成分与力学性能5.4.1.1铸造磨球的化学成分与力学性能见表2。表2铸造磨球的化学成分与力学性能化学成分力学性能%牌号冲击硬度CSiMnSPCrMoCuNi韧性HRCJ/cm22.00~≤≤≤23.00~≤≤≤ZQCr26≤2.00≥563.301.200.0600.10030.003.002.002.502.00~≤≤≤14.00~≤≤≤ZQCr15≤2.00≥583.301.200.0600.10018.003.001.202.502.00~≤≤≤11.00~≤≤≤ZQCr12≤2.00≥483.301.500.0600.10014.003.001.202.502.10~≤≤≤7.00~≤≤≤ZQCr8≤2.00≥483.202.200.0600.10011.001.501.201.002.10~≤≤≤1.50~≤≤≤ZQCr2≤2.00≥463.601.200.0800.1003.001.001.201.002.00≥503.00~0.50~≤≤≤≤ZQSi3~≤0.50≥53.903.000.0300.1000.300.303.50注1硬度为磨球的表面硬度值。2ZQ为铸造磨球的代号5.4.1.2锻造磨球的化学成分与力学性能见表3。表3锻造磨球的化学成分与力学性能化学成分%牌号冲CSiMnSPCrMoB1.80~0.50~0.80~DQCr≤1.00≤0.080≤0.0802.401.501.600.80~1.50~0.80~DQMn2CrMoB≤1.00≤0.040≤0.040≤0.50≤0.0081.402.501.500.45~0.50~file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,4/9DQCrMo0.65≤1.00≤1.00≤0.060≤0.0601.20≤1.000.40~1.40~DQMn2≤1.00≤0.040≤0.0400.502.000.40~0.20~2.50~DQMn3B≤0.040≤0.040≤2.00≤0.0080.702.503.50注1硬度为磨球的表面硬度值。2DQ为锻造磨球的代号5.4.1.3磨球破碎率。除有特殊情况外,破碎率应小于或等于1%,具体指标由供需双方商定。5.4.2球磨机衬板的化学成分与力学性能衬板的化学成分与力学性能见表4。表4球磨机衬板的化学成分与力学性能化学成分力学性能%牌号冲击硬度CSiMnSPCrMoCuNi韧性HRCJ/cm20.300.400.300.60~≤≤0.80~ZGCrMo~~~≥16≥421.500.0400.0401.500.501.200.500.350.400.201.400.90~≤≤0.70~≥20ZGNiCrMo~~~~1.300.0400.0400.90≥420.450.800.301.700.500.400.60~≤≤0.80~≤≤ZGCrMoCu~~≥12≥501.200.0400.0402.000.500.500.701.000.220.400.40~≤≤3.50~≤≤≤ZGCr5Mo~~≥25≥401.000.0400.0406.001.001.001.000.451.000.600.400.500.50~≤≤5.00~≤≤≥10ZGCr6Mo~~~1.500.0400.0407.001.001.00≥500.901.001.000.900.3011.00HB≤≤ZGMn13-2~~~≥147≤0.0400.0701.351.0014.003000.900.3011.00HB≤≤1.50~ZGMn13-4~~~≥80≤0.0400.0702.501.300.6014.00300file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,5/92.0011.00≤≤≤≤≤≤KmTBCr15Mo~≤2.00~≥581.200.0600.1003.001.202.503.3018.003.002.000.50~≤≤≤≤QTSi3~~≤0.50≥8≥483.000.0300.1000.300.303.903.00注1ZG为铸钢的代号;KmTB为抗磨白口铸铁代号;QT为球墨铸铁代号。2ZGMn13-2的抗拉强度σ≥685MPa,延伸率δ≥25%b55.4.3中速磨磨辊、磨环及磨盘瓦的化学成分与力学性能中速磨磨辊、磨环及磨盘瓦的化学成分与力学性能见表5。表5中速磨磨辊、磨环及磨盘瓦的化学成分与力学性能化学成分力学性%能牌号硬度CSiMnSPCrMoCuNiHRC2.40~≤≤≤≤1.50~≤3.30~KmTBNi4Cr2≥563.600.802.000.1500.1503.001.005.002.50~≤≤≤≤7.00~≤4.50~KmTBCr9Ni5≥563.602.002.000.1500.15011.001.007.002.00~≤≤≤≤18.00~≤≤KmTBCr20Mo≤2.50≥583.301.202.000.0600.10023.003.001.202.00~≤≤≤≤23.00~≤≤KmTBCr26≤2.50≥563.301.202.000.0600.10030.003.002.005.4.4中速磨空心磨球的化学成分与力学性能中速磨空心磨球的化学成分与力学性能见表6。表6中速磨空心磨球的化学成分与力学性能化学成分力学性能%牌号冲击韧硬度CSiMnSPCrMoNi性HRCJ/cm20.70~0.40~1.00~≤≤1.50~0.30~0.50~ZG75Cr2Mo≥12≥350.800.801.500.0400.0602.500.801.005.4.5堆焊中速磨磨辊堆焊层的化学成分与力学性能堆焊中速磨磨辊堆焊层的化学成分与力学性能见表7。表7堆焊中速磨磨辊堆焊层的化学成分与力学性能file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,6/9化学成分硬度%CSiMnSPCrNi+Mo+Cu等HRC3.50~4.501.00~1.00~≤0.060≤0.1020.00~3.00~5.00≥582.003.0030.005.4.6风扇磨冲击板、护钩、护甲的化学成分与力学性能风扇磨冲击板、护钩、护甲的化学成分与力学性能见表8。表8风扇磨冲击板、护钩、护甲的化学成分与力学性能化学成分力学性能%抗牌号拉冲击硬度CSiMnSPCrNiMoCu强韧性HB度J/cm2前言MPa1范围0.950.3011.00≤2引用标准≤≥≥≤ZGMn13-3~~~3术语0.0350.0707351473001.350.8014.004产品分类0.900.3011.005技术要求1.50≤6试验方法≤≥≤ZGMn13-4~~~~0.0407检验规则0.0707353001.300.8014.002.508标志、包装、贮存和运输1.100.3017.00附录A(标准的附录1.50)铸件的焊补≤≤Ti0.10≥≤ZGMn18~~~附录B(提示的附录~)耐磨件的金相组织和使用特性≥600.0500.10~0.506502501.501.0020.003.000.320.400.900.500.200.50HRC≤≤1.20~~~~ 打印~~~ZGCrNiMoCu≥5042~0.040 刷新0.0401.600.420.801.300.900.501.20522.400.5014.00≤≤≤≤≤HRCKmTBCr15Mo~~~≤2.501.000.0600.103.001.20≥582.802.0018.00注1ZGMn13-3的延伸率δ≥30%;ZGMn13-4的延伸率δ≥20%;ZGMn18的延伸率δ≥8%。5552KmTBCr15Mo是复合冲击板工作层化学成分5.5金相组织本标准所规定的各种耐磨材料的常规金相组织见附录B(提示的附录)。6试验方法6.1表面质量用目测的方法进行。6.2尺寸公差用相应的检测工具和仪器进行。file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,7/96.3化学成分的分析按GB223的规定进行,生产检验也可使用光谱分析法。6.4抗拉强度、延伸率按GB228的规定进行。6.5冲击韧性按GB229的规定进行。6.6洛氏硬度按GB230的规定进行;布氏硬度按GB231的规定进行。6.7高锰钢金相组织按GB/T13925的规定进行;球墨铸铁金相组织按GB9441的规定进行;其他材料的金相组织按GB/T13298的规定进行。7检验规则7.1产品质量由供方质检部门检验合格,并签发合格证和质量证明书后方可出厂。需方有权按本标准的规定或供需双方的约定,对产品质量进行复查。7.2表面质量应逐件进行检查。7.3尺寸精确度除球磨机磨球按GB2828的规定进行抽查外,其他产品均进行逐件检查。7.4化学成分检验按炉次进行化学成分分析。7.5力学性能检验。7.5.1拉伸试验从每批产品中制取1个试样进行。试样尺寸按GB6397的规定。7.5.2冲击试验从每批产品中制取3个试样进行,允许其中1个试样的冲击值低于规定值,但不得低于规定的2/3。高锰钢试样尺寸为10mm×10mm×55mm,U型缺口;其他材料冲击试样尺寸为10mm×10mm×55mm,无缺口。磨球的冲击试样从φ60磨球本体上制取;其他产品的冲击试样可从产品上制取,也可从和工件同炉铁(钢)水浇注的试块上制取,并和工件同炉进行热处理。7.5.3硬度应在工件本体的工作面上测试,每批产品随机抽取3件进行检验。7.6金相组织检验试样可在冲击试样上制取,也可在产品本体上制取。当产品材料和工艺发生变化或用户要求时,应进行金相组织检验。高锰钢金相和球铁金相是必检项目。7.7上述某一项目检验不合格时,应加倍抽取试样进行复查。化学成分复查不合格,则判该批产品不合格;力学性能、金相组织复查不合格,可将该批产品重新进行热处理(但不得超过两次),然后再次检验。8标志、包装、贮存和运输8.1标志和合格证8.1.1每个产品表面应做下列标志或其中的一部分,如:a)厂标;b)批量号;c)需方要求的其他标志。当无法在产品上做出标志时,可将标志打印附于每批产品的标签上。8.1.2产品出厂应附有检验部门盖章的产品合格证(或质量保证书),其内容应有:a)供方名称;b)产品名称(材质牌号);c)检验结果;d)产品图号或合同号;e)制造日期(或编号)或生产批量号。8.2包装、贮存和运输8.2.1产品检验合格后应进行防护处理和包装。file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,8/98.2.2产品防护、包装、贮存、运输应符合订货合同的规定。附录A(标准的附录)铸件的焊补A1高锰钢铸件和中、低合金钢铸件的铸造缺陷允许进行焊补修复,焊补前应将缺陷部位清理干净,露出致密金属表面,不允许存在裂纹、冷隔、气孔和粘砂等铸造缺陷。A2焊补用焊条的焊敷金属化学成分一般应和母材的化学成分相同或相近,也可由供需双方商定。A3对中、低合金钢进行焊补时,一般应预热250℃~300℃,焊后保温缓冷。对高锰钢焊补可在常温下进行。A4对重要铸件的重要部位,或焊补坡口超过壁厚的20%或25mm,或焊补面积超过65cm2,即认为是重大焊补。对重大焊补应有记录,并须征得需方同意,焊后应及时进行热处理。焊补后均应按检验铸件的同一标准进行检验。A5耐磨铸铁件在清理飞边、冒口和浇口时,不允许使用火焰切割、电弧气刨切割、电焊切割和焊补。附录B(提示的附录)耐磨件的金相组织和使用特性B1本标准所规定的金相组织系指成品耐磨件的金相组织,除供需双方有约定外,一般不作为产品验收的依据。B2本附录所列的金相组织和使用特性,指一般情况而言,供使用时参考。表B1是球磨机磨球的金相组织和使用特性,表B2是其他耐磨件的金相组织和使用特性。表B1球磨机磨球的金相组织和使用特性牌号金相组织使用特性共晶碳化物(M)+二次碳化物有良好的耐磨性和耐蚀性,7C3ZQCr26+马氏体+残余奥氏体适用于中、大直径球磨机共晶碳化物(M)+二次碳化物7C3ZQCr15+马氏体+残余奥氏体共晶碳化物(M)+二次碳化物7C3有良好的耐磨性,适用于中、大直径+马氏体+残余奥氏体ZQCr12球磨机或共晶碳化物(M7C3)+细珠光体ZQCr8共晶碳化物(M7C3+少量M3C)+细珠光体ZQCr2共晶碳化物(M3C)+珠光体有较好的耐磨性,适用于中、小直径球状石墨+马氏体+残余奥氏体ZQSi3球磨机或球状石墨+贝氏体+马氏体+残余奥氏体DQCr共晶碳化物(M3C)+珠光体file://D:dlgybzhbWJ162.htm2004-7-7
DL/T681—1999页码,9/9DQMn2CrMo珠光体+碳化物DQCrMo马氏体有较好的耐磨性,适用于中、大直径DQMn2马氏体球磨机DQMn3B马氏体+贝氏体注:直径大于或等于3200mm的球磨机为大型球磨机表B2其他耐磨件的金相组织和使用特性牌号金相组织使用特性ZGCrMo马氏体耐磨性良好,可制造球磨机衬板ZGNiCrMo马氏体耐磨性良好,可制造球磨机衬板ZGNiCrMoCu马氏体耐磨性良好,可制造球磨机衬板ZGCrMoCu马氏体+碳化物耐磨性良好,可制造球磨机衬板ZG75Cr2Mo马氏体+碳化物耐磨性良好,可制造中速磨空心磨球耐磨性良好,可制造球磨机普通衬板或ZGCr5Mo马氏体+贝氏体+残余奥氏体组合自固型衬板耐磨性良好,可制造球磨机普通衬板或ZGCr6Mo马氏体+碳化物组合自固型衬板ZGMn13-2奥氏体或奥氏体+碳化物耐磨性较好,可制造球磨机衬板耐磨性较好,可制造球磨机衬板和风扇ZGMn13-3奥氏体或奥氏体+碳化物磨冲击板、护钩、护甲耐磨性较好,可制造球磨机衬板和风扇ZGMn13-4奥氏体或奥氏体+碳化物磨冲击板、护钩、护甲耐磨性较好,可制造风扇磨冲击板、护ZGMn18奥氏体或奥氏体+碳化物钩、护甲共晶碳化物(M7C3)+二次碳化物+马耐磨性很好,可制造球磨机普通衬板、KmTBCr15Mo氏体+残余奥氏体组合自固型衬板或双金属衬板工作层共晶碳化物(M7C3)+二次碳化物+马耐磨性很好,可制造中速磨磨辊、磨盘KmTBCr20Mo氏体+残余奥氏体瓦共晶碳化物(M7C3)+二次碳化物+马耐磨性很好,可制造中速磨磨辊、磨盘KmTBCr26氏体+残余奥氏体瓦共晶碳化物(MC)+马氏体+贝氏体+3KmTBNi4Cr2耐磨性很好,可制造中速磨磨环残余奥氏体共晶碳化物(MC+少量MC)+二次碳733KmTBCr9Ni5耐磨性很好,可制造中速磨辊、磨盘瓦化物+马氏体+残余奥氏体球状石墨+马氏体+残余奥氏体或球状耐磨性良好,可制造球磨机的组合自固QTSi3石墨+贝氏体+马氏体+残余奥氏体型衬板file://D:dlgybzhbWJ162.htm2004-7-7'
您可能关注的文档
- DLT671-2010发电机变压器组保护装置通用技术条件.pdf
- DLT674-1999火电厂用20号钢珠光体球化评级标准.pdf
- DLT676-2012带电作业用绝缘鞋(靴)通用技术条件.pdf
- DLT677-2009发电厂在线化学仪表检验规程.pdf
- DLT678-2013电力钢结构焊接通用技术条件.pdf
- DLT679-1999焊工技术考核规程.pdf
- DLT679-2012焊工技术考核规程.pdf
- DLT680-1999耐磨管道技术条件.pdf
- DLT680-2015电力行业耐磨管道技术条件.pdf
- DLT684-2012大型发电机变压器继电保护整定计算导则.pdf
- DLT687-2010微机型防止电气误操作系统通用技术条件.pdf
- DLT692-2008电力行业紧急救护技术规范.pdf
- DLT694-2012高温紧固螺栓超声波检测技术导则.pdf
- DLT695-2014电站钢制对焊管件.pdf
- DLT698.2-2010电能信息采集与管理系统产站技术规范.pdf
- DLT698.31-2010电能信息采集与管理系统电能信息采集终端技术规范通用要求.pdf
- DLT698.32-2010电能信息采集与管理系统电能信息采集终端技术规范厂站采集终端特殊要求.pdf
- DLT698.33-2010电能信息采集与管理系统电能信息采集终端技术规范专变采集终端特殊要求.pdf
相关文档
- 施工规范CECS140-2002给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程
- 施工规范CECS141-2002给水排水工程埋地钢管管道结构设计规程
- 施工规范CECS142-2002给水排水工程埋地铸铁管管道结构设计规程
- 施工规范CECS143-2002给水排水工程埋地预制混凝土圆形管管道结构设计规程
- 施工规范CECS145-2002给水排水工程埋地矩形管管道结构设计规程
- 施工规范CECS190-2005给水排水工程埋地玻璃纤维增强塑料夹砂管管道结构设计规程
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程(含条文说明)
- cecs 141:2002 给水排水工程埋地钢管管道结构设计规程 条文说明
- cecs 140:2002 给水排水工程埋地管芯缠丝预应力混凝土管和预应力钢筒混凝土管管道结构设计规程 条文说明
- cecs 142:2002 给水排水工程埋地铸铁管管道结构设计规程 条文说明